



Распиловка камня штрипсовыми армированными пилами
В современной технологии распиловки камни штрипсовыми армированными пилами доминирующая роль принадлежит алмазно-штрипсовой распиловке (штрипсовые твердосплавные пилы в настоящее время применяются крайне ограниченно).
К главным преимуществам процесса алмазно-штрипсовой распиловки камня, способствовавшим его повсеместному распространению, следует отнести (по сравнению с процессом распиловки неармированными штрипсами): увеличение производительности камнераспиловочного оборудовании в 3—6 раз; резкое улучшение качества поверхности распила; повышение стойкости инструмента; возможность получении изделий незначительной толщины (до 12—15 мм) с их последующей обработкой; благоприятные условия для автоматизации работы оборудования и т. д.
Говоря о распространении процесса алмазно-штрипсовой распиловки камня, необходимо еще раз отметить, что он применяется для обработки пород средней прочности и низкопрочных.
Основное технологическое оборудование для алмазно-штрипсовой распиловки — штрипсовые камнераспиловочные станки с прямолинейным движением инструмента. Это в основном горизонтально-распиловочные ставки с опусканием инструмента в процессе работы. Реже применяют горизонтально-распиловочные станки с подъемом распиливаемой ставки и вертикально-распиловочные станки с горизонтальной подачей ставки. Главным средством распиловки являются многоштрипсовые рамные станки (часто широкоставные), станки же с ограниченным числом пил (поперечно-распиловочные, одноштрипсовые и т.д.) значительно менее распространены.



Структура рабочего цикла алмазно-штрипсовой распиловки камки (табл. 24) принципиально схожа со структурой ранее рассмотренного процесса распиловки неармированными пилами. Принципиально аналогичен и характер ряда выполняемых вспомогательных операций, которые по этой причине здесь не описываются.
Основные отличия этого процесса от ранее рассмотренного— значительно меньшая длительность рабочего цикла вследствие более производительного течения процесса и упрощение его структуры за счет отсутствия технологических приемов, сопутствующих применению абразивной пульпы (см. табл. 24). Кроме того, такие вспомогательные операции, как комплектация станки и разборка ставки, более просты и менее продолжительны, гак как блоки из пород средней прочности и низкопрочныx по большей части вырезаются из массива камнерезным оборудованием и имеют более правильную форму и ровные грани. Это позволяет упростить и снизить тpyдоемкость работ по их креплению па станочной тележке.
При использовании оборудования с ограниченным рабочим пространством, а также в некоторых других случаях целесообразно комплектовать ставки на специальных съемных поддонах-платформах, устанавливаемых затем на станочную тележку распиловочного станка.
Операцию запиливания, как и при распиловке неармированными пилами, ведут на пониженной скорости рабочей подачи, составляющей примерно 50 % номинальных значений (табл. 25).
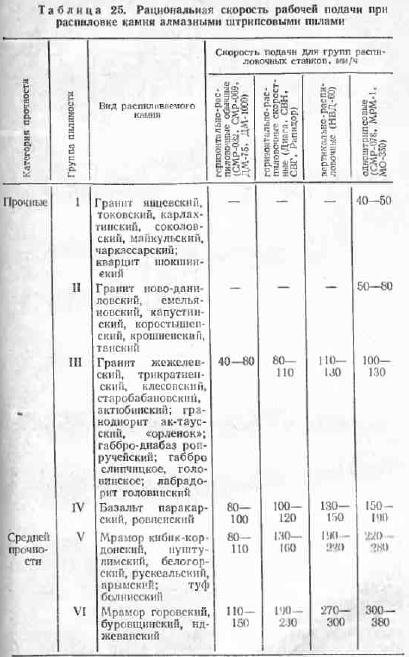

После заглубления пил в камень примерно ни 100—150 мм скорость подачи постепенно доводится до соответствующих рациональных значений (см. табл. 25) путем ее повышения на 20 мм/ч через каждые 15 мин.
Правильность рабочей подачи, установленной в процессе распиловки, контролируется указателем подачи, а также амперметром, регистрирующим загрузку электродвигателя главного привода станка. Условия распиловки должны быть такими, чтобы стрелка амперметра не переходила за красную черту его шкалы. Следует иметь в виду, что несоблюдение рекомендуемых значении скорости рабочей подачи снижает эффективность процесса алмазно-штрипсовой распиловки. В частности, отклонение этого показателя в большую или меньшую сторону от рациональных значений вызывает повышенный расход алмазов. Слишком малые рабочие подачи приводят к засаливанию режущей поверхности инструмента, в результате чего возможен увод пил и, следовательно, ухудшение качества поверхности распила. При чрезмерно завышенных подачах также возможны запилы, приводящие к браку продукции. Кроме того, при слишком высокой скорости подачи может произойти срыв блока со станочной тележки, и как следствие аварийные поломки инструмента.
Одни из основных параметров алмазно-штрипсовой распиловки — расход охлаждающей жидкости (води), который должен устанавливаться из расчета 6—8 л/мин на одну пилу. Вода должна подаваться равномерно в пропилы под работающий инструмент. Для контроля расхода воды обычно пользуются расходомером. О достаточности подачи воды под пилы в процессе распиловки обычно судят по виду шлама, вытекающего из пропилов. Слишком густая консистенции шлама свидетельствует о явно неудовлетворительном снабжении водой зоны резания.
В течение всего процесса алмазно-штрипсовой распиловки необходимо систематически контролировать состояние алмазного инструмента к в случае обнаруженных отклонений от нормы принимать меры в соответствии с рекомендациями.
Завершающую стадию алмазно-штрипсовой распиловки производят при пониженной скорости рабочей подачи, составляющей 40—50 % номинальных значений. Принимаемые при этом меры по обеспечению полной распиловки ставок аналогичны описанным в предыдущем параграфе.
Некоторыми технологическими особенностями характеризуется процесс алмазно-штрипсовой распиловки прочных горных пород. Из прочных видов камня наиболее эффективно пилятся алмазными штрипсами породы бескварцевые или с низким содержанием кварца (III—IV группы пили мости). При этом количество пил на станке не должно превышать 12—15 шт., я выпиливаемые из блока плиты-заготовки должны иметь повышенную толщину (свыше 60—80 мм).
Особые требования предъявляются к пильной оснастке (тягам-хомутам), которая должна иметь высокую прочность и обеспечивать передачу на инструмент повышенных усилий натяжения. Для достижения достаточно высокой жесткости и устойчивости пил сечение их корпуса должно быть не ниже 200х6 мм.
В качестве инструмента с максимально возможной износостойкостью обычно используют пилы с алмазными элементами на твердым связках, например типа Л16-02 с твердостью по HRC-25—30 ед. Однако при распиловке ими прочных пород появляется тенденция к засаливанию рабочей поверхности, что требует соответствующей корректировки режимов охлаждения инструмента. Расход воды на каждую пилу должен быть сокращен до 0,5—2 л/мин для неполного выноса абразивного шлама из пропилов и создания благоприятных условий дли дополнительного изнашивания связки на рабочей поверхности алмазных элементов с обнажением новых алмазных зерен (штрипсовые пилы начинают работать в так называемом режиме шаржировании). Кроме лимитирования подачи воды на алмазные штрипсовые пилы, обязательным условием стабильной распиловки прочных горных пород является равномерность распределения воды как между отдельными пилами постава, так и между алмазными элементами каждой пилы. Это требование выполняется при использовании на станке системы водяного охлаждения специальной конструкции, например в виде комплекта дождевальных трубок с индивидуальными вентилями, обеспечивающей более точное дозирование расхода воды на инструмент.
Процесс распиловки камня штрипсовыми пилами, армированными твердосплавными режущими элементами, имеет ту же структуру рабочего цикла, что и процесс алмазно-штрипсовой распиловки. В то же время технологии и характер некоторых операций этого процесса имеют свои особенности, вытекающие из специфики используемого инструмента.
Так при наборе нового постава пил в раме станка или при замене отдельных пил, пришедших в негодность, необходимо соблюдать правило чередования пил в поставе (через одну), при котором режущие элементы соседних пил должны быть направлены заострениями в противоположные стороны.
При пилении камня необходимо придерживаться рациональных значении скорости рабочей подачи, указанных в табл. 26. Использовать твердосплавные штрипсовые пилы рекомендуется исключительно при распиловке пород пониженной прочности, поскольку при увеличении прочности камня эффективность процесса резко снижается из-за быстрого затупления (а иногда и выкрошивания) твердосплавных режущих элементов.
Внешние признаки правильно выбранного режима распиловки — глухой шелестящий звук резания, отсутствие парения, белый цвет шлама.
Характерной особенностью распиловки камня твердосплавным инструментом является постепенное затупление режущих элементов штрипсовых пил, ведущее к росту энергоемкости и снижению производительности распиловки. Это требует периодического демонтажа со станка штрипсовых пил с доставкой их на перезаточку в механические мастерские камнеобрабатывающих предприятии (заточка режущих элементов пил допускается до вылета над кромкой корпуса не менее 1 мм).
