



Классификация способов литья
В настоящее время существует несколько десятков способов получения отливок. Их классификацию можно провести по разным критериям. По возможности многократного использования литейных форм можно выделить способы литья в разовые, полупостоянные и постоянные формы.
Разовая форма предназначена для получения отливок при однократной заливке сплава в нее. После затвердевания и охлаждения отливки форма разрушается. В полупостоянные формы можно производить несколько последовательных заливок сплава. Постоянные формы, изготовляемые чаще всего из металлических сплавов, предназначены для многократного использования. В зависимости от вида сплава и стойкости форм в них осуществляют от нескольких сотен до десятков тысяч заливок.
Различают разовые объемные и тонкостенные, а также оболочковые формы. В объемных формах полость, формирующая конфигурацию отливки, оформляется сплошным массивом формовочного материала, ограниченным по периферии стенками специальной оснастки, которая называется опокой. Пример конструкции разовой литейной формы приведен на рис. 1.1.

Несмотря на большой расход формовочных материалов (до 5 т на 1 т отливок), объемные формы наиболее распространены в промышленности, так как они обеспечивают наибольшую универсальность производства и простоту формообразования.
При изготовлении тонкостенных форм на поверхность модели наносят относительно тонкий (от 10 до 100 мм) слой облицовочной формовочной смеси. Для оформления этого слоя используют материалы с различным механизмом твердения (жидкостекольные смеси, песчано-смоляные смеси и т. д.) и различные методы подачи и уплотнения смеси. Пример конструкции тонкостенной формы приведен на рис. 1.2.

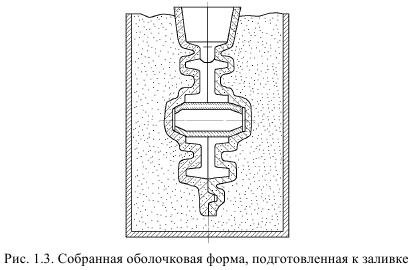
Оболочковая форма представляет собой тонкостенную керамическую или графитовую оболочку толщиной от нескольких миллиметров до десятков миллиметров, заключающую внутри себя полость, которая оформляет конфигурацию отливки. Очень часто для увеличения жесткости и прочности форм оболочки заформовывают песком или другим наполнителем в опоке (рис. 1.3).
В соответствии с ГОСТ 18169-86 под многократными формами понимают литейные формы, предназначенные для заливки сплавом более одного раза. Среди них можно выделить полупостоянные и постоянные формы.
Полупостоянные формы рассчитаны на изготовление в них от пяти до нескольких сотен отливок. Их изготовляют из шамота, графита, а в качестве связующих используют глину, цемент и жидкое стекло. При производстве крупных отливок основную часть объема формы выполняют из кирпича. Особую разновидность полупостоянных форм составляют металлокерамические формы, выдерживающие до 500-700 заливок. После извлечения отливки перед очередной заливкой полости форм обязательно подвергаются частичному восстановительному ремонту.
Постоянные формы выдерживают от тысячи до нескольких десятков тысяч заливок. Как правило, постоянные формы изготовляют из металлических сплавов. Однако при массовом и крупносерийном производстве отливок несложной конфигурации массой до 500 кг применяют графитовые постоянные формы, позволяющие получать до 5-10 тыс. отливок из чугуна и стали в одной форме. Постоянные формы, в которых расплав кристаллизуется без дополнительного силового воздействия, называются кокилями. Слово «кокиль» в переводе с немецкого языка (Kokille) дословно означает «скорлупа». Формы, предназначенные для заливки и кристаллизации сплава под давлением, называются пресс-формами.
Учитывая многообразие способов литья и принципов, на которых они основаны, можно выделить следующие классификационные признаки способов литья:
1) тип формы;
2) основа материала формы;
3) природа связующих добавок;
4) тип оснастки;
5) способ уплотнения смеси;
6) способ упрочнения формы;
7) способ воздействия на жидкий расплав;
8) способ заливки сплава;
9) способ силового воздействия на расплав в процессе заливки и кристаллизации;
10) способ поверхностного или объемного упрочнения сплава в отливке.
Признаки 3-6 относятся к формам, изготовляемым из дисперсных материалов. Признак 4 включает различные виды оснастки, применяемой для изготовления формы: наличие и тип опок, их количество; материал и тип моделей (деревянная, металлическая, выплавляемая, растворимая, выжигаемая, газифицируемая и т. д.); наличие и тип шаблонов, контрольных сечений, стержневых ящиков и т. п. Для уплотнения смеси (признак 5) применяют разнообразные способы: ударное воздействие трамбовкой, метание смеси, уплотнение встряхиванием, пескодувное и пескострельное уплотнение, прессование, импульсное воздействие, взрывное воздействие, вакуумирование и т. д.
Учитывая большие затраты энергии на операцию уплотнения смеси, следует признать весьма перспективным применение методов, основанных на специальных принципах уплотнения смеси. К ним можно отнести вакуумно-пленочную формовку, при которой необходимая прочность формы обеспечивается за счет создания разрежения в порах смеси. Смесь при этом не содержит связующих добавок. При литье в замороженные формы также отпадает необходимость в применении специальных связующих материалов, так как роль связующего выполняет вода, которая при затвердевании связывает зерна песка друг с другом.
Особое место занимает технология формообразования с применением жидких самотвердеющих смесей (ЖСС). В состав ЖСС входят поверхностно-активные вещества (ПАВ) и отвердитель. Присутствие ПАВ обеспечивает образование пены в смеси, что делает ее жидкоподвижной. ЖСС «заливается» в опоку и под действием отвердителя самопроизвольно в течение некоторого времени упрочняется. Применение ЖСС исключает операцию уплотнения смеси.
Для упрочнения форм применяют методы теплового, химического и физического воздействия. При тепловом воздействии происходят процессы сушки, окисления масляных связующих, поликонденсации песчано-смоляных смесей, затвердевания жидкого стекла в жидкостекольных смесях и т. п. Упрочнение за счет протекания химических процессов происходит в холоднотвердеющих песчано-смоляных смесях (XTC) с использованием катализаторов, в жидкостекольных смесях при продувке их углекислым газом, в металлофосфатных, цементных, этилсиликатных и других смесях. Для упрочнения смесей применяют прокаливание, обжиг, вакуумирование, воздействие магнитных полей.
В настоящее время для получения необходимых эксплуатационных свойств отливок используют разнообразные способы воздействия на жидкие металлические расплавы: термовременную обработку, модифицирование, ввод дисперсных инокуляторов (суспензионное литье), перемешивание расплава, продувку газами, обработку его флюсами и шлаками, вакуумирование, воздействие магнитных и электростатических полей и т. д.
Подавляющее большинство отливок получают свободной заливкой сплава из ковша под воздействием гравитационного поля Земли. Однако непрерывно возрастает роль процессов, основанных на специальных способах заливки: под воздействием регулируемого перепада давлений (литье под низким давлением (ЛНД), литье вакуумным всасыванием (ЛBB), литье с противодавлением (ЛПрД) и др.), под поршневым или компрессионным высоким давлением до 15 МПа (литье под давлением (ЛПД)), с помощью электромагнитных насосов.
Особое место занимают непрерывные процессы получения отливок, при которых осуществляется свободная заливка в неподвижную форму-кристаллизатор в условиях непрерывного вытягивания из нее затвердевающей отливки при непрерывном подводе сплава в форму из разливочного ковша. Для формирования отливок применяют разного вида кристаллизаторы, формирующие устройства или валки.
При некоторых способах литья процессы заливки и формирования отливки совмещаются во времени. К ним относится литье намораживанием, наплавкой и выжиманием. При литье выжиманием подвижная часть формы деформирует затвердевшую часть расплава и выжимает жидкую. После совмещения подвижной и неподвижной частей формы в полости между ними окончательно формируется отливка. Для получения отливок способом наплавки (электрошлаковое литье) источником жидкого металла служит электрод, который плавится за счет тепла, выделяющегося при протекании тока от электрода через слой шлака между ним и наплавляемой отливкой. Этим способом получают отливки наиболее ответственного назначения.
По способу силового воздействия на кристаллизующийся расплав можно выделить:
• совокупность обычных способов литья в гравитационном поле без дополнительных силовых воздействий;
• ЛПД, где формирование отливки осуществляется под высоким поршневым или компрессионным давлением;
• литье под регулируемым давлением, при котором перепады прилагаемых к расплаву давлений относительно невелики (не более 0,01 МПа);
• центробежное литье, где формирование отливки осуществляется в поле центробежных сил инерции, возникающих при вращении формы;
• жидкую штамповку, при которой залитый в форму-матрицу расплав в процессе кристаллизации деформируется подвижной частью формы - пуансоном;
• способы литья с применением наложения на кристаллизующийся расплав вибрации, ультразвуковых колебаний и магнитно-гидродинамических воздействий.
Для обеспечения поверхностного и объемного упрочнения отливок применяют их поверхностное и объемное армирование порошками, волокнами, конструкционной арматурой, например трубками для принудительной циркуляции в будущей детали охлаждающей жидкости, обеспечивающей необходимый термический режим ее эксплуатации.
Каждый способ литья отличается от других хотя бы по одному из вышеперечисленных критериев. В настоящее время зафиксировано 54 принципиально отличающихся друг от друга способов литья, которые применяются на практике. Из них 64 % основаны на использовании дисперсных формовочных материалов, 30 % - на применении форм из сплошных материалов (металлические, графитовые и т. п.) и 6 % способов не требуют литейных форм. Путем уплотнения формы отливки изготовляются в 59 % способов, в 6 % - без уплотнения, в 29 % - путем литья и последующей механической обработки. В 75 % способов применяется свободная заливка форм, в 6 % - непрерывная. Количество способов литья увеличивается со временем по экспоненциальному закону.
В литературе широко распространено деление способов литья на традиционные (обычные) и специальные. Однако четких критериев, по которым тот или иной способ можно отнести к специальным или обычным, нет. С нашей точки зрения, к специальным целесообразно отнести способы литья в специальные формы, использование нетрадиционных способов заливки сплава, а также различные способы воздействия на жидкий и кристаллизующийся расплав. Среди специальных способов литья можно выделить:
• литье в постоянные формы;
• литье в специальные тонкостенные разовые керамические, оболочковые, углеродные формы, получаемые по выплавляемым, выжигаемым и растворяемым моделям;
• способы получения отливок с использованием внешних воздействий на жидкий и кристаллизующийся расплав (литье под давлением, литье под регулируемым давлением, жидкую штамповку, центробежное литье, литье выжиманием, электрошлаковое литье, литье с применением электромагнитных, ультразвуковых воздействий и вибрации);
• непрерывное и полунепрерывное литье;
• способы получения композиционных и армированных отливок.
Остальные способы литья относятся к традиционным. Их основу составляют способы литья в объемные разовые и полупостоянные формы при гравитационной заливке сплава. В настоящее время с помощью этих способов получают подавляющее большинство отливок (до 75 %).