



Технология и оборудование камнеобрабатывающих предприятий
Технология (от греческого techne — искусство, мастерство. умение) — совокупность приемов и способов получения, обработки или переработки сырья, материалов, полуфабрикатов или изделий, осуществляемых в различных отраслях промышленности. Технологией или технологическими процессами называют также операции добычи, обработки, переработки, транспортирования, складирования и хранения. Технологией принято также называть описание, производственных процессов, инструкции по их выполнению, технологические правила, карты и др.
Под технологией камнеобработки понимается совокупность технологических процессов, в результате которых облицовочному камню придаются определенная форма и установочные размеры, а его лицевой поверхности — заданная фактура.
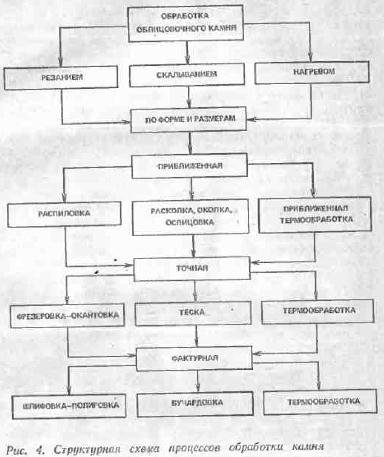
Все технологические процессы обработки камня основаны на его направленном разрушении, способ, стадия и вид которого определяют различия процессов и их названия. Ho способу разрушения различаются обработка резанием (в основном абразивная), скалыванием (преимущественно ударная) и нагревом (термическая); по стадии разрушения — обработка по форме и размерам, и фактурная; но виду разрушения — обработка приближенная и точная (рис. 4).
Абразивная обработка производится алмазным, реже рядовым абразивным режущим инструментом или с помощью свободного абразива (технической дроби). Ударная обработка осуществляется путем нанесения ударов по камню специальным инструментом. Термическая обработка основана на нагреве путем воздействия на поверхность камня высокотемпературной струи, извергаемой из сопла термоструйного инструмента со сверхзвуковой, скоростью. В последнее время разрабатываются новые способы обработки, т. е. направленною разрушения камня: плазменная резка, ультразвуковая обработка, разрушение с помощью лазера, инфракрасным излучением высокой плотности, токами высокой частоты и др.
Обработка камня любым способом выполняется по единой технологической схеме: приближенная обработка изделия по форме и размерам —> точная обработка изделия по форме и размерам —> фактурная обработка.
В зависимости от способа разрушения камня к приближенной обработке относятся: распиловка, расколка; околка и оспицовка, приближенная термообработка; к точной — фрезеровка (окантовка), теска, термообработка; к фактурной — шлифовка и полировка, теска, термообработка.
В процессе приближенной обработки изделию придают форму и размеры, которые соответствуют заданном лишь приближенно, т. с. получают только подобие будущего готового изделия. В результате точной обработки изделие приобретает окончательную форму и заданные размеры с небольшим припуском на фактурную обработку (при необходимости). При фактурной обработке с лицевой поверхности изделия снимают тонкий слой камня, что практически, не изменяй форму и размеры изделия, придает ему требуемую декоративность и повышает долговечность при эксплуатации.
Способы разрушения камня выбирают в зависимости от физико-механических свойств исходного сырья, возможностей производственной базы и требований к готовой продукции. Технология обработки облицовочного камня в первую очередь зависит от его прочности и содержания в нем кварца. Taк, прочный камень с большим содержанием кварца распиливается на штрипсовых рамных станках неармированными стальными пилами с дробью, а камень средней прочности без включений кварца — алмазными пилами.
Также различают режимы шлифовки плит из прочного камня и камня средней прочности, что связано с зависимостью внедрения зерен абразива в тело камня при шлифовке от прочности камня и давления рабочего инструмента па обрабатываемую плиту. Для шлифовки более прочного камня соответственно требуется и более высокое давление.
В соответствии с этим цехи (участки или отделения) современных камнеобрабатывающих предприятий специализируются на выпуске продукции из прочного, средней прочности и низкопрочного камня. Так, изделия из гранита, мрамора, мраморизованного известняка и трапертина, известняка и туфа обычно изготовляют в разных цехах.
Доставляемое на камнеобрабатывающее предприятие железнодорожным или автомобильным транспортом блочное сырье разгружается и хранится на складе. Затем в зависимости от способа обработки камня оно транспортируется в цехи абразивной обработки или на участки ударной и термической обработки. Готовые облицовочные материалы упаковывают и вывозят на склад готовой продукции.
Абразивная обработка камня производится по традиционной технологической схеме: распиловка блоков на заготовки —> окантовка (фрезеровка) заготовок —> шлифовка (полировка) заготовок (рис. 5).
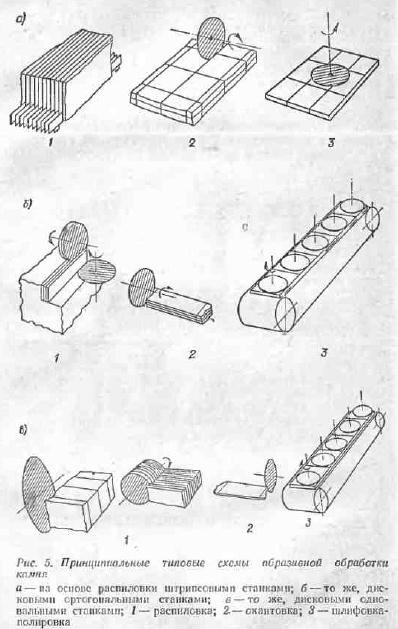
Если распиловка всегда выполняется в первую очередь, то очередность окантовки и шлифовки зависит от прочности камня. Так, плиты из прочного камня обрабатывают по схеме; распиловка —> шлифовка —>окантовка; из камня средней прочности по схеме: распиловка —> окантовка —>шлифовка; из низкопрочного камня по схеме: распиловка —> окантовка.
В соответствий с этим на складе блочного сырья комплектуют так называемые ставки, состоящие из одного или нескольких блоков, установленных на тележке распиловочного штрипсового станка. Ставку закатывают на передаточную тележку — подвижную платформу, подают к распиловочному станку, устанавливают в его рабочем пространстве и распиливают. Распиленную ставку, доставляют к площадке разбора ставок, на которой складируют полученные при разборе плиты-заготовки.
Разобранные заготовки из камня средней прочности сначала подают к фрезерно-окантовочным станкам, а после окантовки транспортируют электропогрузчиками в зону шлифовки-полировки. Плиты-заготовки шлифуют на станках абразивными кругами с постепенно уменьшающейся крупностью зерен, а полируют войлочными или фетровыми кругами с полирующими порошками, пастами или твердыми полировальниками. В конце процесса полированные плиты снимают со станка и перевозят в зону комплектации и упаковки готовой продукции.
Разобранные заготовки из прочного камня сначала доставляют к шлифовально-полировальным станкам, после шлифовки или полировки их подают к фрезерно-окантовочным станкам мостовым краном. Плиты-заготовки окантовывают по заданным спецификацией размерам на станках отрезными алмазными кругами. Окантованные плиты снимают со станка и укладывают в специальные переносные стеллажи краном или тельфером.
Кроме рассмотренной традиционной технологической схемы абразивной обработки камня, получили распространение другие схемы на основе распиловочных дисковых (а не штрипсовых) станков (см. рис. 5).
Ударная обработка камня (или обработка скалыванием) обычно производится во следующей технологической схеме: бироклиновая разделка —> оспицовка —> фактурная обработка. Используют ее преимущественно для прочного камня, в основном гранита. По этой схеме блочное сырье со склада доставляют на участок разделки блоков, где их раскалывают на заготовки вручную буроклиновым способом, т.е. пробуривают в блоке перфоратором шпуры (отверстия), устанавливают в них клинья и углубляют их ударами кувалды. После этого заготовки передают на участок оспицовки. Оспицовка (от первого названия инструмента шпунт-шприца) — операция выравнивания поверхностей заготовок, которая выполняется, кроме шпунта, рубильными молотками, скарпелями, закольщиками, бучардами. На этом участке обычно производят и фрактурную обработку камня отбойными молотками с набором различных бучард. Фактурную обработку крупногабаритных изделий, например деталей набережных и мостов, осуществляют непосредственно на карьерах.
Термическая обработка камня выполняется по той же технологической схеме, что и ударная. Для разделки блоков применяют тот же буроклиновой cспособ, а оспицовку и фактурную обработку производят термоструйным инструментом.
Различные технологические процессы обработки камня выполняются рабочими разных профессий: распиловщиками камня, фрезеровщиками камня, шлифовщиками-полировщиками изделий из камня, камнетесами, использующими разнообразное камнеобрабатывающее оборудование и инструмент.
Технологическое оборудование камнеобрабатывающих предприятии представлено станками отечественного и зарубежного производства, обеспечивающими преимущественно механизированный и автоматизированный выпуск продукции из природного камня,
Камнеобрабатывающие станки можно классифицировать по ряду признаков: по характеру воздействия инструмента на камень, назначению, конструктивному выполнению, условиям работы и массе.
По характеру воздействия инструмента на камень камнеобрабатывающие станки подразделяют на станки для абразивной, ударной и термической обработки. Среди них наиболее распространенны станки для абразивной обработки — распиловочные, фрезерно-окантовочные и шлифовально-полировальные.
По конструктивному выполнению, связанному с видом режущего инструмента, распиловочные станки разделяют на штрипсовые, дисковые, с кольцевыми пилами и с гибким рабочим органом. Штрипсовые станки делятся на рамные и специальной конструкции: дисковые — на одно- и многодисковые; с гибким рабочим органом — на канатнопильные, ленточнопильные и баровые.
Фрезерно-окантовочные и шлифовально-полировальные станки в зависимости от конструктивного выполнения подразделяются на портальные, мостовые, консольные и конвейерные.
По условиям работы различают камнеобрабатывающиe стaнки стационарные и передвижные или переносные, а по массе — легкие, средние и тяжелые.
Инструментом на камнеобрабатывающих станках и зависимости от их назначения служат: на распиловочных штрипсовых станках штрипсовые пилы (штрипсы) — неармированные стальные для распиловки (с дробью) прочного камня: алмазные для распиловки камня средней прочности, низкопрочного и прочного бескварцевого; твердосплавные для распиловки низкопрочного камня без твердых включений; на распиловочных дисковых станках — дисковые пилы (отрезные алмазные круги); на фрезерно-окантовочных станках — дисковые пилы (для окантовки), алмазные фрезеры (торцевые и периферийные для фрезеровки и профилировки) и профильные круги (для профилировки); на шлифовально-полировальных станках — шлифовальный инструмент абразивный (на бакелитовой или магнезиальной связках) в виде торцевых цилиндрических кругов — чашечек (шарошек); алмазный (из природных или синтетических алмазов на металлических связках) в виде торцевых сборных кругов или головок с укрепленными на рабочей поверхности алмазоносными элементами (брусками или сегментами); шлифовальники в виде чугунного диска (феррасы) с закрепленными на нем чугунными или стальными брусками (каблуками), работающего с дробью или шлифовальными порошками из карбида кремния; полировальный инструмент в виде войлочных или фетровых кругов, работающих с полирующей суспензией, жестких полировальников, алмазных головок,
Механизмы и инструменты для ударной и термической обработки камня по принципу действия подразделяются на ручные ударные, пневматические и термические, а по назначению — для приближенной и точной обработки.
Серийное производство камнеобрабатывающих станков в бывш. СССР осуществляли в основном Ленинаканский и Костромской заводы «Строммашина».
Станочный парк камнеобрабатывающих предприятий России содержит свыше 3000 единиц, в том числе около 1000 распиловочных, 700 фрезерно-окантовочных и 1100 шлифовально-полировальных станков. Он постоянно обновляется путем создания или приобретения новых видов оборудования для обработки камня с улучшенными эксплуатационными показателями.