



Силы, действующие при фрезеровании
Причины возникновения сил резания. Обрабатываемый материал оказывает сопротивление резанию. Это сопротивление, прогибая фрезу, заготовку и узлы станка, ухудшает качество обработки. На преодоление его расходуется электроэнергия, потребляемая двигателем станка. Поэтому изучение причин и зависимости усилия резания от условий работы имеет большое практическое значение.
Основными причинами возникновения сил сопротивления резанию являются силы, препятствующие деформации и скалыванию элементов стружки, и силы трения, возникающие на контактных поверхностях зубьев фрезы, стружки и обрабатываемой заготовки. Причем первые составляют примерно 90 % общей силы сопротивления резанию.
Силы, действующие на фрезу и заготовку. При работе прямозубой фрезы (рис. 163, а) силу сопротивления резанию R можно представить как геометрическую сумму двух сил: радиальной Pp, действующей по радиусу фрезы, и касательной Pz, направленной по касательной к окружности вращения фрезы. Радиальная сила стремится оттолкнуть фрезу от заготовки и прогнуть фрезерную оправку, а касательное усилие непосредственно препятствует резанию. Co стороны фрезы эти силы действуют на заготовку в противоположном направлении.
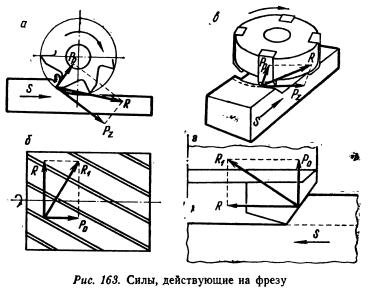
Для фрез с винтовыми зубьями характерно возникновение дополнительной осевой силы Po (рис. 163, б), получаемой при геометрическом разложении общего усилия резания R1. Эта сила стремится сдвинуть фрезу в осевом направлении, и поэтому ее желательно направить в сторону более жесткой опоры — шпинделя. Аналогичная картина действия сил резания наблюдается и при работе торцовых фрез (рис. 163, в и г).
Наибольшим по величине является касательное усилие Pz, которое превышает остальные составляющие силы резания в два и более раз. Это усилие совпадает с направлением скорости резания и непосредственно осуществляет работу по срезанию стружки. Поэтому для технологических расчетов в качестве общего усилия резания практически принимается сила Pz.
Зависимость силы резания от условий работы. Сопротивление резанию зависит от механических свойств обрабатываемого материала, геометрии фрезы, режима резания и свойств смазывающе-охлаждающей жидкости.
Способность обрабатываемого металла оказывать сопротивление резанию можно характеризовать удельным давлением р, которое представляет собой силу резания, приходящуюся на один квадратный миллиметр площади поперечного сечения срезаемой стружки. Удельное давление зависит не только от механических свойств обрабатываемого металла, но и от наибольшей толщины стружки, имеющей при фрезеровании, как известно, форму запятой. При этом усадка стружки не учитывается. Для более тонких стружек удельное давление при прочих равных условиях увеличивается, и наоборот, оно уменьшается для стружки большей толщины.

Наибольшая толщина стружки анб (рис. 164) измеряется (в мм) вдоль радиуса фрезы между поверхностями резания, образуемыми двумя соседними зубьями работающей фрезы. Если с некоторым приближением считать участок дуги BC прямолинейным, то из прямоугольного треугольника ABC получим

где sz — подача на зуб фрезы, мм/зуб; ф — угол контакта фрезы с заготовкой, град.
Тригонометрическую функцию косинуса угла ф определим из треугольника OAE:

Из этого же треугольника выведем формулу синуса угла контакта:

Подставив вместо буквенных обозначений сторон треугольника их значение из рис. 164 и выполнив несложные математические действия, окончательно получим

Формулы (52) и (53) справедливы для цилиндрических и дисковых фрез. При обработке плоскостей торцовыми фрезами в указанные формулы вместо глубины резания i следует подставлять ширину фрезерования В.
При торцовом фрезеровании стружка имеет наибольшую толщину в основной плоскости фрезы, параллельной направлению подачи. Поэтому для симметричного фрезерования aнб = sz. Такое же равенство сохраняется и для несимметричного фрезерования, когда ось фрезы располагается в пределах ширины фрезеруемой поверхности. Ниже в табл. 13 приведены ориентировочные значения удельных давлений для различных материалов.
Влияние углов геометрии фрезы на процесс резания было рассмотрено ранее. Наиболее существенное действие на силу резания оказывают передний угол у, главный угол в плане ф и угол наклона главной режущей кромки и или К.

С увеличением переднего угла зуб фрезы легче внедряется в обрабатываемый материал и разъединяет его частицы. С изменением угла в плане ф изменяется длина активной части главной режущей кромки l (см. рис. 156), благодаря чему изменяется и сила сопротивления резанию. Для уменьшения силы резания следует применять фрезы с большим углом ф. Угол наклона главной режущей кромки способствует увеличению поперечного переднего угла y1, действующего в направлении резания, и тем самым уменьшению сопротивления обрабатываемого материала резанию.
Элементы режима резания оказывают различное влияние на величину силы резания. При увеличении ширины фрезерования и глубины резания увеличивается длина активной части главной режущей кромки и количество зубьев фрезы, одновременно участвующих в резании, что приводит к пропорциональному увеличению усилия резания. С увеличением подачи на зуб активная длина главной режущей кромки не изменяется, но увеличивается толщина и площадь поперечного сечения срезаемых стружек. Следовательно, в этом случае сила резания также увеличивается, но в меньшей степени. Поэтому для снижения силы сопротивления резанию выгоднее работать с большей подачей и меньшей глубиной резания и шириной фрезерования.
Скорость резания в узких пределах практически применяемых значений незначительно влияет на величину усилия резания.
При применении смазывающе-охлаждающих жидкостей сила резания уменьшается за счет уменьшения сил внешнего трения, возникающих на контактных поверхностях зуба фрезы, стружки и обрабатываемого материала. Кроме того, жидкость под давлением зуба фрезы, проникая в микротрещины срезанного металла, как бы разрыхляет его, тем самым облегчая резание.
Определение величины усилия резания. Зная удельное давление р, можно с достаточной для технологических целей точностью определить силу резания по упрощенной формуле

где Fсред — суммарная средняя площадь поперечного сечения одновременно срезаемых стружек, мм2.
Чтобы определить Fсред, воспользуемся формулой объема срезаемого металла в минуту W (в мм3/мин), который равен произведению ширины фрезерования В, глубины резания i и минутной подачи sм, т. е.

С другой стороны, минутный объем срезаемого металла можно также получить, если умножить суммарное среднее сечение одновременно срезаемых стружек Fсред на скорость резания v, выраженную в мм/мин, т. е. 1000 v:

Подставив вместо sм и v их значения из формул (2) и (3) и сделав соответствующие преобразования, окончательно получим

Приравняв правые части приведенных формул, получим откуда
