



Изготовление и эксплуатация фрез
Материалы для фрез. Основными материалами для изготовления фрез служат быстрорежущие стали и твердые сплавы, обладающие высокими режущими способностями.
Быстрорежущие стали являются железоуглеродистыми сплавами, легированными главным образом вольфрамом (до 18 %) и хромом (до 4 %). После термообработки эти стали приобретают высокую теплостойкость (красностойкость) до 600°, твердость HRC 62...65 и износостойкость, позволяющие вести обработку металлов со значительно более высокими скоростями резания по сравнению с другими инструментальными сталями.
По ГОСТ 19265—73 установлены четырнадцать марок быстрорежущих сталей, из которых для обработки конструкционных сталей рекомендуются марки P18, P12, Р9, Р6МЗ, Р6М5.
Для материалов повышенной прочности и вязкости, нержавеющих и жаропрочных сталей и сплавов предусмотрены быстрорежущие стали, легированные ванадием и кобальтом, обладающие повышенными режущими свойствами. К ним относятся стали марок: Р18Ф2, Р14Ф4, Р9Ф5, Р18К5Ф2, Р10К5Ф5, Р9К5, Р6М5К5, Р9К10, Р9М4К8.
Маркировка быстрорежущих сталей выполняется буквами и цифрами. Первая буква P обозначает быстрорежущую сталь; остальные: Ф — ванадий» M — молибден, К — кобальт. Цифры указывают среднее содержание легирующих элементов в процентах: первая цифра — вольфрама, остальные — элемента, обозначенного буквой перед ними. Например, сталь Р18К5Ф2 содержит 18 % вольфрама, 5 % кобальта и 2 % ванадия.
Быстрорежущие стали приобретают высокие режущие свойства после термической обработки — закалки при температуре
1260...1280° и высокого двух-, трехкратного отпуска с температурой нагрева до 560° и продолжительностью по одному часу.
Твердые сплавы являются наиболее распространенными инструментальными материалами, которые значительно превышают быстрорежущие стали по твердости, износостойкости, красностойкости (до 1000°), но уступают им в ударной вязкости и теплопроводности.
Твердые сплавы выпускаются в виде пластинок различных форм и размеров, полученных методом порошковой металлургии (прессованием и спеканием). Основой для них служат твердые зерна карбидов тугоплавких металлов — вольфрама, титана, тантана, связанных кобальтом.
Для обработки металлов резанием в соответствии с ГОСТ 3882—74 промышленностью выпускаются три группы твердых сплавов:
1. Вольфрамовые: ВК2, ВК3-М, ВК4, ВК.6-М, ВК6-ОМ, ВК6, ВК8, ВК10-ОМ.
2. Титано-вольфрамовые: Т30К4, Т15К6, Т14К8, Т5К10, Т5К12.
3. Титано-тантало-вольфрамовые: ТТ7К12, ТТ10К8-Б, ТТ8К6, ТТ20К9.
В обозначении марок твердых сплавов используются буквы: В — карбид вольфрама, К — кобальт, первая буква T — карбид титана, вторая буква T — карбид тантала. Цифры указывают примерное процентное содержание компонента, обозначенного буквой перед ними. В трехкарбидных сплавах первая цифра соответствует суммарному содержанию карбидов титана и тантала. Остальное в сплаве (до 100 %) — карбид вольфрама. Буквы в конце маркировки означают: В — крупнозернистая структура, M — мелкозернистая, OM — особо мелкозернистая. Например, сплав T5KI2 содержит 5 % карбида титана, 12 % кобальта, 83 % карбида вольфрама.
При выборе марок твердого сплава необходимо руководствоваться следующим.
1. Вольфрамовые сплавы по сравнению с титано-вольфрамовыми обладают меньшей температурой свариваемости со сталью, поэтому их преимущественно применяют для обработки чугуна, цветных металлов и неметаллических материалов. Кроме того, сплавы марок ВК6-ОМ, ВД.6-М, ВК8, BKlO-OM рекомендуется применять при фрезеровании труднообрабатываемых жаропрочных, нержавеющих и закаленных сталей.
2. Титано-вольфрамовые и титано-тантало-вольфрамовые сплавы предназначены для обработки сталей.
3. Режущие свойства твердого сплава определяются содержанием карбидов, связки и структурой. Большее содержание кобальта (связки) и крупнозернистая структура способствуют увеличению вязкости, уменьшают твердость и износостойкость сплава. И наоборот, сплавы с меньшим содержанием кобальта и мелкозернистые обладают противоположными свойствами — меньшей вязкостью, большей твердостью и износостойкостью. Вследствие этого для тонкого и чистового фрезерования с малым сечением стружки и большой скоростью резания следует выбирать сплавы с меньшим количеством кобальта и мелкозернистые (ВКЗ, ВКЗ-М, ВК6-ОМ, Т30К4).
Черновая и получистовая обработки выполняются в основном сплавами со средним содержанием кобальта (ВК4, ВК6, ВК6-М, Т15К6, Т14К8, ТТ10К8-Б).
Для тяжелых условий резания при черновой обработке высокопрочных металлов с большим припуском, отливок и поковок с твердой коркой рекомендуется применять сплавы с большим содержанием кобальта (ВК8, Т5К10, Т5К12, ТТ7К12).
В настоящее время ведутся обширные работы по внедрению в процессе обработки резанием черных металлов новых сверхтвердых инструментальных материалов, получаемых спеканием при высоких давлениях и температурах микропорошков кубического нитрида бора (соединение бора с азотом). Такие материалы выпускаются с размерами заготовок 4...8 мм под общим названием композиты, к ним, в частности, относится отечественный сверхтвердый материал марки эльбор-Р. Приближаясь по твердости к алмазу, композиты примерно вдвое превосходят его по теплостойкости (до 1500°) и поэтому способны резать не только сырые, но и закаленные до высокой твердости стали.
Особенности изготовления фрез. Фрезы из быстрорежущих сталей выполняются цельными, сварными и сборными.
Цельная конструкция применяется для насадных фрез сравнительно небольшого диаметра или малой ширины. Несмотря на простоту изготовления, такие фрезы обладают и существенными недостатками: большим расходом дорогостоящей быстрорежущей стали, из которой выполняются не только режущие зубья, но и корпус фрезы; невозможностью восстановления первоначальных размеров мерных фрез после износа.
Сварными выполняются концевые и шпоночные фрезы диаметром свыше 12 мм, хвостовики которых изготавливаются из дешевой конструкционной стали, привариваемой стыковой сваркой к быстрорежущей рабочей части.
Наиболее экономичной в эксплуатации является сборная конструкция фрез, в которой быстрорежущие ножи (зубья) механически крепятся в пазах корпуса, выполненного из конструкционной стали. Такие фрезы позволяют многократно использовать корпус и восстанавливать размеры фрезы после износа.
Оснащение фрез твердым сплавом осуществляется путем использования цельнонапаенных или сборных конструкций. В первом случае пластинки твердого сплава припаивают медью к корпусу фрезы, во втором — к ножам или крепят механически в корпусе фрезы.
Процесс напайки твердого сплава, кроме чисто технической сложности, сопряжен с частыми случаями некачественной припайки пластин и образования на них микротрещин, обусловленных внутренними напряжениями, возникающими при нагревании и охлаждении разнородных металлов, что в конечном счете ведет к нерациональному расходу дорогостоящего твердого сплава. Вследствие этого область использования цельнонапаянных фрез ограничивается фрезами небольших размеров, а в сборных конструкциях в последнее время наметилась тенденция механического крепления пластинок твердого сплава непосредственно к корпусу фрезы.
В этом направлении заслуживает внимания наиболее удачное конструктивное решение по созданию торцовых фрез с механическим креплением круглых и многогранных неперетачиваемых пластинок (рис. 158). Такие фрезы состоят из кольца 1, корпуса 2, призматических державок 3 с запрессованными в них штифтами 4, на которые свободно устанавливаются твердосплавные пластинки 5. Крепление пластинок в корпусе фрезы осуществляется с помощью винтов 7 и шайб 8. Пружины 6, устанавливаемые в гнезда кольца 1, служат для предварительного поджима пластинок к базовой поверхности кольцевой канавки корпуса. Необходимая геометрия зубьев фрезы достигается предусмотренным положением пластинок относительно корпуса. Фрезы снабжаются 8...10 комплектами запасных пластинок, которые нельзя смешивать между собой, так как пластинки каждого комплекта специально отсортированы по размерам с целью уменьшения биения фрезы.

Для срезания больших припусков до 20 и более миллиметров с поверхностей литых и кованых заготовок созданы конструкции многоступенчатых фрез с механическим креплением пластинок твердого сплава. Двухступенчатая торцовая фреза (рис. 158, б) оснащена пятигранными твердосплавными пластинками. Фреза имеет 12 зубьев, которые распределены через зуб по двум круговым ступеням, смещенными между собой в осевом направлении на 1/2 припуска на обработку и в радиальном направлении на 2...4 мм. Благодаря разделению общего припуска между зубьями ступеней уменьшается расход мощности на фрезерование, повышается производительность обработки за счет сокращения количества проходов.
Широкое применение режущих инструментов с непритачиваемыми пластинками твердого сплава способствовало возникновению нового весьма эффективного способа повышения их износостойкости и твердости. Для этого пластинки наиболее прочных марок твердого сплава (ВК8, Т5К10, ТТ7К12) покрывают тонким слоем (5...15 мкм) износостойкого карбида титана TiC или нитрида титана TiN, что позволяет повысить их стойкость в 3...4 раза.
В последнее время в машиностроении получили распространение торцовые фрезы (рис. 158, в), действие которых основано на методе ротационного (вращающегося) резания. Принципиальное отличие конструкции таких фрез заключается в том, что в качестве зубьев у них используются специальные резцовые головки 2, оснащенные вращающимися круглыми пластинками 1 чашечной формы из быстрорежущей стали или твердого сплава. В процессе резания за счет сил трения и определенного наклона пластинки получают вращательное движение вокруг собственной оси. Благодаря замене скольжения в местах их контакта с заготовкой на качение и постоянному обновлению активных участков режущих кромок стойкость фрез ротационного резания намного повышается.
Заточка фрез. В процессе эксплуатации фреза изнашивается, вследствие чего нарушается геометрическая форма зубьев. Для восстановления их режущих способностей фрезу необходимо своевременно затачивать.
Заточка обычно выполняется на универсально-заточных станках, снабженных подвижным поворотным столом и регулируемой по высоте поворотной шлифовальной головкой. Такие станки оснащаются центровыми стойками и универсальными головками, позволяющими устанавливать фрезы различных типов.
Режущими инструментами для заточки служат шлифовальные круги чашечной или тарелочной формы, состоящие из твердых абразивных зерен и связки.
Характеристика шлифовального круга определяется материалом абразивных зерен, зернистостью, твердостью и связкой.

По материалу зерен круги, используемые для заточки, делятся на электрокорундовые 2А и карбидокремниевые 6С, которые можно отличить по цвету. Первые имеют белый, сероватый или светло-розовый цвет, вторые — светло-зеленый. Электрокорундовые круги предназначены для заточки фрез из быстрорежущей стали, карбидокремниевые — для фрез, оснащенных твердым сплавом.
Зернистость круга обозначается числом, соответствующим величине образивного зерна в сотых долях миллиметра. Под твердостью круга подразумевается способность связки удерживать зерна от выкрашивания.
Для заточных работ применяются круги зернистостью 40...30, среднемягкие (CM1...CM2), на керамической связке.
Фрезы с остроконечной формой зуба затачиваются по задним поверхностям зубьев торцом чашечного круга. Для этого при затачивании зубьев по главным задним поверхностям, расположенным на цилиндрических участках насадных фрез, последние закрепляются на оправках и устанавливаются в центрах станка. Установка концевых фрез выполняется непосредственно в центрах.
Для повышения качества заточки круг должен соприкасаться с фрезой только одной стороной. С этой целью его торец наклоняют к оси фрезы под углом 1...2° (рис. 159, а).
Требуемый задний угол а обеспечивается за счет расположения режущей кромки зуба ниже оси фрезы на величину h (рис. 159, б), которая определяется по формуле

и фиксируется на станке упругим пластинчатым упором 1.
Заточка сборных торцовых фрез по главным задним поверхностям может производиться при установке фрезы в универсальной головке 1 (см. рис. 162) с помощью концевой оправки 2. Для совмещения главной режущей кромки с направлением продольной подачи стола станка головку разворачивают в горизонтальной плоскости на угол b = 90°—ф (рис. 160, а). Упор закрепляют на столе, поджимают к тыльной стороне затачиваемого ножа и регулируют по высоте так, чтобы режущая кромка находилась выше горизонтально расположенной оси фрезы на величину h, определяемую из формулы (49).
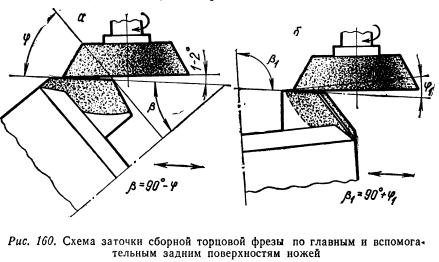
Заточка зубьев по вспомогательным задним поверхностям со стороны торца фрезы производится в основном подобно заточке торцовых сборных фрез по главным задним поверхностям ножей. Отличие в этом случае состоит в том, что горизонтально расположенную ось фрезы поворачивают относительно направления продольного хода стола станка на угол b = 90°+ф1 (рис. 160, б), а затем наклоняют вниз на требуемый задний угол а1.
Фрезы с затылованной формой зуба затачивают только по передним поверхностям торцом тарельчатого круга с помощью приспособления с делительным диском 1 (рис. 161), а требуемый передний угол обеспечивают смещением торца круга с оси фрезы на величину

Выполняя заточку, необходимо строго соблюдать меры предосторожности: надежно ограждать шлифовальный круг защитным кожухом, работать в защитных очках и находиться в стороне от плоскости вращения круга.
К качеству заточки фрез предъявляют следующие требования: отсутствие на режущих кромках завалов, сколов, прижогов и поверхностных трещин; биение режущих кромок не более 0,05 мм; заданное значение углов заточки.
Доводка фрез. Для удаления дефектного слоя и шероховатости, возникающих при заточке зубьев абразивными кругами, фрезы рекомендуется доводить. Доводка выполняется подобно заточке, шлифовальными кругами из зеленого карбида кремния зернистостью 6...5 средней мягкости CM1...CM2 на бакелитовой связке.
Более высокая эффективность доводки достигается при использовании алмазных кругов 3 (рис. 162), которые позволяют повысить стойкость фрез в 1,5...2 раза. Такие круги состоят из металлического или пластмассового корпуса и алмазоносного кольца зернистостью 6...4 на органической (бакелитовой) связке.

