Производство неармированных изделий из легких бетонов
Качество стеновых камней из легких бетонов должно соответствовать требованиям, изложенным в ГОСТ 6928—59. Исходными материалами для них являются: цемент, заполнители, добавки. Заполнители пористые: шлаки гранулированные и топливные, шлаковая пемза, аглопорит, глинозольный аглопорит. Требуемое уплотнение легко бетонной смеси при формовании достигается при наибольшем размере зерен заполнителя, не превышающем 0,9 толщины перегородок камня. Исходя из этого, максимальная крупность пористых заполнителей принимается не более 12—15 мм.
Стеновые камин изготовляют в соответствии с «Технологическими правилами производства шлакобетонных стеновых камней» ТП 1-53/МСПТИ. Известны три технологические схемы изготовления легкобетонных камней: обычная, в которой смесительным агрегатом служит растворомешалка; схема с активизацией бетонной смеси, в качестве смесительного агрегата используют бегуны; комбинированная, в которой применяют как растворомешалку, так и бегуны.
В схеме завода по производству стеновых камней (рис. 7.1) предусмотрены следующие технологические операции: загрузка бункеров материалами; дозировка материалов; приготовление легкобетонной смеси в одновальных смесителях; формование камней на поддонах; передача камней со станка на этажерку; транспортирование этажерок в пропарочную камеру; твердение камней в камерах пропаривания; транспортирование камней из камеры на склад; возврат этажерок; чистка и смазка поддонов.

Легкобетонную смесь приготовляют с относительно небольшим расходом цемента. Для повышения ее однородности и удобоукладываемости все составляющие тщательно перемешивают. Наиболее рациональным механизмом для этой цели признаны лопастные смесители.
Стеновые камни формуют на металлических поддонах, которые могут быть сплошными или с отверстиями. Отформованный камень снимают пневматическим съемником со станка и переносят на этажерку. Пневматический съемник работает при давлении 6 ат, его грузоподъемность 80 кг, т. е. он может снимать поддон с тремя-четырьмя камнями. На металлической этажерке камни электрокарой или автокарой транспортируют в пропарочную камеру. В результате тепловой обработки стеновых камней в пропарочных камерах или автоклавах ускоряется оборачиваемость поддонов и транспортных этажерок. Твердение при повышенной температуре, и особенно в автоклавах, способствует получению более прочных и долговечных изделии.
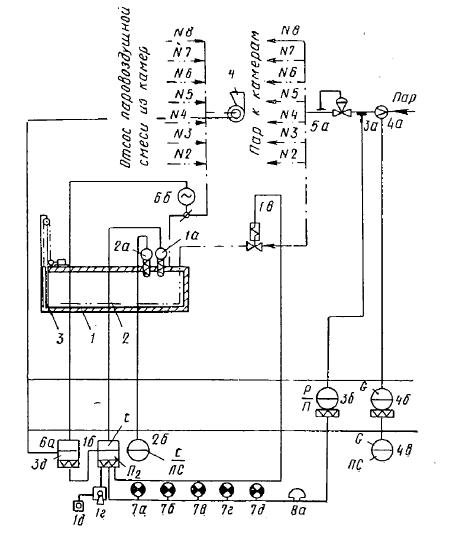
В настоящее время разработана автоматическая система регулирования и контроля режима тепловлажностной обработки камней в пропарочных камерах (рис. 7.2). Применение комплекса приборов обеспечивает контроль давления пара в главном паропроводе, температуры б каждой камере и расхода пара.
Основной регулирующий прибор — электронный программный регулятор температуры типа ПРТЭ-2А — является двухпозиционным. Он работает в комплексе с датчиком — электрическим термометром сопротивления TCM-XIV и исполнительным механизмом — электромагнитным вентилем серии CBВ, Программа задается профилем копира, который вращается с постоянной скоростью синхронный двигателем типа ДТС.
Получая сигнал от термометра сопротивления, ПРТЭ-2А регулирует додачу пара в камеру, обеспечивая заданный режим в начале подъема температуры, а затем при изотермическом прогреве. По окончании прогрева электромагнитный клапан закрывается и прекращается подача пара в камеру. Для быстрого охлаждения камеры командный прибор КЭП-12У включает отсасывающий вентилятор и открывает электромагнитный вентиль на трубопроводе отсоса пара.
Автоматизация пропарочных камер увеличивает на 10% выпуск стеновых камней и ускоряет оборачиваемость камер на 15%.