



Полировка и шлифовка рудных образцов
После того как образец обрезан до требуемых размеров и запрессован в монтировочную среду, он готов для шлифовки и полировки. В крупных исследовательских и производственных лабораториях используются автоматические шлифовально-полировальные станки, на которых обрабатывается одновременно большое количество образцов. Менее крупные лаборатории оборудованы установками с фиксированной или меняющейся скоростью вращения дисков, дающими возможность изготавливать сразу только один шлиф. Процедура шлифовки и полировки, описываемая ниже лишь в общем виде, применима в любой лаборатории. Опытные работники постоянно изобретают различные удобные при работе «трюки» и вводят небольшие усовершенствования, но основы технологии, которые рассматриваются далее, все же остаются неизменными.

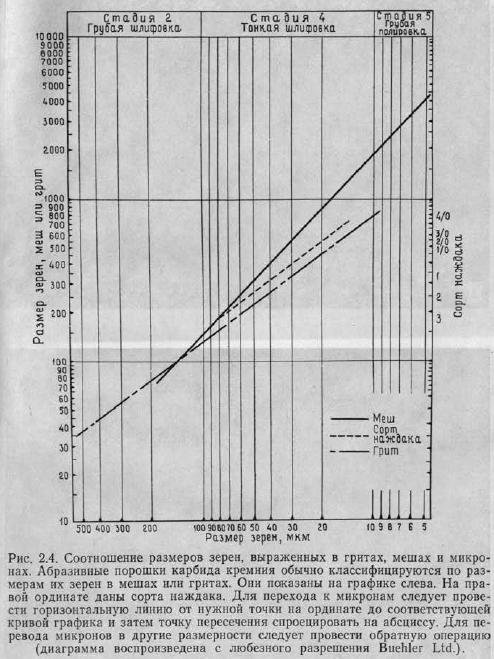
В задачу шлифовки входят ликвидация всех неровностей поверхности образца, удаление монтировочной смолы, покрывающей образец, уменьшение его толщины, подготовка гладкой поверхности для последующей обработки и удаление зоны, которая подверглась сильной деформации при резке образца (рис. 2.3). Некоторые работники считают, что фиксированные абразивы (такие, как наждачная бумага или алмазный порошок, впрессованный в металл или эпоксидную смолу) предпочтительнее абразивов в порошке, поскольку частицы последнего имеют тенденцию вращаться и оставлять различной глубины царапины и не создавать однородной поверхности. Шлифовальные и полировальные порошки различаются по размерности зерен, выраженной в гритах, мешах или микронах; соотношения этих единиц показаны на рис. 2.4 и в табл. 2.1. Последовательным стадиям шлифовки и полировки с применением карбида кремния размерностью 400 и 600 меш подвергается большинство поверхностей, хотя абразив 400 меш в действительности необходим только для твердых материалов, и многие шлифы, сложенные мягкими сульфидами, можно начинать обрабатывать абразивом 600 меш. Важно на каждой стадии обработки предохранять образец от нагревания и предупреждать загрязнение нового абразивного порошка старым, оставшимся от предыдущей стадии. Образцы следует тщательно промывать и чистить (желательно с помощью ультразвука) при переходе от одной стадии к другой; удобно обрабатывать сразу целую партию образцов. Эти требования к чистоте относятся и к рукам оператора, так как абразивный и сошлифованный материал легко может задержаться в бороздках подушечек его пальцев.
Шлифовальные и полировальные круги, когда на них не работают, должны быть закрыты, чтобы исключить их загрязнение случайными частичками или пылью. Если образцы начинают выкрашиваться, то целесообразно прекратить полировку, покрыть или пропитать поверхность цементирующим составом и затем снова начать обработку; следует иметь в виду, что выкрашенные зерна могут загрязнить все шлифовальные и полировальные круги, что может вызвать образование обильных царапин как на выкрашивающемся образце, так и на всех последующих. Внимательное отношение ко всем стадиям шлифовки очень важно для получения хорошо отполированных шлифов, так как именно на этих стадиях образуется совершенно ровная поверхность и удаляются приповерхностные слон, подвергшиеся деформации на предыдущих стадиях. Даже в плотных образцах возникающие при скоростной алмазной резке трещины могут проникать на глубину 1 мм или более от поверхности спила.

Шлифовка может быть завершена с абразивами 600 или 1200 меш, которыми поверхность обрабатывается вручную на стеклянной пластине; матовая поверхность типичного образца, полученная на этой стадии, показана на рис. 2,5, а. В результате грубой полировки, включающей применение ткани, пропитанной абразивами 15 и 6 мкм, удаляются большинство или все оставшиеся зоны поверхностной деформации, а также более глубокие царапины, и образец становится готовым к заключительной стадии полировки. Вид поверхности образца после обработки абразивами 15 и 6 мкм показан на рис. 2.5,б и в. Первоначальную полировку лучше всего завершить с алмазными абразивами, которыми пропитывают ткань, не имеющую ворса. Такая пропитка позволяет алмазным зернам выравнивать поверхность, при этом они не вращаются и не образуют беспорядочных царапин и борозд. Применение плотных лишенных ворса тканей без чрезмерного давления на образец сводит к минимуму развитие поверхностного рельефа. Изготовители алмазных абразивов рекомендуют наносить на полировальный круг полосы алмазной пасты шириной 1—2 см под прямым углом к направлению вращения и затем распределять ее по поверхности круга, размазывая чистым концом пальца. Полировка с абразивом 6 мкм — наиболее важная стадия, и ее следует вести медленно, в достаточной мере смачивая обрабатываемую поверхность и не оказывая слишком большого давления на шлиф. Полировка продолжается до тех пор, пока глубокие царапины не исчезнут даже у самых твердых фаз. На этой стадии полезно провести изучение шлифа, поскольку информация, которая может быть при этом получена (например, границы зерен изоморфных минералов), утрачивается при последующей полировке. На этой и последующих стадиях снова должна быть проявлена осторожность, чтобы избежать чрезмерного нагрева поверхности образца во время полировки.
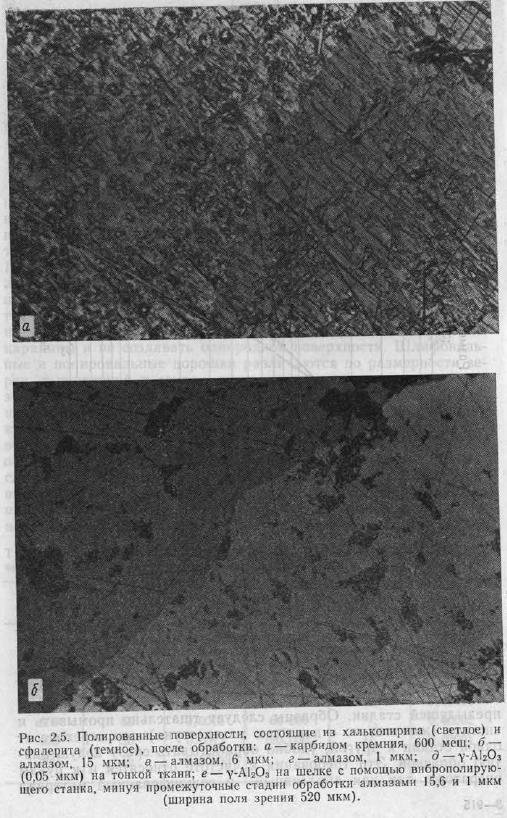

На заключительной стадии абразивами менее 6 мкм снимается очень небольшое количество материала образца, и должна получаться поверхность, относительно свободная от царапин (рис. 2.5, г—е). На этой стадии используют алмазный абразив 1 мкм, пропитывающий ткань, лишенную ворса; далее возможно применение ткани с алмазной пастой (0,25 мкм) или абразивов a-Al2O3 (1—0,3 мкм) или у-Аl2O3 (0,05 мкм), порошок которых смешивается с водой и наносится на ворсистую ткань. В некоторых лабораториях для заключительной полировки (особенно металлургических образцов) используются также окиси хрома, магния и церия. На этой стадии, а также, когда требуется быстро отполировать слегка окисленную поверхность, очень хороши ворсистые ткани, однако они быстро создают рельеф у образцов, содержащих минералы различной твердости.
Некоторые лаборатории изготавливают шлифы, применяя станки, способные полировать шесть или более образцов одновременно на чугунных, медных или свинцовых кругах с концентрическими канавками. Эти круги требуют постоянного выравнивания своей поверхности, но при тщательном уходе на них можно изготавливать превосходные безрельефные шлифы. Каждый тип станка сопровождается особой инструкцией, однако стадии полировки в общем остаются такими же, как описано выше.
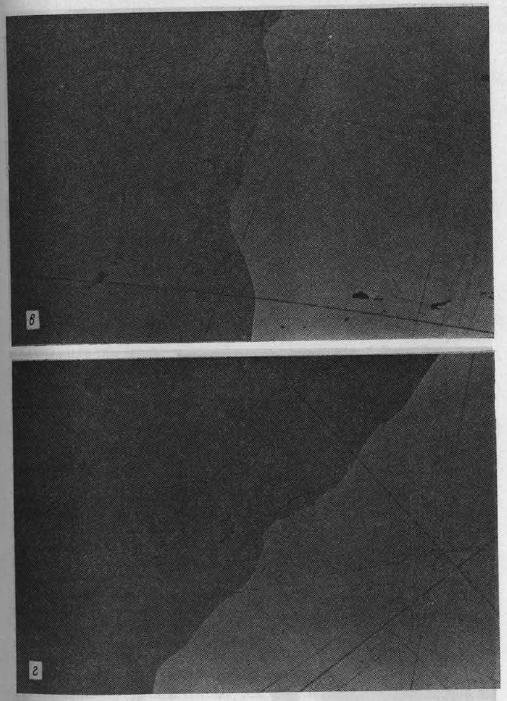
Виброполирующая установка эффективна на заключительной стадии полировки образцов многих типов. Качество поверхности и время, необходимое для получения удовлетворительного полированного шлифа, зависят от предшествующих стадий шлифовки, твердости и однородности образца. Круг виброполировального станка обычно покрывается туго натягивающимся куском тонкого шелка, нейлона или другой плотной ткани; чаша наполняется водой на 2—3 см, и в нее добавляется небольшое количество а-Аl2O3 (0,3 мкм) или y-Al2O3 (0,05 мкм). Поскольку эти очень тонкозернистые порошки снимают поверхностные слои всегда медленно, то необходима тщательная предварительная шлифовка с абразивом 600 меш или менее для получения плоской и однородной поверхности. Иначе полировка, которая в случае обычных сульфидов и окислов занимает всего лишь несколько часов, потребует нескольких дней и даже тогда даст лишь посредственно отполированную поверхность. К недостаткам виброполировальных станков относится их способность придавать поверхности значительный рельеф (рис. 2.6), особенно когда имеются срастания мягких и твердых минералов. Такой рельеф может затемнить контактные взаимоотношения между минералами, затруднить диагностику фаз в оторочках и включениях и помешать микрофотографированию и проведению электронно-зондового микроанализа. Тем не менее простота операций, легкость эксплуатации и возможность одновременной обработки большого количества образцов делают виброполировальные станки весьма полезными.
