



Характеристика исходных материалов для получения композиционных материалов
В качестве наполнителя при изготовлении пористых композиционных материалов были выбраны пустотелые углеродные микросферы производства НИИграфита и микросферы из оксида алюминия и натрийборсиликатные производства ВНИИСПВ.
Микросферы из углерода имеют сферическую форму с dэф частиц от 15 до 200 и средней толщиной стенки ~ 7,5 мкм. По современным представлениям углеродное вещество стенок микросфер близко к стеклоуглероду.
Микросферы из Al2O3 имеют правильную сферическую форму с диаметром частиц от 15 до 200 мкм. По внешнему виду их разделяют на матовые и прозрачные. Матовые частицы имеют развитый рельеф на внешней и внутренней поверхностях, а у прозрачных рельеф слабовыраженный. Морфология внешней поверхности имеет характерный сетчатый рисунок, образованный удлиненными кристаллами длиной от 2 до 10 мкм. Формирование такого рельефа характерно при кристаллизации тонких пленок.
Структура внешней и внутренней поверхностей натрийборсиликатных микросфер гладкая, без заметного рельефа.
Микросферы из оксида алюминия содержат в своем составе 7,5 мас. % Al2O3, остальное — примеси SiO2, Fe2O3, MgO; натрийборсиликатные микросферы состоят из 80 маc. % SiO2; 10 Na2O; 3,8 B2O3, остальное — примеси Al2O3, Fe2O3, MgO, CaO, К2O.
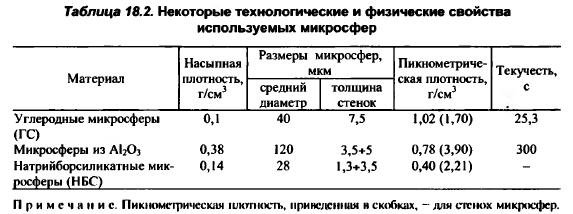
Некоторые технологические и физические свойства используемых микросфер приведены в табл. 18.2. Насыпная плотность и текучесть определены по ГОСТ 19440—74 и 20899—75, средний диаметр частиц — по ГОСТ 23402-78, пикнометрическая плотность — по общепринятой методике, в качестве пикнометрических жидкостей использовали керосин и гептан.
Углеродные микросферы имеют структуру стеклоуглерода, а натрийборсиликатные микросферы аморфны. Значения коэффициентов теплопроводности и термического линейного расширения материалов, из которых изготовлены микросферы, приведены ниже:

В качестве исходных порошков материалов матриц были выбраны порошки карбида титана (ТУ 6-09-492—70), карбида циркония (ТУ 6-09-131—70), борида титана (МР1У 6-09-6333—69) и борида циркония (МРТУ 6-09-6086-69) производства Донецкого завода химреактивов.
Карбиды титана и циркония получены восстановлением оксида соответствующего металла углеродом по следующей суммарной реакции:

Компоненты шихты (5—10 % избытка прокаленной сажи по сравнению с теоретически необходимым количеством) тщательно перемешивают в шаровых мельницах и полученную смесь прессуют в брикеты. Карбидизацию проводят в вакуумных печах сопротивления с графитовым нагревателем или в печах сопротивления с защитной атмосферой. Защитным газом могут служить водород, оксид углерода, метан или смеси этих газов.
Для получения боридов титана и циркония используют борокарбидный метод: 2MeO + B4C + C —> 2МеВ2 + 2СО.
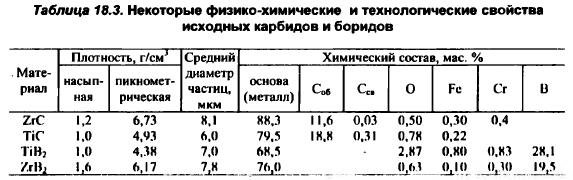
Компоненты шихты (порошки оксида тугоплавкого металла, карбида бора и ламповой сажи) предварительно тщательно перемешивают и брикетируют. Процесс образования борида ведут в течение 1—1,5 ч при температурах 1600—1800 °С в вакуумных печах. Физико-химические свойства исходных карбидов и боридов приведены в табл. 18.3.
С целью активирования уплотнения брикетов при спекании исходные порошки карбидов и боридов титана и циркония перед их смешиванием с микросферами подвергали интенсивному измельчению в шаровой вращающейся мельнице до эффективного размера частиц менее 1 мкм по режиму, описанному в выполненных ранее исследованиях (среда — спирт; время измельчения 72 ч; отношение массы шаров из твердого сплава ВК6 к массе порошка 10:1; коэффициент заполнения мельницы 0,5; диаметр шаров 6—8 мм; отношение длины барабана мельницы к его диаметру 0,33; скорость вращения барабана 0,7Nкр). Измельченные порошки высушивали в течение 24 ч при комнатной температуре с целью предотвращения их окисления или воспламенения, затем просеивали через сито № 025 (60 меш).
Как установлено рентгеноструктурным фазовым анализом, исходные и измельченные порошки карбидов и боридов титана и циркония однофазны. Сравнение дифрактограмм исходных и измельченных порошков показало, что измельчение приводит к уширению дифракционных линий, особенно заметному при больших брэгговских углах, ослаблению их интенсивности и возрастанию диффузного фона.
Изменения дифракционных линий связаны с наличием напряжений в материалах после их интенсивной деформации при размоле. К уширению линий приводят микронапряжения (напряжения II рода), появляющиеся в процессе пластической деформации твердого тела.
Такие искажения связаны с изменением дислокационной структуры в объеме твердого тела. М.А. Кривоглаз предложил делить дефекты в кристаллах, связанные с микронапряжениями и статическими искажениями, на два класса: ограниченные и бесконечно большие в одном или двух направлениях. Прямолинейные дислокации, проходящие через весь кристалл, являются бесконечно протяженными дефектами и вызывают уширение линий. К уширению линий приводят также хаотически распределенные по кристаллу дефекты упаковки или системы дислокаций. Если дислокационная линия замкнута, как в случае дислокационных петель, то размеры дефекта ограничены и интенсивность линий на дифрактограмме уменьшается.
Проведенные в работе исследования показали, что изменение свободной энергии порошковой системы в результате термомеханического воздействия определяется двумя факторами: увеличением поверхностной энергии и дефектности кристаллической решетки. Поверхностная энергия порошков из ZrC после обработки составила 19,74 Дж/г, а запасенная в результате увеличения плотности дислокаций 0,68 Дж/г. Энергетическая оценка показала, что вклад в свободную энергию, зависящий от дисперсности частиц порошка, на порядок выше, чем из-за увеличения плотности дислокаций. Однако термическая стабильность поверхностной энергии ниже по сравнению с запасенной поверхностной энергией при механической обработке твердых тел, поэтому накопленная энергия при искажении кристаллической структуры должна, вероятно, оказывать более существенное влияние на формирование микроструктуры спеченного материала.
В табл. 18.4 приведены некоторые теплофизические и прочностные характеристики используемых в работе тугоплавких соединений.
