



Влияние пор на склонность к трещинообразованию и работоспособность сварных соединений из сплавов 48-OT3 и 48-OT3B
Вопросу о влиянии пор на работоспособность сварных соединений титановых сплавов посвящено сравнительно мало работ. Ф.Е. Третьяков и А.И. Горшков показали, что на тонколистовых конструкциях из сплавов BTl, ОТ4, ВТ14 и ВТ15 с увеличением диаметра и числа пор в металле шва уменьшается конструктивная прочность сварных соединений при статических и усталостных испытаниях. Другие авторы констатируют, что при использовании сплава ВТ5-1 поры практически не влияют на работоспособность сварных соединений при статических нагрузках. В работах установлено, что поры в швах сварных соединении титановых сплавов приводят к образованию трещин.
Поры различной формы (сферической, удлиненной и т. п.), являющиеся концентраторами напряжений и ослабляющие рабочее сечение шва, оказывают различное влияние на работоспособность сварных соединений. Расчеты и экспериментальная проверка, проведенные А.В. Фабишевским применительно к сварным соединениям стальных конструкций, показали, что наиболее опасными являются плоские удлиненные полости, приближающиеся по своему характеру к несплавлениям. Такие дефекты могут вызвать хрупкое разрушение сварного соединения в эксплуатационных условиях при пределе текучести материала шва равном 43% предела хрупкой прочности на отрыв Rх. Менее опасными являются удлиненные полости с эллиптическим поперечным сечением, так как они могут перейти в хрупкие трещины при о0,2/Rх>0,59. Одиночные поры сферической формы независимо от их диаметра не являются практически опасными; опасность хрупкого разрушения сварного соединения, имеющего цепочку или скопление пор, может быть оценена как и в случае удлиненной полости, если расстояние между порами меньше их радиуса. К аналогичным выводам пришел А.Л. Немчинский, который показал, что при кратковременных и длительных статических нагрузках разрушение образцов с порами происходит только при хрупком состоянии металла шва; при вязком состоянии металла шва падение прочности зависит от суммарной площади дефектов, причем прочность шва уменьшается медленнее, чем его рабочее сечение.
В настоящей статье рассматривается влияние пор сферической формы и удлиненных полостей шва на склонность к трещинообразованию и работоспособность при статических, динамических и знакопеременных нагрузках сварных соединений корпусных конструкций из титановых сплавов марок 48-ОТ3 и 48-ОТ3В. Для экспериментов использовались листы этих сплавов по ВТУ718—61 и сварочная проволока марки BT1 по ТУ 285—64. В качестве защитного газа применялись аргон чистый группы А или Б по ГОСТ 10157—62 и гелий высокой чистоты по МРТУ 51-04-23-64.
Влияние пор на трещинообразование
Проверка влияния пор на трещинообразование при сварке в жестком закреплении производилась на 2 метровых пробах (методика ОН9-173—60) по следующим вариантам: 1) автоматическая сварка плавящимся электродом в среде аргона (толщина пластин 52 мм, маркировка П-52); 2) полуавтоматическая сварка плавящимся электродом в среде аргона стыкового соединения (толщина пластин 46 мм); 3) полуавтоматическая сварка плавящимся электродом в среде аргона таврового соединения размером 52х30 мм (маркировка П); 4) автоматическая сварка неплавящимся электродом в среде гелия (толщина пластин 52 мм, маркировка Н); 5) автоматическая сварка неплавящимся электродом в среде аргона (толщина пластин 25 мм); 6) ручная аргоно-дуговая сварка неплавящимся электродом (толщина пластин 52 мм, маркировка Р).
Режимы сварки проб представлены в табл. 1. Сварка пробы П-52 производилась с одной стороны в среде гелия за один проход на режиме, гарантировавшем образование сферических (подкорковых) пор, а с другой — в среде аргона за 4 прохода: первый проход на режиме, необходимом для проплавления притупления и заполнения разделки, три других — на режимах, обеспечивающих образование удлиненных полостей (рис. 1).

Жесткие пробы после сварки выдерживались в течение 2 месяцев и разделывались на поперечные, продольные и послойные шлифы. Шлифы после травления подвергались внешнему осмотру и рентгеновскому просвечиванию для выявления пор и трещин. Осмотр рентгеновских пленок и шлифов показал, что поры как сферической формы, так и удлиненные полости не являются началом трещин (рис. 1). Изменений в микроструктуре и наличия гидридов в металле шва на участке с удлиненной полостью по сравнению с другими участками не установлено (рис. 2). Замерами микротвердости (табл. 2) также не обнаружено изменений твердости металла шва вокруг удлиненных полостей, что указывает на отсутствие насыщения этого района упрочняющими вредными примесями (кислород, азот). He наблюдается также изменений микроструктуры и микротвердости металла шва в районе подкорковой поры и вдали от нее (рис. 3, а). Аналогичная картина наблюдается и вокруг пop, находящихся на линии сплавления (рис. 3,б). Причем поры на линии сплавления развиваются и в сторону основного металла, подвергавшегося нагреву до температур, близких к температуре плавления Микротвердость металла шва вблизи пор находится в пределах нормы и не превышает микротвердости остальной части шва (табл. 2).


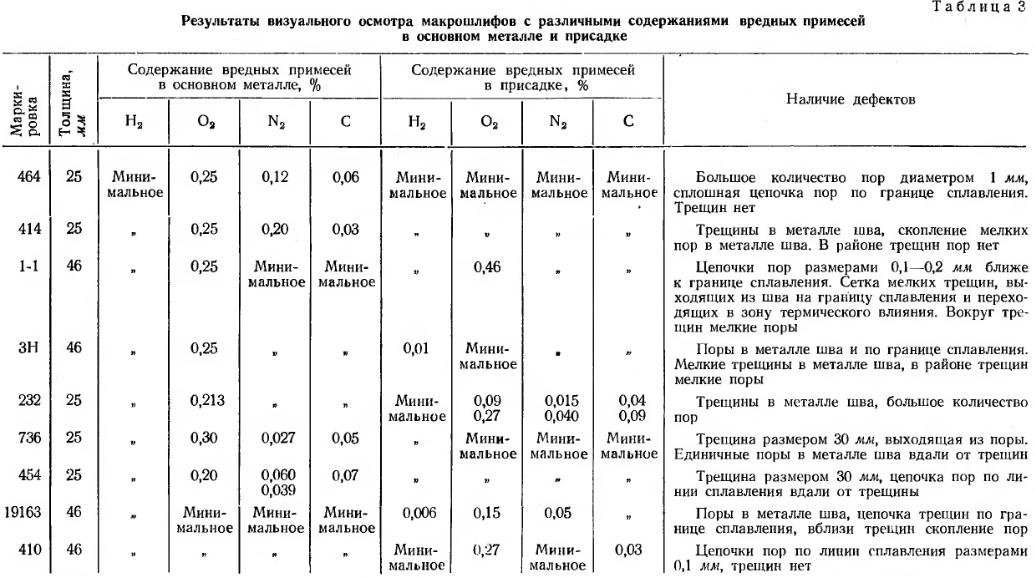
Влияние пор на трещинообразование проверялось также на опытных пластинах из сплава 48-ОТ3 с различным содержанием кислорода и азота при использовании присадочной проволоки из сплава BT1 по ТУ 285—64 и на пластинах из сплава 48-ОТ3 по ВТУ 718-61 с применением присадки с различным содержанием кислорода и азота Ручной аргоно-дуговой сваркой выполнялись жесткие пробы типа вварыш диаметром 100 мм по методике, предложенной в работе. Режим счарки: Iсв=360—380 a, Uд=15 в, Vсв=12 м/час, диаметр вольфрамового электрода 5 мм, присадки — 5 мм, расход аргона 12 л/мин. Содержание примесей в опытных пластинах и присадке приведены в табл. 3. Осмотр шлифов показал, что при повышенных содержаниях кислорода (>0,12%) и азота (>0,04%) в основном металле и сварочных материалах поры могут служить началом трещин (табл. 3 и рис. 4), однако даже в этом случае поры не всегда являются первопричиной их образования.

Микроструктура металла шва в районе пор при повышенных содержаниях вредных примесей не отличается от микроструктуры металла остальной части шва (рис. 5). Микротвердость в швах при относительно небольшом повышении содержания вредных примесей также находится в допустимых пределах (табл. 2). При высоких содержаниях кислорода и азота в металле шва структура вокруг пор и трещин также не отличается от структуры остальной части шва. Как видно из табл. 2, микротвердость в районе пор в этом случае практически не отличается от микротвердости металла, расположенного вокруг трещин, вдали от пор. На микрошлифах, имеющих поры сферической формы, гидриды также не обнаружены. Ранее проведенными исследованиями не установлено повышения содержания водорода в районе пор по сравнению с остальной частью шва.

Таким образом, поры сферической формы и удлиненные полости как концентраторы напряжений могут служить началом образования трещин только при хрупком состоянии металла шва из-за повышенного содержания вредных примесей в основном металле, сварочных материалах и нарушения газовой защиты расплавленного металла.
Влияние пор на работоспособность сварных соединений
Условия испытания образцов, вырезанных только из металла шва, имеющего поры, не соответствуют реальным условиям работы сварных конструкций с дефектами в швах. Поэтому для определения влияния пор на работоспособность исследовались образцы, в которых металл шва с порами входил в состав сварного соединения. Имитирование пор с помощью сверления металла шва не позволяет в полной мере моделировать влияние их на работоспособность сварного соединения, так как в этом случае происходит снятие остаточных напряжений. Поэтому различными технологическими приемами в опытных сварных соединениях получали «естественные» поры различного характера. При этом расположение пор по сечению шва выбиралось в соответствии с реальными условиями их возникновения в швах корпусных конструкций при ручной и автоматической сварке с учетом максимальной возможности проявления их влияния при испытаниях. Так, удлиненные полости получали в верхних слоях шва при ручной аргоно-дуговой сварке и в корне шва — при автоматической сварке плавящимся или неплавящимся электродом, а поры сферической формы в подкорковой области — автоматической сваркой плавящимся электродом в среде гелия. Влияние пор на работоспособность сварных соединений при динамических нагрузках изучали на щитах с перекрещивающимися швами размерами 7х220х220, 25x1500x1500 и 46х1500х1500 мм (табл. 4).


Результаты испытания щитов 11A (с удлиненными полостями в металле шва) и 12А (без дефектов) показывают, что отдельные, даже крупные поры, находящиеся в середине шва, который обладает достаточной вязкостью и пластичностью, не оказывают существенного влияния на работоспособность сварного соединения при динамических испытаниях. На рентгенофотограмме крестовины щита 11A после испытания (рис. 6) видно, что разрушение прошло не по порам. Концентраторы на поверхности (в углах перекрещивающихся швов) оказались более острыми, чем концентраторы в виде удлиненных полостей, находящиеся близко к нейтральной линии сечения, в связи с тем, что усиление шва было достаточно большим (15—20% на сторону). Аналогичная картина наблюдалась и на щитах, перекрестия которых были скруглены ручной аргонодуговой сваркой (табл. 4); только в одном случае (щит 3), когда удлиненная полость совпала с опорным контуром, трещина прошла по дефекту шва. Щит Щ-1 со сплошной полостью в верхней части шва на расстоянии 5—6 мм от поверхности имел плохие динамические свойства и разрушился по дефектному шву (рис. 7).

Таким образом, влияние пор в металле шва на динамическую стойкость сварного соединения, когда шов обладает достаточной пластичностью и вязкостью, определяется степенью ослабления рабочего сечения шва порами и расположением их по сечению шва.
Для проверки влияния удлиненных полостей на уровень статической прочности сварного соединения из щитов были изготовлены плоскоразрывные и гибовые образцы. Результаты испытаний плоскоразрывных образцов, представленные в табл. 5, показывают, что образцы с усилениями разрушаются по основному металлу даже при ослаблении сечения порами, достигающем 20% рабочего сечения. Образцы со снятым усилением разрушаются по металлу шва, причем временное сопротивление последнего даже при ослаблении рабочего сечения шва порами, достигающем 8%, из-за упрочнения в местах концентрации напряжений находится на достаточно высоком уровне (не ниже 65 кгс/мм2).

Результаты испытания гибовых проб с различной степенью ослабления сечения шва порами в местах максимальных изгибающих напряжений при достаточной пластичности металла шва показывают (табл. 6), что угол загиба остается на допустимом уровне (> 120°) при ослаблении рабочего сечения шва, достигающем 3,5%.
Таким образом, и при статической нагрузке работоспособность сварных соединений с порами при вязком состоянии металла шва зависит только от степени ослабления рабочего сечения шва.

Выносливость сварных соединений при вибрационной нагрузке проверялась на следующих сериях образцов с поперечными и продольными швами (рис. 8):
— образцы с поперечными швами — без дефектов; с удлиненными полостями (ослабление шва 3%); со сплошной удлиненной полостью (ослабление шва 17%);
— образцы с поперечными швами без усилений — без дефектов; с удлиненными полостями (ослабление шва 4,5%), со сплошной удлиненной полостью (ослабление шва 25%);
— образцы с продольными швами со снятым усилением — без дефектов; с удлиненными полостями (ослабление сечения шва 6%).

Толщина основного металла составляла 16 мм. Образцы с поперечными швами изготовлялись ручной аргоно-дуговой сваркой, образцы с продольными швами — автоматической сваркой неплавящимся электродом Рентгенофотограммы образцов различных серий приведены на рис. 9. Образцы испытывались на переменный изгиб при симметричном цикле нагружения в ЦНИИ-45 под руководством Ю.Н. Шаврова. Результаты испытания образцов с поперечными швами (рис. 10) показывают, что в сварных соединениях с усилениями концентратор напряжений в месте перехода от шва к основному металлу оказался, несмотря на наличие галтелей, более сильным, чем расположенные на глубине 5—7 мм от поверхности шва удлиненные полости при значительной (до 25%) степени ослабления ими шва: образцы всех трех серий разрушились по галтелям или вблизи от них по основному металлу. Образцы со снятым усилением разрушались по металлу шва как при наличии в шве полостей, так и в случае плотного шва, причем снижение предела выносливости металла шва происходило непропорционально степени уменьшения полостями рабочего сечения шва. Предел выносливости продольных образцов с порами и без них (рис. 10), так же как и для стали, оказался значительно ниже предела выносливости поперечных образцов.


Испытания плоских образцов размером 36x180x1450 мм из сплава 48-ОТ3В (табл. 7) на циклическую растягивающую нагрузку при отношении уровня средних напряжений в рабочем сечении к пределу текучести материала равном 0,85 показали, что сварные швы с порами при ослаблении сечения шва равном 1,5% выдерживают большее число циклов, чем такие же образцы из основного металла без сварного соединения, но с острыми концентраторами на поверхности. Рентгеновским контролем сварного образца после испытаний внутренних трещин в районе пор обнаружено не было. Внешние дефекты на образцах (надрезы) раньше приводят к образованию трещин, чем острый внутренний концентратор напряжений (непровар).
Таким образом, испытания сварных соединений с порами на работоспособность при статических, динамических, вибрационных и циклических нагрузках при достаточной пластичности и вязкости металла шва показали, что влияние пор сводится к ослаблению ими рабочего сечения шва в местах максимальных напряжений. Допустимая степень ослабления сечения пластичного шва порами может составлять 3% от полного сечения шва при всех видах нагрузки. Значительно большее влияние, чем внутренние поры при такой и большей степени ослабления сечения шва, оказывают различные поверхностные дефекты его (окисленные участки, подрезы, наплывы, неплавные переходы от шва к основному металлу и т. п.).

Подтверждением этого служат результаты исследования трещины на прочном корпусе второго блока заказа 501, образовавшейся в процессе гидравлических испытаний. Результаты рентгеновского просвечивания, ультразвукового контроля и осмотра излома участков на трассе трещины показали, что только на одном участке, где трещина пересекает шов приварки бандажа к прочному корпусу, обнаружены дефекты (поры размером 8 и 10 мм, вольфрамовые включения диаметром 5 мм — 2 шт., диаметром 2,5 мм— 6 шт., диаметром 1 мм — 1 шт.). На остальных участках трассы трещины дефектов не обнаружено. В изломе участка трещины, где рентгенографированием обнаружены поры, были вскрыты удлиненные полости размером 8 и 10 мм (максимальное ослабление сечения шва составило 8%) и одно вольфрамовое включение. На остальных участках, где были обнаружены поры, приводящие к ослаблению сечения шва до 1—3%, трасса трещин прошла мимо пор.
Результаты настоящей работы были учтены при разработке новых правил контроля по приемке сварных корпусных конструкций из сплавов 48-ОТЗ и 48-ОТЗВ. Если в прежних правилах при оценке соединений баллом 2 допустимое количество отдельных газовых включений на рентгеновском снимке длиной 400 мм не превышало 8 шт. (даже если дефекты не достигали предельной величины), то в новых правилах введено дополнение, заключающееся в том, что при наличии на снимке включений размером 0,5 предельного (для каждой толщины) размера допустимое количество таких включений может быть увеличено в 2 раза. Если максимально допустимая суммарная протяженность скоплений газовых включений на снимке в прежних правилах устанавливалась равной 10 мм, то в новых правилах для листов толщиной до 16 мм она оставлена такой же, а для листов толщиной свыше 16 мм — увеличена в 2 раза.
Была дифференцирована также по толщинам соединений и протяженность цепочек пор. Минимальный размер между отдельными порами в цепочке принят равным размеру наибольшей из соседних пор. Кроме того, в отдельных случаях с учетом условий работы соединения разрешается оставлять без исправления участки, оцененные баллом 1 при наличии в них отдельных газовых включений с размерами, превышающими допустимые по баллу 2 (т. е. более 0,1 толщины сварного шва — степень ослабления сечения шва 1,5%), при условии, что таких включений на снимке длиной 400 мм будет не более двух, а суммарная протяженность всех дефектов на этом снимке — не более 20 Мм.
Эксперименты показали, что на работоспособность сварных соединений практически не оказывают влияния и более значительные дефекты. Допускаемые размеры и количество пор на отдельном снимке ограничены по следующим причинам.
1. При рентгено- и гамма-контроле невозможно установить глубину залегания пор, а вероятность их расположения близко к поверхности шва весьма велика, особенно при ручной аргоно-дуговой сварке. Ультразвуковым же контролем, который позволяет определять глубину залегания дефектов, единичные поры не выявляются.
2. При всех видах сварки в производственных условиях могут происходить случайные нарушения защиты, что приводит к охрупчиванию металла шва. В этом случае поры (особенно удлиненные полости) могут служить местом зарождения трещин.
3. Дальнейшее увеличение размеров и количества допустимых дефектов могло бы привести к ослаблению технологической дисциплины и резкому ухудшению качества выполняемых сварных соединений.
Однако в некоторых случаях участки швов, имеющие недопустимые количество и размер пор, не подвергаются исправлению, так как это может привести в отдельных случаях к ухудшению качества этих участков. При ремонте участков швов с порами из-за нарушения газовой защиты могут возникнуть трещины.
Выводы
1. Поры в металле шва сварных соединений из сплавов 48-ОТЗ и 48-ОТЗВ могут способствовать образованию трещин только при низкой пластичности и вязкости металла шва из-за повышенного содержания вредных примесей (> 0,12% O2; >0,008% H2, > 0,04% N2; >0,1% С).
2. Работоспособность сварных соединений указанных сплавов с порами при пластичном и вязком металле шва зависит от степени ослабления рабочего сечения шва. Сварные швы при ослаблении их сечения порами до 3% в местах максимальных напряжений практически не отличаются по работоспособности от плотных швов.
3. С учетом полученных результатов произведена корректировка правил контроля и приемки сварных соединений корпусных конструкций из сплавов 48-ОТЗ и 48-ОТЗВ.