



Высокотемпературная термомеханическая обработка средне- и высоколегированных углеродсодержащих пружинных сталей
Как отмечалось ранее, эффективность процесса BTMO определяется субструктурой аустенита, формирующейся в процессе деформации и наследуемой мартенситом, образующимся в процессе закалки. Полигонизованная субструктура аустенита при BTMO возникает тогда, когда процессы рекристаллизации заторможены (возможны лишь начальные стадии рекристаллизации). Такое торможение может быть достигнуто, если в стали присутствуют легирующие элементы, снижающие скорость процесса перераспределения дефектов строения, лежащего в основе формирования зародышей рекристаллизации и их роста, когда происходит миграция дислокационных границ. Известно, что такие легирующие элементы, как молибден, хром и др., снижают скорость рекристаллизации стали не только непосредственно, но и благодаря образованию при деформации прочных атмосфер и сегрегаций из атомов углерода на дислокациях. Поэтому присутствие в стали, подвергаемой ВТМО, сильно карбидообразующих элементов необходимо.
В связи с этим изучали ВТМО хромомолибденованадиевых сталей разной степени легированности, на которых ранее были определены сопротивления малым и большим пластическим деформациям, а также интенсивность развития неупругих эффектов после двойной термической обработки.
Основные параметры ВТМО — температура и степень деформации — были установлены на сталях 50ХМФ, 50ХЗМФ и 50Х5МФ: температура аустенитизации 1100° C, температура деформации 1050° С и степень деформации прокаткой 50%, хотя и меньшее обжатие (25%) дало близкие результаты. При этом с ростом степени легированности стали изменение ее механических свойств в зависимости от колебания параметров процесса ВТМО заметно уменьшилось, что свидетельствует о большей стабильности субструктуры, созданной при использовании этого метода упрочнения. С увеличением содержания хрома возрастали прочностные свойства, а пластичность сохранялась примерно на одном уровне, причем значения этих свойств были выше, чем после обычной закалки и низкого отпуска.
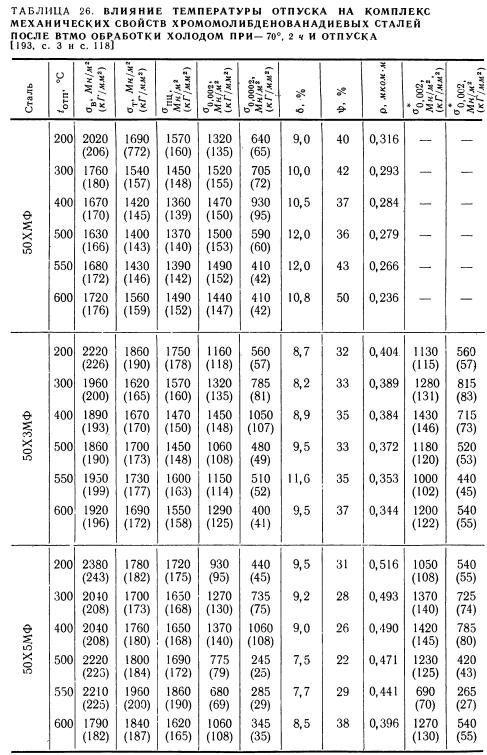

На рис. 85 и в табл. 26 приведены механические свойства хромомолибденовованадиевых сталей после ВТМО в зависимости от температуры последующего отпуска. Как следует из этих данных, ВТМО повышает прочностные характеристики этих сталей — пределы прочности, текучести и пропорциональности, причем наиболее сильно после низкого отпуска (200° С), особенно в случае стали с меньшей степенью легированности. Предел прочности стали 50ХМФ после ВТМО и отпуска при 200° С выше примерно на 330 Мн/м2 (34 кГ/мм2), чем после обычной закалки и того же отпуска, а стали 50Х5СМФ — только на 120 Мн/м2 (12,3 кГ/мм2). Исключение составляет сталь 50Х5СМЗФ, у которой предел прочности в результате ВТМО возрос на 370 Мн/м2 (38 кГ/мм2). В области температур отпуска, отвечающих вторичному твердению, абсолютная величина упрочнения после ВТМО также оказалась более высокой, но все же она меньше, чем после низкого отпуска. Что же касается величины самого эффекта вторичного твердения, максимальный прирост предела прочности после ВТМО и отпуска в районе 550—600° С несколько меньше, чем после обычной двойной термической обработки (за исключением стали марки 50Х5СМФ), но в обоих случаях сказывается более сильно на величинах предела текучести и предела пропорциональности. Важно заметить, что большее упрочнение, полученное в результате ВТМО, сохраняется вплоть до 600—650° С. Это свидетельствует о повышенной устойчивости субструктуры, созданной ВТМО и замедленной коагуляции карбидов. По мнению М.Л. Бернштейна это обусловлено «экранирующим действием дислокаций», затрудняющим растворение мелких карбидных частиц и рост более крупных, поскольку связи атомов углерода с дислокациями оказываются весьма сильными.
По данным рентгенографических исследований, после ВТМО и отпуска при 600° С ширина дифракционной линии (110)а стали 50Х5МФ больше, чем после обычной закалки и отпуска, что и характеризует большую плотность дислокаций в стали, подвергнутой термомеханическому упрочнению.
Удельное электросопротивление стали после ВТМО несколько выше, чем после обычной закалки, и сохраняется на высоком уровне примерно до температуры отпуска ~550° С, а далее снижается несколько интенсивнее, возможно, вследствие более полного выделения специальных карбидов. Тот факт, что после ВТМО удельное электросопротивление оказывается более высоким, может быть следствием как большей плотности дефектов, связанных с атмосферами из атомов углерода, так и с более полным растворением карбидов молибдена и ванадия в процессе горячей деформации, так как последняя активизирует диффузионные процессы.
Наибольшее влияние ВТМО оказывает на характеристики пластичности стали, что особенно заметно в состоянии после низкого отпуска. В частности, у стали 50Х5СМФ после закалки и отпуска при 200° С b = 1,7% и w = 15%, тогда как после ВТМО и того же отпуска b = 9,4% и w = 26% при ов = 2500 Мн/м2 (255 кГ/мм2). Повышение пластичности стали после ВТМО обусловлено меньшей концентрацией углерода в решетке сильно фрагментированного мартенсита или соответственно большей долей кубического мартенсита. Благодаря такой субструктуре мартенсита увеличивается сопротивление образованию и росту трещин, и пластическая деформация развивается в нем более равномерно, чем в мартенсите обычно закаленной стали.
Субструктура стали, формирующаяся в результате ВТМО, оказывает сильное влияние на сопротивление микро- и малым пластическим деформациям, причем с уменьшением допуска на остаточную деформацию эффективность термомеханического упрочнения растет (рис. 86 и табл. 26). Поэтому и коэффициент упрочнения в области микропластической деформации стали после ВТМО оказывается значительно более высоким, чем после обычной закалки. При этом чем выше степень легированности, тем больше и коэффициент упрочнения в той же области деформации (табл. 26).
Однако ВТМО не оказывает заметного влияния на величину условного порога упругости, который (в пределах точности его определения) находится на уровне, получаемом после обычной закалки. Максимум сопротивления малым пластическим деформациям стали после ВТМО, как и после обычной закалки, достигается после отпуска при 400° С (рис. 86). В области температур вторичного твердения, хотя и отмечается рост этой прочностной характеристики, но ее абсолютная величина, как и после обычной закалки, значительно ниже, чем после отпуска при 400° С. Несмотря на сходство изменения предела упругости в области температур вторичного твердения, энергия активации этого процесса после ВТМО значительно ниже, чем после обычной закалки, что и проявляется в ускоренном упрочнении (рис. 124).

Энергия активации вторичного твердения в стали 50Х5МФ, подвергнутой ВТМО, по данным В. Г. Лешковцева, составляет 75,7 Мдж/моль (18 000 ккал/моль), т. е. по величине того же порядка, что и энергия активации диффузии углерода в решетке a-железа, а после обычной закалки она равна 306 кдж/моль (73 000 кал/моль). Следовательно, в первом случае упрочнение контролируется иным структурным процессом, чем во втором.
Увеличение содержания хрома с 3 до 5% намного меньше сказывается на величине максимального предела упругости (о0,0002) после ВТМО, чем после обычной закалки. Наиболее эффективно воздействие ВТМО на предел упругости стали типа 50Х5СМФ, что свидетельствует о положительном влиянии кремния. В то же время в случае наиболее высоколегированной стали (типа 50Х5СМЗФ) в результате ВТМО, хотя и достигаются абсолютно максимальные значения предела упругости, преимущество этого метода упрочнения по сравнению с обычной термической обработкой невелико. Сопоставление величины сопротивления малым и микропластическим деформациям, показывает, что при ВТМО влияние легирования на указанные свойства исследованных сталей меньше, чем при обычной закалке. Это означает, что преимущественное влияние на сопротивление сталей малым и микропластическим деформациям оказывает структурное состояние, которое фиксируется в результате ВТМО.

ВТМО также увеличивает сопротивление обратимому движению дислокаций, что проявляется в уменьшении ширины петли упругого гистерезиса по сравнению с получаемой при обычной закалке (рис. 125). Изменение ширины петли гистерезиса с ростом напряжения практически аналогично изменению величины микропластической деформации, поскольку в обоих случаях механизм деформации определяется движением дислокаций, а сопротивление обратимому или необратимому их движению обусловлено одними и теми же факторами. Сильное повышение сопротивления микропластическим деформациям в результате ВТМО показывает, что этот метод обработки действительно упрочняет сталь, а не только способствует повышению пластичности, как иногда указывается в литературе. С ростом допуска на остаточную деформацию упрочняющий эффект от ВТМО проявляется меньше. Это снижение упрочняющего эффекта объясняется нарушением первоначально созданной ВТМО дислокационной субструктуры, которая оказывает влияние на формирование новой субструктуры, а потому и на упрочнение при больших значениях остаточной деформации, возникающей при испытании. Возможно, что существенный вклад при этом вносят процессы старения, связанные с образованием атмосфер на дислокациях.
Улучшение характеристик сопротивления микро- и малым пластическим деформациям может быть достигнуто и после термомеханической обработки с использованием эффекта наследования, осуществляемой по схеме: ВТМО (температура деформации 1050° С, степень обжатия 50%), отпуск при 680° С, повторная закалка с 1050° С и обработка холодом.
Как видно из рис. 126, в этом случае предел упругости (о0,0005), хотя и ниже, чем непосредственно после ВТМО, но все же существенно выше, чем после обычной закалки. Однако с ростом степени легированности стали вследствие увеличения стабильности субструктуры уменьшается разница в значениях предела упругости, получаемых при ВТМО по этим двум технологическим схемам. В случае ВТМО с использованием «наследования», при которой можно проводить обработку резанием или холодную пластическую деформацию после промежуточного высокого отпуска, заметно снижается сопротивление микропластической деформации в области до (2-5)*10в-6 (рис. 126). Это свидетельствует о том, что субструктура при такой обработке несколько иная, чем получаемая непосредственно после ВТМО.
Эффект улучшения свойств при использовании «обратимой» ВТМО, как показали эксперименты, зависит от условий повторной закалки, в частности от выдержки при температуре нагрева. Продолжительность выдержки следует выбирать таким образом, чтобы, обеспечивая высокое насыщение аустенита легирующими элементами, она не вызывала огрубления субструктуры и роста зерна. Для стали 50Х5СМФ оптимальная выдержка при 1050° С составляет 5 мин (нагрев в соляной ванне).
