



Термическая обработка пружин и рессор из кремнистых сталей
По данным, кремнистую сталь с содержанием до 0,5% С, а по рекомендациям DIN и до 0,6% С можно закаливать в воде. При более высоком содержании углерода обычно используют закалку в масле. Практика термической обработки пружин из кремнистой стали 55С2 показывает, что они могут закаливаться в воде или масле, а в некоторых случаях в 10—15%-ном растворе каустической соды с температурой не выше 65° С. Пружины из стали 60С2 обычно закаливают в масле. Максимальная твердость пружин из стали 55С2 достигается после закалки в воде; у пружин из стали 60С2 практически нет различия в значениях твердости и после закалки в воде и в масле.
Однако при закалке с охлаждением в воде крупных витых пружин из стали 55С2 часто возникают трещины. Поэтому целесообразно, как это принято на Днепродзержинском вагоностроительном заводе им. «Правды», производить охлаждение в воде в течение определенного времени, регулируемого автоматически и зависящего от размеров прутка, из которого навита пружина. В частности, для пружин из прутков диаметром 18—22 мм, нагретых до температуры закалки 840—870° С, принято время охлаждения в воде (40—60° С), равное 18 сек, а для прутков диаметром 30—34 мм 22 сек. После такого охлаждения, обычно до температуры металла 100—300° С, следует немедленная передача пружин на отпуск (при 480—520° С, 28 мин для пружин из прутка диаметром 18—22 мм и при 490—530° С, 38 мин для пружин из прутка диаметром 30—34 мм). Твердость пружин после полного цикла термической обработки 370—440 HB.
Такую обработку, как показали К.Ф. Стародубов и А.А. Сазонова, можно рассматривать как своеобразную изотермическую закалку, которая очень эффективна, особенно для кремнистых пружинных сталей.
Температура закалки пружин, обеспечивающая получение мелкокристаллического мартенсита, соответствует 860—875° С для стали 55С2 и 850—870° С для стали 60С2. После закалки с указанием температур достигается максимальная твердость, а после отпуска — оптимальное сочетание прочности и пластичности. Если в процессе закалки, когда сталь находится в аустенитном состоянии, необходимо осуществить такие операции деформации, как гибка рессорных листов и выдавливание на них так называемых кнопок, горячая навивка цилиндрических пружин и т. д., то температуру нагрева повышают до 900—950° С, так как при этом возрастает пластичность и устойчивость переохлажденного аустенита.
Если заготовки для пружин или рессор из стали 55С2 или 60С2 нагреты под закалку до 900—950° С, то в процессе гибки допускается переохлаждение аустенита без распада до 800—775° С.
Для изготовления вагонных пружин заготовки из стали 55С2 (диаметром 35—40 мм) нагревают до 930±10° С с выдержкой 15—30 мин; после горячей навивки производят закалку с 860±10° С в воде или масле. Вагонные рессоры из стали 55С2 нагревают до 925—950° С, а гибку выполняют при 900° С, что гарантирует сохранение структуры аустенита; температура закалки рессорных листов после гибки 870—840° С. Примерно до такой же температуры (920—950° С) нагревают заготовки автомобильных рессор из стали 60С2; гибку их осуществляют при 850—900° С.
Отмеченное выше совмещение при изготовлении рессор и пружин методов закалки и таких операций горячей деформации, как гибка и навивка, осуществляемых с одного нагрева и при регламентированных условиях деформации и охлаждения, является по существу прогрессивным технологическим процессом термомеханической обработки, так как полученные в процессе этой деформации субструктурные изменения аустенита наследуются мартенситом и сохраняются при обычно применяемых температурах отпуска. Такого рода термомеханическая обработка крупных витых пружин из стали 55С2 осуществлена на Днепродзержинском вагоностроительном заводе им. «Правды». Прутки из стали 55С2 нагревают под навивку при 1050—1000° С и после навивки с температуры 840—870° С охлаждают в воде до 100— 300° С, а затем немедленно передают на отпуск (370—440 HB). Такое совмещение навивки с последующей закалкой обеспечило, по данным завода, повышение долговечности пружин на 30—33%. Термомеханическая обработка может быть осуществлена при изготовлении витых пружин с использованием деформации кручением (удельный угол скручивания 8—10в-3 рад) в процессе осадки предварительно растянутых пружин. Применение этой термомеханической обработки, по данным В.И. Похмурского, существенно повышает грузоподъемность пружин.
Указанное повышение температуры нагрева кремнистой стали при закалке важно не только для последующего деформирования переохлажденного аустенита, но и для увеличения усталостной прочности упругих элементов. Так, по данным Д.И. Брона, предел выносливости стали 60С2 после закалки с 870° С и отпуска при 480° С (40—42 HRC) в случае симметричного цикла составляет 343 Мн/м2 (35 кГ/мм2), а после закалки с 960—980° С и того же отпуска он равен 392 Мн/м2 (40 кГ/мм2). Максимальная усталостная прочность рессор из стали 55С2 также достигается после высокотемпературного нагрева под закалку. По данным М.Ю. Эйфера, повышение температуры закалки до 880—890° С улучшает и статические свойства стали 60С2. Причины положительного влияния нагрева до повышенных температур, превышающих рекомендованные ГОСТ (870° С) и зарубежными стандартами, не установлены. Можно предположить, что основной причиной является повышение химической однородности аустенита как по содержанию кремния, так и зависящей от нее однородности распределения углерода.
Однако повышение температуры закалки сверх 960—980° С недопустимо, так как оно может привести к перегреву. По нашим данным, нагрев до 1000° С вызывает сильное увеличение размеров зерна.
Изменение свойств стали 55С2 и 60С2 в зависимости от температуры отпуска показано на рис. 53. Максимум предела упругости этих сталей достигается при температурах отпуска 400—450° С, т. е. более высоких, чем в случае углеродистой стали. Поэтому в кремнистой стали, наряду с максимальными значениями сопротивления малым, а также высоким сопротивлением большим пластическим деформациям, могут быть достигнуты также повышенная пластичность и вязкость, притом в изделиях большего сечения, чем в углеродистой стали. На практике температуру отпуска в зависимости от условий службы упругих элементов принимают обычно в пределах 400—525° С. В частности, для автомобильных рессор из стали 60С2 эта температура составляет 470—490° С, для вагонных 480—530° С (выдержка 20—40 мин). Температура отпуска вагонных пружин из стали 60С2: 490±10° С.
Упругие элементы многих типов после отпуска целесообразно охлаждать в воде, поскольку, во-первых, при этом в поверхностном слое возникают сжимающие остаточные напряжения, а во-вторых, быстрое охлаждение от температуры отпуска при 500—540° С предупреждает появление обратимой отпускной хрупкости. Эта отпускная хрупкость, кроме повышения порога хладноломкости кремнистой пружинной стали (0,65% С; 0,42% Mn; 1,88% Si; 0,4% Cr), облегчает зарождение усталостных трещин и увеличивает скорость их распространения. В результате этих изменений, вызванных отпускной хрупкостью, хотя и остается постоянной величина предела выносливости, но снижается циклическая прочность при напряжениях выше этого предела, т. е. ограниченная долговечность.
Поэтому появление обратимой отпускной хрупкости целесообразно исключать. Быстрое охлаждение для подавления этой хрупкости может вызвать коробление, а полученные при этом повышенные напряжения вследствие релаксации могут привести к изменению характеристик пружин. Если пружины используют в точных механизмах или приборах, то эти изменения недопустимы, и поэтому после быстрого охлаждения необходим дополнительный отпуск при более низких температурах.
Как показывает работа, максимальная усталостная прочность стали 55С2 с обезуглероженным поверхностным слоем, который в большей или меньшей степени всегда наблюдается на указанных выше типах упругих элементов, так же как и на необезуглероженных образцах, отмечается после отпуска при 450° С. После этого отпуска максимальные значения приобретают и предел выносливости, и ограниченная долговечность.
После восстановления обезуглероженного слоя растут абсолютные значения предела выносливости и ограниченной долговечности, а также существенно изменяются их зависимости от температуры отпуска. При этом обращает на себя внимание сильное снижение ограниченной долговечности после отпуска при 350° С, которое, однако, не сказывается на величине предела выносливости, хотя последний, так же как прочность и твердость, систематически снижается с ростом температуры отпуска. Высокое значение предела выносливости после низкого отпуска авторы объясняют наличием в поверхностном слое сжимающих напряжений (которые, однако, не определены экспериментально), возникших из-за того, что мартенситная точка на поверхности вследствие более высокого содержания углерода (0,69—0,71%) выше, чем в сердцевине (0,58—0,59% С). Падение ограниченной долговечности после отпуска при 350° С авторы объясняют развитием необратимой отпускной хрупкости, поскольку после такого отпуска ударная вязкость заметно снижается.
Действительно, сталь, обладающая повышенной хрупкостью, может характеризоваться сниженной долговечностью и даже более низким пределом выносливости. При этом, по-видимому, не имеет существенного значения тот структурный механизм, который приводит к охрупчиванию. Об этом свидетельствует тот факт, что обратимая и необратимая хрупкости кремнистой пружинной стали оказывают одинаковое влияние на одну и ту же характеристику снижения усталостной прочности — ограниченную долговечность. По данным М.Ю. Эйфера, предел выносливости на образцах без обезуглероженного слоя у стали 60С2А, как и у стали 55С2, имеет максимальное значение после закалки и отпуска при 450° С (интервал исследованных температур был от 350 до 550° С) (рис. 60). При этом абсолютные значения предела выносливости таких образцов выше, чем образцов с восстановленным обезуглероженным слоем. Это расхождение между данными разных авторов связано с влиянием состояния поверхности, состава стали, а возможно, и с различием в методике испытаний.

Выше отмечалось, что кремнистая сталь стандартного состава имеет невысокие свойства, определяющие сопротивление ее малым пластическим деформациям. Вместе с тем имеются возможности улучшения всего комплекса свойств этой стали. Один из путей — это повышение металлургического качества стали применением более совершенных способов выплавки. По данным, выплавка стали 60С2 с применением синтетических шлаков и методом электрошлакового переплава повышает усталостную прочность в поперечном направлении проката в 1,5—2 раза [с 330 Мн/м2 (34 кГ/мм2) до 655 Мн/м2 (67 кГ/мм2)] по сравнению с выплавкой в мартеновских или электропечах.
Снижение количества неметаллических включений в результате использования новых методов выплавки почти вдвое уменьшило коэффициент анизотропии свойств — сопротивления изгибу и ударной вязкости — и повысило сопротивление хрупкому разрушению.
Другим путем улучшения свойств кремнистых сталей, как показывают результаты ряда исследований, в частности работы, является изотермическая закалка на нижний бейнит. По данным И.В. Паисова и М.В. Гедеона, она может обеспечить более высокие механические свойства стали 60С2А по сравнению с закалкой и отпуском, особенно долговечность и сопротивление динамическому воздействию. В связи с этим важно в более широком плане рассмотреть влияние изотермической закалки на структуру и свойства, кремнистой стали.
Подробные исследования структурных превращений переохлажденного аустенита кремнистой стали (1% С и 2% Si) в промежуточной области выполнены Помэ. Он показал, что превращение переохлажденного аустенита, во всяком случае при 450—325° С, идет в две стадии. Начальный ускоренный период 1-й стадии превращения характеризуется энергией активации 79,8 кдж/моль (19 ккал/моль), а последующий — замедленный, продолжающийся до конца 1-й стадии, 172,2 кдж/моль (41 ккал/моль). Эта величина такая же, как и для ускоренного этапа 2-й стадии. Интересно отметить, что первое значение близко к энергии активации диффузии углерода в а-железе (84 кдж/моль, или 20 ккал/моль), а второе вследствие присутствия кремния несколько ниже энергии активации углерода в у-железе. Отсюда следует, что 1-я стадия связана с диффузией углерода в a-фазе, в которой и образуется е-карбид, а 2-я — с диффузией в у-фазе, из которой выделяются частицы нового карбида.
Помэ установил, что содержание углерода в a-фазе зависит от температуры превращения и при ее приближении к мартенсит-ной точке возрастает вплоть до среднего содержания этого элемента в стали. При разных температурах превращения переохлажденного аустенита, полное завершение которого требует длительного времени (48 ч при 400° С и 260 ч при 280° С) выделяются карбиды различного состава и структуры. Так, после полного распада при температурах 375—278° С отмечается присутствие карбидов двух типов: е-карбида, выделившегося из a-фазы, и нового карбида, выделившегося из пересыщенного углеродом аустенита. Этот новый карбид характеризуется высоким содержанием углерода (Fe:C = 1,37 1), имеет гексагональную решетку (а = 48 нм (480 А); с = 60 нм (600 А), с/а = 0,69) и точку Кюри 370° С. После распада при 252° С присутствует только е-карбид, а после превращения при 400 до 500° С — только новый карбид. При более высокой температуре превращения, наряду с новым карбидом, появляется цементит, количество которого непрерывно растет. Если после изотермического превращения при температурах, когда образуется новый карбид, например при 400° С, произвести новый нагрев при более повышенной температуре (550° С), то произойдут сложные преобразования:
новый карбид —> углерод + х-карбид Хегга
и при дальнейшем нагреве %-карбид —> Fe3C + углерод.
Присутствие %-карбида, наряду с Fe3C, в кремнистой стали типа 60С2 после изотермической закалки с выдержкой при 350—500° С обнаружено авторами работы. Максимальное количество х-карбида отмечается при 450° С, когда свойства пластичности и вязкости обнаруживают сильное снижение. Указанные авторы также показали, что после превращения при 250—350° С в структуре присутствует только е-карбид. Существенно, что состав и количество карбидных фаз после обычной закалки и отпуска и после изотермической закалки различно (рис. 61).

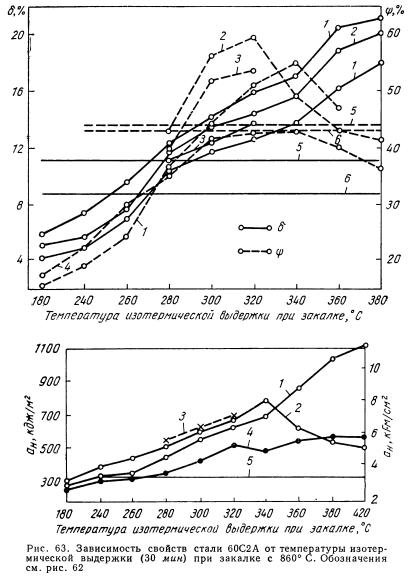
Как будет показано ниже, наиболее эффективна изотермическая закалка на нижний бейнит в районе, близком к мартенситной точке, когда a-фаза характеризуется повышенной концентрацией углерода. Из данных рис. 62, 63 следует, что изотермическая закалка стали 60С2А (0,60% С; 1,73% Si; 0,64% Mn) позволяет получить высокую пластичность и вязкость при повышенных характеристиках прочностных свойств. Кроме того, после изотермической закалки повышаются усталостная прочность (рис. 64) и стойкость при испытании на повторный удар — важная характеристика пружин, работающих в условиях внезапного нагружения. В частности, после изотермической закалки стали 60С2А с выдержкой при 300° С на твердость 48—49 HRC число ударов до разрушения составляет 1430, а после закалки и отпуска на равную твердость 920. Примерно то же соотношение наблюдается для стали 65С2ВА. Причины улучшения усталостной прочности после изотермической закалки не установлены. Возможно, что одной из главных причин является более равномерное распределение в структуре частиц карбидов, а также их более благоприятная форма и иной фазовый состав (см. рис. 61), чем после обычной закалки и отпуска на твердость 40 HRC. После отпуска на твердость <40 HRC структура стали (форма и распределение карбидов) более благоприятна по сравнению с полученной после изотермической закалки.
Другой причиной большей усталостной прочности стали после изотермической закалки является присутствие в структуре повышенных количеств остаточного аустенита, который способствует релаксации или перераспределению микронапряжений за счет пластической деформации. Кроме того, остаточный аустенит за счет локальной деформации снижает пики напряжений на дефектах структуры и дефектах поверхности, в том числе и у надрезов и поэтому снижает чувствительность к надрезу. По данным, максимальная усталостная прочность стали (0,46% С; 1,35% Si, 0,64% Mn; 1,51% Cr и 0,09% V) после изотермической закалки достигается в присутствии в структуре 12% остаточного аустенита.
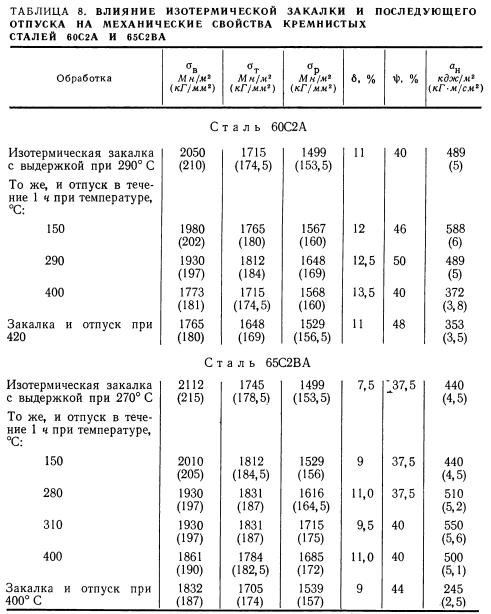
Измерение свойств, характеризующих сопротивление малым пластическим деформациям (опц), показало (табл. 8), что сталь после изотермической закалки уступает стали после закалки с отпуском на равную прочность (ов = 1800—1900 Мн/м2, или —180—190 кГ/мм2) или твердость 48—49 HRC. Чтобы несколько повысить предел пропорциональности стали, можно снизить температуру изотермического превращения переохлажденного аустенита (см. рис. 62, и табл. 8). В частности, после изотермической закалки стали 60С2А с выдержкой при 320° С ее предел пропорциональности составляет 1390 Мн/м2 (142 кГ/мм2), а при 290° С 1500 Mн/м2 (153 кГ/мм2).
Однако дальнейшее повышение предела пропорциональности может быть достигнуто лишь при неизбежном снижении характеристик пластичности и вязкости, а также усталостной прочности. Так, по данным, после изотермической закалки с выдержками при 330, 280 и 250° С предел выносливости составляет 540, 550, 490 Мн/м2 (55, 56 и 50 кГ/мм2). Таким образом, утрачивается важнейшее преимущество изотермической закалки — ценное сочетание всего комплекса механических свойств и сохраняется лишь технологическое преимущество — меньшая деформация изделий в процессе термической обработки.
Существует и другой путь повышения предела пропорциональности при сохранении повышенных пластических свойств и ударной вязкости — проведение после изотермической закалки дополнительного отпуска. Влияние такого отпуска, повышающего предел пропорциональности и упругости, показано на рис. 62, 63 и в табл. 8.
Это повышение предела пропорциональности для стали 60С2 оказалось равным 150 Мн/м2 (15 кГ/мм2), а для стали 65С2ВА (0,63% С; 1,69% Si; 0,81% Mn; 1,01% W) - даже 220 Мн/м2 (22 кГ/мм2). Однако дополнительный отпуск бесполезен, если изотермическая закалка производилась на структуру верхнего бейнита, так как при этом не улучшаются пределы текучести и пропорциональности. Отсюда следует, что поведение стали со структурой нижнего и верхнего бейнита при отпуске принципиально различно и по изменению свойств стали после отпуска можно судить об особенностях строения бейнита.

Причина указанного изменения предела пропорциональности (упругости) в результате отпуска стали, закаленной на нижний бейнит, еще не установлена. На возможные причины этих изменений указывалось выше.
Как видно из рис. 46, изменение предела упругости при дополнительном отпуске, если не считать начального незначительного снижения, по характеру весьма напоминает изменения в результате отпуска после закалки на мартенсит. Однако прирост предела упругости меньше, поскольку процессы образования атмосфер, выделения карбидов, преобразования тонкой структуры и снятия напряжений в значительной степени протекают непосредственно в процессе изотермической выдержки, тогда как после обычной закалки они происходят в основном при отпуске.

Применение нового процесса, названного нами двойной изотермической обработкой, привело к повышению таких важных свойств пружинной стали, как усталостная стойкость при испытании на повторный удар, а также рабочих характеристик пружин. После новой обработки заметно повысились усталостная прочность (живучесть) и релаксационная стойкость пружин (рис. 65). Усталостная прочность стали типа 60С2А после изотермической закалки с выдержкой при 330° С и отпуска при 300° С выше, чем после закалки и отпуска при 420° С, хотя в последнем случае предел прочности был 1810 Мн/м2 (185 кГ/мм2), а после двойной изотермической обработки составлял 1680 Мн/м2 (171 кГ/мм2). Предел выносливости на базе 10° циклов при испытании консольно защемленного образца после двойной изотермической обработки был 686 Мн/м2 (70 кГ/мм2), а после закалки с отпуском 637 Мн/м2 (65 кГ/мм2). Этот же эффект улучшения предела выносливости после двойной изотермической обработки установлен М.Ю. Эйфером на сложнолегированных кремнистых сталях (рис. 64).
Для широкого применения изотермической закалки как обычной, так и двойной, требуются рессорно-пружинные стали более высокой прокаливаемости, чем кремнистая. Поэтому необходима разработка и внедрение в промышленность новых глубокопрокаливающихся пружинных сталей. Улучшение механических и технологических свойств кремнистой стали может быть достигнуто дополнительным легированием ее другими, главным образом карбидообразующими, элементами.