



Производство объемных элементов для жилищного строительства
При строительстве из объемных элементов до 85% всех трудовых процессов переносится в заводские условия, в результате стоимость работ снижается на 20%, а продолжительность возведения зданий сокращается в 2,8 раза.
В объемно-блочном домостроении количество типоразмеров объемных элементов значительно меньше, чем соответствующих плоских элементов в крупнопанельном здании. Однако архитектурные возможности объемно-блочного домостроения гораздо шире. Из небольшого числа типоразмеров объемных элементов можно создавать самые различные типы зданий. Так, из трех типоразмеров блок-комнат разработано более шестидесяти вариантов планировки трехкомнатных квартир.
Применяя жесткую пространственную конструкцию объемных элементов, можно уменьшить толщину стен и перекрытий, что приводит к сокращению расхода цемента и металла на 1 м2 жилой площади. Приведенная толщина стенок объемного элемента составляет 4 см, поэтому толщина перегородки между объемными элементами получается 8 см, а в крупнопанельном здании она должна быть не менее 12 см.
Изготовить полностью замкнутую блок-комнату не представляется возможным. Один из ее плоскостных элементов формуется отдельно. В зависимости от того, какой элемент блок-комнаты изготовляют в виде отдельной плоской панели, различают три технологии формования объемных элементов, условно называемые; «колпак», «коробка» и «стакан».
Методом «колпак» формуют изделия на минском заводе объемного домостроения. На формующей установке изготовляют блок, имеющий плоскости всех четырех стен и потолка. Ребристую панель пола изготовляют в горизонтальном положении отдельно. Формующие установки по этой технологии известны под шифром ТАГ.
Методом «коробка» формуют объемные элементы на Краснодарском заводе. Они имеют плоскости трех внутренних стен, пола и потолка, а наружная стеновая панель формуется отдельно в горизонтальном положении, При комплектации ее соединяют с ранее изготовленным объемным элементом так, чтобы она заходила внутрь на 90 мм. Формующие установки для этой технологии известны под шифром ФМ.
В Киеве на экспериментальном заводе НИИСК созданы установки для непрерывного формования с подвижным сердечником. Особенность этой технологии заключается в бетонировании стен объемного элемента при одповременном перемещении сердечника в вертикальном направлении. Такая технология позволяет использовать малоподвижные бетонные смеси вместо подвижных, применяемых при первых двух способах. В результате этого сокращается не только расход цемента, но и время на тепловую обработку.
В зависимости от местных условий строительство из объемных элементов ведется с применением различных видов легких бетонов: в Краснодаре и Киеве — керамзитобетона, в Минске — аглопоритобетона.
Технология изготовления объемных элементов по методу «колпак»
Производительность завода — 100 тыс. м2 жилой площади в год. Завод выпускает блок-комнаты для 5- и 9-этажных домов серии 3-ОПБ.
Изготовляют объемные элементы четырех типов: угловые, стеновые, лестничные клетки, санузлы и два размера каждого типа в зависимости от этажности здания.
Наружные стеновые панели — трехслойные; их формуют одновременно с тремя остальными внутренними стенами элемента. Промежуточный (средний) слой наружной стеновой панели делается из плит термоизоляционного материала — цементного фибролита толщиной 8,5 см и дополнительного слоя-поропласта толщиной 6 см. Плиты утеплителя перед бетонированием прикрепляют к арматурному каркасу вязальной проволокой. Общая толщина панелей наружных стен 26 см.
Объемные элементы изготовляют из аглопоритобетона марки 200 (для 5-этажных зданий) и марки 300 (для 9-этажных зданий). Для приготовления аглопоритобетона используют цемент БТЦ и кварцевый песок, аглопорит фракции 5—10 мм.
Формовочная установка ТАГ-4 (рис. 7.11) представляет собой четыре металлических утепленных щита, шарнирно закрепленных снизу и перемещаемых гидравлическими цилиндрами. В собранном виде формующий пост имеет вид металлического короба, у которого боковые щиты соединяются по граням гидравлическими замками. На щитах укреплена бортоснастка, обеспечивающая формование оконных и дверных проемов. В комплект формующей установки входит также металлический сердечник.

Нa заводе имеется два технологических потока, каждый из которых состоит из семи формующих установок ТАГ-4, на них изготавливают элементы для 5- или 9-этажных здании, Каждая формующая установка сблокирована с камерой дозревания, которая представляет собой металлический короб, открытый с торцов и сверху. После установки сердечника с отформованным изделием брезентовые шторы камеры закрывают (рис. 7.12).
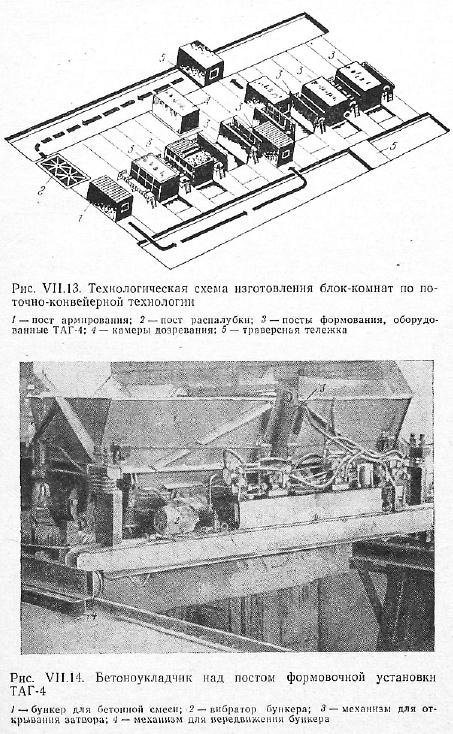
Объемные элементы изготовляют по поточно-конвейерной схеме (рис. 7.13).
Из семи постов ТАГ-4 на втором слева бетонируется потолок; на третьем — извлекают готовое изделие и направляют в камеру дозревания, на четвертом — устанавливают сердечник, на пятом — сердечник с отформованным изделием перемещают в камеру дозревания, на остальных — происходит твердение изделия.
Объемный элемент формуют на специальном цельносварном металлическом сердечнике. Внутри его установлены электронагреватели, состоящие из двух самостоятельных систем мощностью по 45 квт каждая. Стальной корпус сердечника на посту формования для безопасности работ заземлен. Электронагреватели обеспечивают прогрев бетона на первом этапе твердения, который проводится непосредственно на посту формования.
В нижней части сердечника имеется съемная рама, которая служит поддоном для торцов стен формуемого объемного блока и обеспечивает извлечение сердечника на посту распалубки. На раме установлены ролики, на которых по рельсовым путям можно передвигать сердечник.
Основные технологические операции выполняются в такой последовательности. Нa посту армирования сердечник очищают и смазывают, затем на него устанавливают арматурный каркас, к которому прикрепляются плиты утеплителя, регистры отопления и прокладывают скрытую электропроводку.
Для последующего крепления дверных коробок на подготовленном сердечнике закрепляют металлические трубки с деревянными пробками. Перед началом бетонирования включают спираль электронагревателя: температура сердечника повышается до 40° С.
Бетонную смесь подают на пост формования бетоноукладчиком, установленным на специальной тележке, движущейся по бетоновознoй эстакаде, которая расположена параллельно установкам ТАГ-4. Бетоноукладчик, перемещаясь над постом формования, укладывает бетонную смесь в полость между наружными щитами и сердечником.
Внутренние стены толщиной 6 см бетонируют на всю высоту. Бетонную смесь начинают укладывать с углов, поскольку они наиболее насыщены арматурой. Уплотняют бетонную смесь вибраторами, закрепленными на наружной поверхности щитов установки. Боковое давление на щиты от распора бетонной смеси на высоте 1,5 м составляет 2 тс/м2 а на высоте 2,6 м—4 тс/м2. Формование каждого объемного элемента продолжается около 1 ч.
Потолок бетонируют бетоноукладчиком (рис. 7.14), который уплотняет и заглаживает смесь вибронасадком.
По окончании бетонирования пост формования накрывают утепленной крышкой, включают все электронагреватели и за 1,5 ч температура в бетоне поднимается до 90°С, после чего электронагреватели отключаются и изделие выдерживают на посту формования еще 1,5 ч. По завершении первой стадии твердения наружные щиты установки разводят и сердечник с изделием и утепленной крышкой передвигают на роликах в расположенные рядом камеры дозревания. Твердение блок-комнат продолжается за счет тепла, накопленного сердечником и аглопоритобетоном изделия. В камере блок выдерживают 4 ч,
В результате через 1 ч получают аглопоритобетой с отпускной прочностью 70% заданной марки при влажности 8%. При такой влажности к отделочным работам внутри элемента можно приступать сразу же по окончании цикла твердения.
Из камеры дозревания блок-комнату подают на траверсную тележку и далее к посту распалубки. На этом посту сердечник соединяют с опускающейся платформой и с помощью гидравлических цилиндров опускают в бетонный приямок на глубину 1,7 м. Отформованный же элемент оставляют наверху на раме. В потолочную часть элемента ввертывают специальные монтажные петли и мостовым краном объемный элемент переносят на конвейер комплектации и отделки, Сердечник перемещают из приямка вверх и вместе с рамой его передвигают па пост армирования.
Для отделки объемных элементов на заводе имеется шесть конвейеров. На первом посту элемент соединяют с панелью пола. Далее элементы па опорных тележках по рельсам передвигают от одного рабочего поста к другому.
Для отделки бетонных поверхностей и столярных изделий применяют быстро высыхающую краску «Невская» (приготовленную на поливинилацетатных эмульсиях). Стены жилых комнат оклеивают обоями, полы покрывают линолеумом на теплой основе. Боковые поверхности внутренних стен-перегородок покрывают битумно-каолиновой эмульсией. Перед транспортированием объемные элементы накрывают чехлами из полиэтиленовой пленки, чтобы предохранить от атмосферных осадков.
Технология изготовления объемных элементов по методу «коробка»
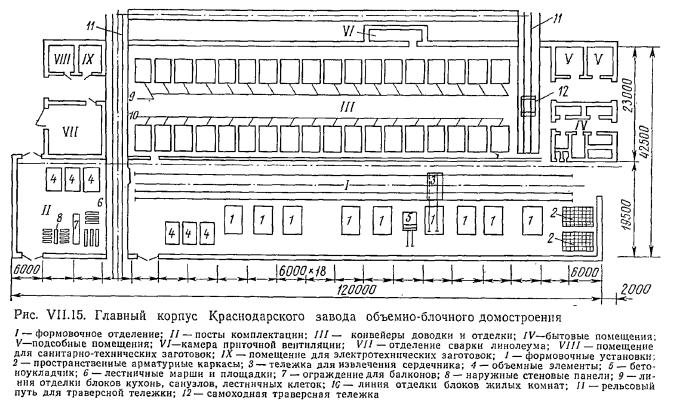
Для данной технологии характерно изготовление универсального однотипного объемного элемента, который можно применять для зданий высотой 3, 5 и 9 этажей. Максимальная масса одного монтажного элемента составляет 11,3 т. Вторая особенность заключается в том, что все части объемного элемента, в том числе и наружные стеновые панели, выполняются из одного материала — керамзитобетона. Изменяется лишь марка бетона и его объемная масса. План главного корпуса Краснодарского ДСК, изготовляющего объемные элементы по методу «коробка», представлен на рис. 6.15.
Для наружных стеновых панелей применяют керамзитобетон марки 50 с объемной массой 900—1000 кг/м3 для внутренних стен, пола и потолка блока 5-этажных зданий — бетон марки 150 с объемной массой 1400 кг/м3; для внутренних стен потолка и пола блока 9-этажных зданий — бетон марки 200 с объемной массой 1500 кг/м3. Вертикальные стенки объемного элемента состоят из плиты толщиной 3 см и ребер жесткости, расположенных через 1 м. Из-за малой толщины стенок необходимо применять мелкозернистые, бетонные смеси большой подвижности (18—20 см). Для пола и потолка используют бетонную смесь с осадкой конуса 5—7 см. Рекомендуемый состав бетона марки 150 для стенок: 480 кг цемента марки 400; 0,81 м3 дробленого керамзитового песка фракции 0—5 мм; 0,27 м3 керамзитового гравия фракции 5—10 мм; 310—320 л воды; для бетона марки 200: 550 кг цемента; 0,76 м3 дробленого керамзитового песка; 0,26 м3 кварцевого песка; 300 воды. Основным агрегатом служат формовочные машины ФМ-3 и ФМ-4. Производительность машины ФМ-4, состоящей из формы и одного сердечника жесткой конструкции, при двухсменном формовании — два объемных элемента в сутки.

Формовочная машина ФМ-4 (рис. 7.16) предназначена для изготовления объемных блоков с толщиной стенок 3 и 5 см для нижних этажей объемно-блочных домов высотой 9—14 этажей. Машина работает по схеме поярусного бетонирования, т.е. на первом этапе бетонируется пол, па втором — первый ярус стен, на третьем-второй ярус стен и потолок.
Конструктивная особенность установки заключается в том, что продольные щиты шарнирно крепятся к поддону, их верхние половины могут поворачиваться на 20° относительно нижних при бетонировании первого яруса стен и наружные щиты могут поворачиваться относительно поддона при распалубке. Ширина формовочной полости между сердечником и наружными щитами равна проектной толщине стен и регулируется фиксаторами, прикрепленными к наружным щитам.
Технология изготовления объемного элемента состоит из следующих операций: чистки и смазки формы, установки пространственного арматурного каркаса мостовым краном (см. рис. 7.17,а); формования плиты пола бетоноукладчиком (см. рис. 7.17 б); вывода бетоноукладчика, ввода сердечника в форму (см. рис. 7.17, в); установки щитов сердечника в рабочее положение, формования нижней части стен бетоноукладчиком (см. рис. 7.17, а); формования верхней части стен и плиты потолка, тепловой обработки изделия (см. рис. 7.17, д); вывода сердечника и съема объемного элемента (см. рис. 7.17, е). Может быть иная последовательность технологических операций, если сердечник выводится из блока до окончания тепловой обработки.
Рекомендуется следующий режим тепловой обработки общей продолжительностью 5 ч: 1,5 ч — подъем температуры; 1,5 ч —выдержка при 80—85° С без подачи пара; 0,5 ч — подача пара; 0,5 ч — выдержка; 0,7 ч — подача пара; 0,3 ч — остывание.
По окончании твердения объемные элементы подают мостовым краном на посты комплектации. Отформованные раздельно наружные стеновые панели с остекленным оконным блоком и отделанной керамической плиткой фасадной поверхностью вставляют в объемный элемент и замоноличивают электросваркой. Монтируют лестничные марши и другие доборные элементы. Далее этим же мостовым краном (грузоподъемностью 15 т) элементы устанавливают на самоходную тележку и транспортируют в соседний пролет цеха, где ведутся отделочные, санитарно-технические работы и комплектация.
В пролете работают две конвейерные линии по 18 постов каждая. Объемные элементы передвигаются на тележках. Конвейер состоит из четырех зон, где последовательно ведутся работы: электромонтажные и санитарно-технические; столярные и штукатурные; малярные подготовительные и отделочные.
Выдержка изделий на каждом посту конвейера 3—3,5 ч. Общая продолжительность работ рассчитана на 4—5 суток, что вызвано проведением некоторых операций, связанных с повышенным выделением влаги из изделий после термообработки.
Применение для бетонирования степ литых керамзитобетонных смесей вызывает необходимость дополнительной сушки элементов после термообработки. На конвейере сушка производится горячим воздухом, подаваемым от калориферов. Для усиления циркуляции воздуха и улучшения условии труда ко всем постам подведена система вытяжной вентиляции. Для защиты от атмосферных осадков наружные поверхности стен покрывают 5%-ным водным раствором ГКЖ-10, а плиту потолка накрывают полиэтиленовой пленкой.
Технико-экономические показатели, отнесенные к 1 м2 жилой площади 5-этажного здания, приведены в табл. 7.3.
