



Газофазный метод нанесения покрытий
В основе термохимических методов нанесения покрытий могут лежать следующие химические реакции, приводящие к выделению на поверхности изделия необходимых веществ:
1) термическое разложение: МеГ2х —> Me + хГ2;
2) реакция диспропорционирования, возможная в случае, если в зону реакции вносится соединение с пониженной валентностью металла: 2MeГ2 —> Me + Г4; 3MeГ2 —> Me + 2MeГ3;
3) восстановление химически более активным элементом, например водородом: МeГ2х + хН2 —> Me + 2хНГ;
4) выделение металла вследствие реакции минерализации — реакции, основанной на различной термодинамической активности крупных и мелких частиц реагирующего вещества, а также различной термодинамической активности кристаллов по кристаллографическим направлениям:

5) взаимодействие с основой:
а) в результате обменной реакции MeГ + B —> Me + BГ;
б) при образовании сплава с элементом основы (растворы, интерметаллиды и т. д.) MeГ2х + В —> [Me — В] + хГ2;
в) в результате одновременного действия реакций диспропорционирования, возможного при избытке в системе осаждаемого металла и сплавообразования: MeT2х + Me —> 2MeГх; 2MeГх + B —> [Ме—В] + МеГ2х;
б) реакции совместного осаждения: MeГ + RГ —> MeR + Г2; MeГ + RГ + Н2 —> MeR + 2HГ; MeГ +Rгаз —> MeR + Г; 2MeF +Rгаз —> MeR + МеГ4 (R представляет другой металл или элемент — углерод, бор; для последней реакции — азот или кислород).
Рассматривая реакции выделения металла, можно показать, что по взаимодействиям, приведенным в пункте 5, могут образовываться покрытия только в виде сплава с основой. Эти реакции — главные в процессах, получивших название цементационных или процессов поверхностного легирования. По реакциям пункта 6 на поверхности основы выделяется сплав, компоненты которого доставляются извне. В остальных случаях на поверхности может выделяться чистый металл, если скорость взаимной диффузии его и материала основы меньше скорости осаждения металла. Скорость осаждения металла или сплава определяется термодинамическими и кинетическими факторами.
Процесс осаждения металла ведут обычно в условиях, при которых константа реакции близка к единице и даже несколько более затрудненных, так как при слишком сильно смещенном равновесии в сторону выделения металла осадок получается рыхлым, слабо связанным с основой.
Величина изменения стандартного термодинамического потенциала реакции свидетельствует о степени вероятности процесса образования покрытий. Ho во многих случаях реакция выделения металла становится заметной при существенно положительной величине изменения потенциала. Это связано с тем, что реакции на практике всегда протекают при наличии потоков исходных веществ и конечных продуктов. В одних случаях потоки создаются принудительно, в других — естественно. В замкнутых объемах возникает перепад давлений и концентрации из-за разности равновесных давлений, существуют конвективные потоки и т. д. Потоки выносят продукты реакции, равновесие нарушается и реакция протекает более полно. При слишком же большой положительной величине изменения стандартного потенциала реакции равновесные концентрации или парциальные давления продуктов реакции становятся настолько малыми, что сила и интенсивность потоков оказываются недостаточными для смещения равновесия.
Для получения покрытий сложного состава используют смеси исходных соединений. В этом случае о возможности выделения элементов из соединений не всегда можно судить по величине стандартных термодинамических потенциалов отдельных реакций. Это связано с действием поверхностно-активных веществ и адсорбционным вытеснением одних элементов другими.
Кинетические характеристики процессов зависят прежде всего от агрегатного состояния исходных соединений, которые могут находиться в жидком или в парообразном состоянии при соприкосновении с обрабатываемой поверхностью.
Характерные особенности химического газофазного процесса следующие:
— температура обрабатываемой поверхности и газовой смеси может существенно различаться;
— смеси сложного состава могут иметь неравновесное содержание отдельных компонентов, что упрощает их приготовление;
— процесс может осуществляться при различном давлении, варьирование которым позволяет смещать равновесие в желаемую сторону.
Газофазные процессы различаются в зависимости от того, в каком состоянии вносится в установку вещество, подлежащее осаждению. Оно может входить в состав предварительно полученного легколетучего соединения, испаряемого в установке в зону реакции. Такие процессы мы будем называть газофазными процессами с прямым транспортом. В зависимости от условий процесса вещество можно выделить из соединения по реакции любого типа, кроме указанной в пункте 4. На практике, однако, в качестве исходных соединений используют только соли высшей валентности из-за их большей летучести. Поэтому исключаются также реакции, указанные в пунктах 2 и 5в.
Процессы с прямым транспортом пригодны для получения покрытий толщиной от нескольких микрометров до нескольких десятков миллиметров. По такой схеме сравнительно легко построить процесс для совместного осаждения двух или более металлов.
Если вещество в установку вносят в чистом виде или в виде сплава и пропускают над ними активный газ или пар (галогены, галоидные соли высшей валентности и т.п.), то в результате их взаимодействия образуются летучие соединения, которые попадают в зону реакции. В основе этих процессов лежат химические транспортные реакции, а сами процессы получили название газотранспортных. Имеется также несколько разновидностей газотранспортных процессов, различающихся по характеру потока реагирующих веществ. Основные из них следующие: 1) изотермические процессы без принудительного потока; 2) процессы с принудительным потоком и произвольным температурным режимом; 3) процессы без принудительного потока с температурным перепадом.
1. Изотермические процессы без принудительного потока на практике нашли наибольшее распространение из-за простоты осуществления. В контейнеры укладывают изделие и засыпают его смесью порошка металла или сплава с инертным порошком. Кроме того, добавляют вещество, выделяющее при нагревании галогены. Покрытие образуется по реакциям, указанным в пунктах 4 и 5. Особенно благоприятны условия для протекания реакции пункта 5в из-за избытка в системе осаждения металла, который способствует поддержанию высокой концентрации низших солей. На поверхности основы протекает эта реакция, а образующаяся высшая соль затем регенерирует: МеГ2х + Me —> 2 МеГх.
При получении покрытий нагреванием изделия в смесях порошков с активатором (см. реакцию, пункт 4) на поверхности получаются только сплавы металла с материалом основы. Обусловлено это, очевидно, низкой скоростью переосаждения металла, которая в свою очередь является следствием очень малого выигрыша в энергии реакции минерализации.
Процессы с принудительным потоком и произвольным температурным режимом практически осуществить сложнее, чем предыдущие, но возможности их шире, так как покрытия можно получить по реакциям любого типа. При нанесении покрытий в зону выделения вещества помещают обрабатываемое изделие. Вариант можно использовать как для поверхностного легирования, так и для получения чистых осадков. Его достоинство — высокая чистота покрытий, так как при этих условиях затруднен перенос особенно опасных примесей кислорода, азота, углерода.
Процессы без принудительного потока с температурным перепадом удобны для получения тонких пленок с заданной структурой. Потоки возникают вследствие градиента парциальных давлений. Вещества могут выделяться по реакциям всех типов, но обычно при ведении процесса поддерживают условия, способствующие развитию реакций диссоциации и диспропорционирования.
Транспорт исходных соединений, предварительно внесенных в установку для газофазного нанесения покрытий осуществляется в результате испарения либо в вакууме, либо в потоке газа-носителя (инертный или реагирующий газ: водород, азот, CO2 и т.д.).
При испарении в вакууме его создают в установке до начала испарения исходных веществ. Давление в установке во время процесса осаждения составляет от единиц до десятков миллиметров ртутного столба. В этом интервале имеет место диффузионное перемещение газообразных веществ.
Поток исходных веществ можно разделить на три участка: 1) испарение вещества в испарителе; 2) диффузия вещества от испарителя к изделию и 3) диффузия вещества к поверхности при встречном потоке продуктов реакции.
На первых двух участках скорость потока можно увеличить, повышая температуру испарителя. На третьем участке такой путь форсирования процесса оказывается ограниченно возможным, так как повышение общего давления затрудняет встречную диффузию продуктов реакции. Оптимальная величина давления паров исходного соединения зависит от величины равновесного давления продуктов реакции.
При непрерывной откачке системы давление в ней определяется соотношением между производительностью испарителя, равновесным давлением пара при заданной температуре термостатирования, производительностью насоса и пропускной способностью трубопровода от реакционной камеры к насосу.
При испарении в потоке газа-носителя поток вещества можно вычислить по формуле

где V — скорость потока газа, рв — парциальное давление испаряемого вещества.
Связь между парциальным давлением и количеством вынесенного вещества определяется выражением

где nв — число молей исходного вещества; nг.н — число молей газа-носителя (устанавливают по расходомеру, показывающему v, л/ч); P — общее давление.
Величину рв вычисляют, находя опытным путем количество испарившегося вещества и протекшего газа.
Процесс образования осадка из газовой фазы состоит из следующих ступеней: 1) транспорт исходных веществ к поверхности; 2) адсорбция их на поверхности; 3) миграция адсорбированных частиц к месту химической реакции; 4) химическая реакция; 5) включение атома в кристаллическую решетку; 6) десорбция продуктов реакции; 7) транспорт продуктов реакции в объем.
Выделить в реальном процессе роль каждой из этих ступеней не всегда возможно. Задача упрощается, если ступени 1 и 7 объединить и рассматривать как единую стадию процесса — транспорт в газовой фазе. Остальные ступени процесса связаны с взаимодействием реагирующих веществ с поверхностью. Различить влияние этих двух групп ступеней на ход процесса сравнительно нетрудно, если проследить кинетические характеристики процесса, например рост толщины покрытия в зависимости от концентрации в газовой смеси исходного соединения.

Рис. 17.5, а иллюстрирует ход процесса, при котором металл (Me) может выделяться в результате диссоциации или диспропорционирования соединения. При малых концентрациях исходного вещества наблюдается прямолинейная зависимость скорости процесса от концентрации. При увеличении концентрации исходного вещества кажущийся порядок реакции уменьшается и становится равным нулю. Это соответствует адсорбционному насыщению обрабатываемой поверхности, когда увеличение концентрации в газовой фазе не изменяет поверхностной концентрации.
Если металл выделяется в результате восстановления газообразным восстановителем (например, водородом), то график выглядит, как показано на рис. 17.5, б. Горизонтальный участок означает, что в данной области скорость образования осадка voc не зависит от концентрации.
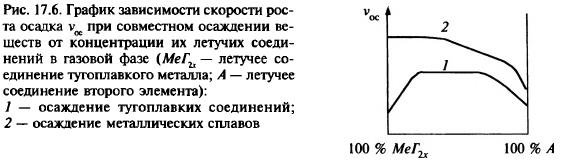
Если из летучих соединений MeT2x и А выделяются соответственно металл и элемент, которые образуют между собой сплав, то зависимость скорости роста осадка от концентрации исходных веществ имеет вид одной из кривых, изображенных на рис. 17.6. Второй элемент может быть металлом или неметаллом (С, В, N, Si и т. д.), образующим летучее соединение (SiCl4, CmHn) или представляющим собой газ (N2). Совместное осаждение компонентов приводит к увеличению скорости роста осадка (кривая 1).
Иногда скорость совместного осаждения меньше скорости осаждения одного из компонентов. Кривая 1 характерна для процессов осаждения тугоплавких соединений; кривая 2 — для осаждения сплавов, образующихся с небольшим выигрышем в энергии, например металлических.
Скорость потока газовой смеси влияет на степень равномерности толщины покрытия по длине образца. Равномерной толщины покрытия получаются при концентрации исходного соединения, соответствующей горизонтальному участку кривых, независимо от скорости газового потока. Если процесс проводится при концентрации исходного соединения, соответствующей наклонному участку, то толщина покрытия окажется неравномерной по длине изделия. Ho в этом случае увеличение скорости потока приводит к повышению равномерности толщины покрытия.
При предельной скорости потока скорость процесса осаждения практически перестает изменяться. Предельную скорость потока устанавливают опытным путем. Следует отметить, что не всегда можно добиться равномерности осаждения, увеличивая скорость потока, так как при этом неравномерно изменяется температура обрабатываемого изделия.
При осаждении из газовой фазы вещество может выделяться в виде слоя компактного осадка, порошка различной крупности, игл или дендритов. Характер осадка обусловлен параметрами процесса, гермодинамическими и кинетическими условиями, наличием примесей и т. д.
Процесс роста кристаллов вещества, выделяемого из паров летучих соединений, в известной мере подобен процессу роста кристаллов из жидкой фазы. При осаждении из летучих соединений критерием степени пересыщения является величина изменения термодинамического потенциала реакции.
Когда температура поверхности достаточно высока для быстрого протекания реакции и достижения на поверхности положения равновесия, между величиной изменения термодинамического потенциала и формой осадка наблюдается следующая связь. Порошок образуется при большой скорости осаждения и малой скорости роста кристаллов. Большой скорости осаждения способствует сильное смещение равновесия в сторону выделения осаждаемого вещества или значительная отрицательная величина термодинамического потенциала реакции и высокая концентрация исходного соединения. Рост зерен затрудняется с понижением температуры и увеличением концентрации примесей. В таких случаях образуется много новых центров кристаллизации. Частицы образуются мелкие и слабо связанные между собой.
Приближенно условия образования порошка можно охарактеризовать такими величинами: температура процесса — ниже температуры плавления осаждаемого вещества; выигрыш в энергии по суммарной реакции |AZp°| > 42—84 кДж/моль окислителя.
При небольшом пересыщении, когда равновесие слабо смещено в сторону выделения вещества, рост осадка преимущественно происходит на энергетически выгодных местах поверхности. При этом на монокристаллах растет осадок с хорошо выраженной эпитаксией. На поликристаллической поверхности в этих условиях вырастают иглы и дендриты. Наиболее благоприятны для роста игл и дендритов условия на углах, ребрах и выступах поверхности. Вырастающие иглы и дендриты могут экранировать базовую поверхность основы, вследствие чего рост осадка на ней прекращается. Методом газофазного осаждения получают нитевидные кристаллы — «усы» различных веществ. Росту игл способствует температурный градиент между выступами и впадинами на поверхности основы.
Плотный компактный осадок образуется, если равновесие заметно смещено в сторону выделения вещества, но без твердого катализатора реакция все же не протекает. Кроме того, должна быть большая скорость роста кристаллов. Чтобы замедлить скорость выделения вещества, понижают концентрацию исходного соединения.
Установка для газофазного осаждения веществ на поверхности материалов включает:
1) источник газа-носителя и систему его очистки;
2) приборы для контроля и регулирования процесса;
3) испарители летучих соединений;
4) нагревательные устройства с рабочей камерой, в которой протекает процесс осаждения;
5) конденсаторы (система улавливания отходящих паров).
В установку иногда добавляют откачную систему и вентиляторы для создания замкнутого потока газа.
Испарители летучих веществ, пожалуй, наиболее сложный узел установки. Их назначение — равномерная подача испаряемого вещества в камеру при заданном парциальном давлении.
Сравнительно просто и удовлетворительно работают устройства для испарения. Для жидких веществ при участии газа-носителя последний насыщают парами этих веществ при барботировании. Если же процесс проводится в вакууме, то на выходе из испарителя устанавливают капилляр, пропускная способность которого зависит от давления пара, поддерживаемого на заданном уровне термостатированием испарителя. Порошкообразные вещества испаряют из лодочек, помещенных в обогреваемые трубы, через которые пропускают газ-носитель.
Температура термостатирования газофазной установки не должна превышать 300 °С. В противном случае возникают осложнения при выборе конструкционных материалов. При 250—300 °C в парах галогенидов удовлетворительно работают нержавеющая сталь и фторопласты в качестве прокладочного материала.
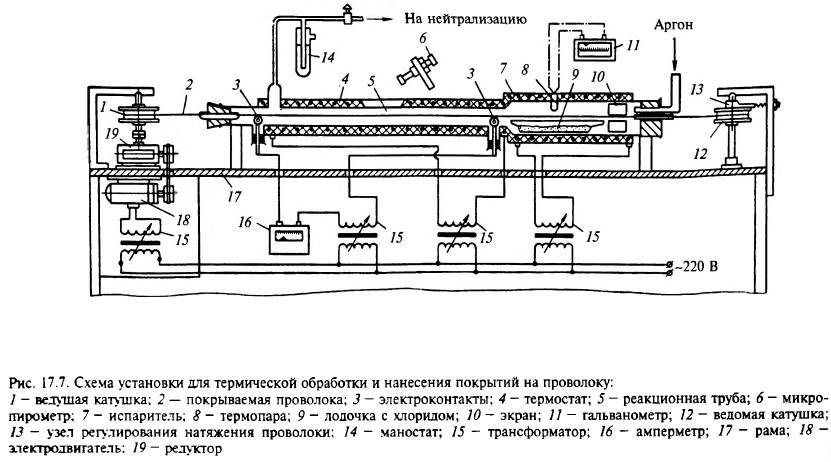
Изделие нагревают проходящим индукционным током и в печах сопротивления. Установки для нагрева проходящим током наиболее просты по конструкции, их применяют при обработке проволоки, ленты, труб (рис. 17.7).
На установке с индукционным нагревом можно нагревать до температуры реакции только изделие, а стенки камеры остаются при температуре, достаточной для испарения солей.
В печах сопротивления с графитовым трубчатым нагревателем можно проводить процесс при температуре до 2500 °С. Процессы, протекающие при меньших температурах, осуществляют в стальных и кварцевых трубах, обогреваемых наружными элементами (нихромовые спирали, силиты и т.п.). Схема высокотемпературной печи для газофазного осаждения показана на рис. 17.8.
Каждому виду нагрева присуще свое направление температурного градиента в растущем покрытии, что часто влияет на форму и структуру образующегося осадка. При прямом нагреве температура понижается по мере удаления от поверхности, а при косвенном нагреве — в обратном направлении.
