



Стойкость фрезы
Стойкостью называется время непосредственной работы фрезы от заточки до переточки, измеряемое в минутах.
Стойкость непосредственно связана о износом и зависит от тех же факторов: свойств обрабатываемого материала и материала инструмента, режима резания, геометрии инструмента и качества смазывающе-охлаждающей жидкости.
В общем случае чем выше твердость и прочность обрабатываемого материала, тем больше скорость нарастания износа и, следовательно, меньше стойкость инструмента. Однако некоторые материалы обладают определенными специфическими свойствами, которые следует учитывать при резании. Например, чугун имеет сильную истирающую способность, так как содержит значительное количество твердых зерен карбида железа. Аналогичную способность в несколько меньшей степени имеют высокоуглеродистые и легированные инструментальные стали. Поэтому стойкость фрез при обработке этих материалов ниже, чем при фрезеровании малоуглеродистых конструкционных сталей. Нержавеющие и жаропрочные стали и сплавы, кроме абразивного износа, создают повышенный молекулярный износ, обладают низкой теплопроводностью, сильно упрочняются при резании, сохраняют твердость и прочность при высоких температурах. Их обработка резанием сопряжена с большими трудностями вследствие низкой стойкости инструментов.
Материал инструмента и в первую очередь его теплостойкость оказывают большое влияние на продолжительность работы инструмента. При равных условиях резания фрезы из быстрорежущей стали имеют значительно меньшую стойкость, чем оснащенные твердым сплавом.
Как было установлено при рассмотрении теплообразования, из элементов режима резания наибольшее влияние на температуру нагрева инструмента, а значит на его стойкость, оказывает скорость резания. Например, при увеличении скорости резания на 20...25 % стойкость снижается в 2...3 раза. Следовательно, для сохранения необходимой стойкости фрезы выгоднее работать в первую очередь с наибольшими шириной фрезерования, глубиной резания и подачей и только после этого выбирать допустимую скорость резания.
Большое влияние на стойкость оказывает геометрия заточки фрезы. С увеличением переднего угла в допустимых пределах, уменьшением углов в плане при положительном значении угла наклона главной режущей кромки X и создании дополнительной режущей кромки при вершине зуба стойкость фрезы увеличивается.
Смазывающе-охлаждающая жидкость уменьшает нагрев инструмента, внешнее трение и создает расклинивающее действие на срезаемый слой металла. Поэтому применение смазки и охлаждения при резании увеличивает стойкость фрезы.
Кроме ранее рассмотренных способов охлаждения, при фрезеровании труднообрабатываемых сталей и сплавов высокая эффективность охлаждения достигается применением жидкого углекислого газа, который подается в зону резания из баллона через отверстие сопла диаметром в несколько десятых долей миллиметра. Охлаждаясь за счет расширения при выходе из сопла до — 78 °С, углекислый газ оседает на поверхности зубьев фрезы в виде белого налета — инея, создавая интенсивное охлаждение инструмента.
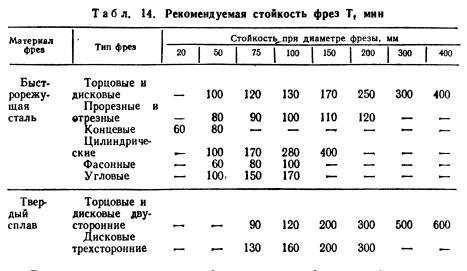
Стойкость инструмента, обеспечивающая высокую производительность и наименьшие материальные затраты, связанные с изготовлением деталей, называют экономической (см. табл. 14).
В определенных условиях бывает целесообразно работать с другой стойкостью, например, при обработке крупной партии деталей на настроенном станке, когда нежелательно менять фрезу до окончания всей работы. В этом случае стойкость фрезы увеличивают за счет снижения скорости резания.