



Консольно-фрезерные станки 1-го размера
Общие сведения. Новые модели консольно-фрезерных станков 6Р81, 6Р81Г и 6Р11, созданные на базе аналогичных станков серии «Н», относятся к станкам 1-го размера и изготавливаются на Дмитровском заводе фрезерных станков.
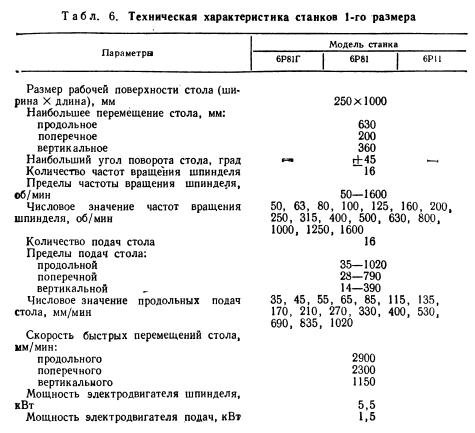
По конструкции и техническим характеристикам все три модели одинаковы (см. табл. 6). Исключение составляют станина вертикально-фрезерного станка модели 6Р11, имеющая прикрепленный спереди к верхней ее части корпус головки, и поворотные салазки у станков модели 6Р81, значительно расширяющие технологические возможности станка.

Коробка скоростей станков первого размера имеет раздельный привод шпинделя и связана с ним ременной передачей, которая поглощает вибрации, возникающие от неравномерной работы зубчатых механизмов коробки скоростей, вследствие этого можно полнее использовать скоростные возможности станков и добиться высокого класса шероховатости обработанных поверхностей. Наличие перебора привода главного движения позволяет удвоить число частот вращения шпинделя.
Кинематическая схема. Рассмотрим кинематическую схему станков 1-го размера на примере станка модели 6Р81 (рис. 110). Она состоит из цепи главного движения от электродвигателя к шпинделю, цепи подач от электродвигателя подач к столу станка и цепи быстрых перемещений стола.
Цепь главного движения. От фланцевого электродвигателя мощностью 5,5 кВт через упругую муфту получает вращение вал I коробки скоростей. На шлицах этого вала установлен блок зубчатых колес Б1, имеющий продольное перемещение вдоль оси вала, с числом зубьев 21 и 35. От этого вала через передачу 21—38 или 35—24 вал II может получить две частоты вращения. На валу II закреплены неподвижно зубчатые колеса 34, 31 и 28, которые передают вращение валу III через подвижные блоки БЗ зубчатых колес 28 и 31 (если включен блок Б3) или Б2 с колесами 38 и 34 (при включении блока Б2).
Количество возможных частот вращения ведомого вала равно произведению числа зубчатых колес в каждом из подвижных блоков. В рассматриваемом случае блоки Б1, Б2 и БЗ имеют каждый по два зубчатых колеса. Вал III в этом случае может получить (2х2х2) восемь частот вращения.
Через передачу 20—20 получает вращение ведущий шкив (диаметр 140 мм) и передает его через три клиновых ремня на ведомый шкив (диаметр 210 мм), С целью увеличения жесткости шпинделя и устранения возможности его изгиба под действием натяжения ремней приводной шкив (диаметр 210 мм) установлен не на конце шпинделя, а в подшипниках, помещенных в стакане, закрепленном в станине станка. При перемещении муфты M1 вправо от рукоятки А включения перебора зубчатые колеса перебора 30 и 25, связанные с ней, выйдут из зацепления с колесами 64 и 69 и шпиндель получит восемь верхних частот вращения. Если включить перебор, т. е. соединить колеса 30 и 64, 25 и 69, как показано на схеме, то через передачи 30—64 и 25—69 шпиндель получит еще столько же низших частот вращения. Следовательно, в станках первого размера шпиндель может иметь 16 частот вращения.
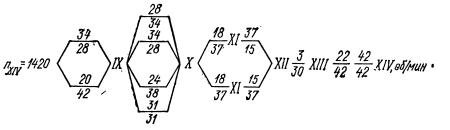
Структурная формула привода главного движения для определения частот вращения шпинделя будет иметь следующий вид:

где 0,98 — коэффициент, учитывающий проскальзывание ремней.
Цепь движения подачи. Привод подачи стола состоит из коробки подач, редуктора и коробки реверса.
Движение подачи стола осуществляется от отдельного электродвигателя (мощностью 1,5 кВт и частотой вращения 1420 об/мин). Через упругую муфту вращение передается на вал VIII коробки подач. Посредством передачи 34—28 или 20—42 при переключении блока Б4 вал IX получает две частоты вращения. Двумя двойными блоками Б5 и Б6 через передачи 28—34, 34—28, 31—31 и 24—38 валу X от вала IX сообщается четыре частоты вращения. На конце вала X неподвижно закреплено широкое колесо 18, с которым постоянно зацепляется колесо 37 блока Б7, свободно установленное на валу редуктора XI и имеющее возможность перемещаться вдоль его оси. Через передачи 18—37—15 или 18—37 и 15—37 число частот вала XII удваивается. Таким образом, вал XII может получить от электродвигателя 16 различных частот вращения. Через червячную передачу, обгонную муфту Mо, зубчатые передачи 22—42—42 вращение передается на центральный вал XIV коробки реверса.
Коробка реверса служит для передачи вращения винтам продольной, поперечной и вертикальной подач стола, а также для изменения направления вращения винта поперечной и вертикальной подач при неизменном направлении вращения вала электродвигателя подачи.
На валу XIV расположено широкое зубчатое колесо 42 и предохранительная муфта Mп, отрегулированная на передачу допустимого крутящего момента. Колесо 42 одновременно зацепляется с колесом 30 (на валу XVII) и правыми колесами 42 (на валах XV и XVIII). Левые колеса 42 на валах XV и XVIII постоянно находятся в зацеплении с колесом 30, неподвижно закрепленным на валу XVII. Перемещением кулачковых муфт М3 и М4 вправо или влево достигается реверсирование соответственно вертикальной и поперечной подач.
Передача вращения винту вертикальной подачи стола от широкого колеса 42 на валу XIV осуществляется через передачи 42—42 (при перемещении муфты М3 вправо), 15—30 или 42—30, 30—42 (при перемещении муфты М3 влево).
Передача на винт поперечной подачи осуществляется по цепи 42—42 (при перемещении муфты М4 вправо) или 42—30, 30—42 (при перемещении муфты М4 влево).
Как видно из кинематической схемы коробки реверса, она меняет направление вращения винтов вертикальной и поперечной подач, не изменяя частоту их вращения (так как передаточное отношение передачи равно единице).
От коробки реверса получает движение и винт продольной подачи стола XXII через передачи 42—30, 30—42—30, 35—27—19— 19—19, 14—28, 19—19—19. Кулачковая муфта М5 служит для реверсирования винта продольной подачи стола.
Структурная формула для определения частоты вращения вала XIV будет выглядеть так:
На винтах продольной подачи XXII, поперечной подачи XVIII и валу XV неподвижно закреплены односторонние кулачковые муфты (соответственно М6, М7, М8) и маховички ручных перемещений, свободно установленные на соответствующих винтах и валу XV, Для осуществления ручной подачи стола необходимо маховичок сдвинуть влево так, чтобы его выступы вошли во впадины кулачковой муфты.
Цепь быстрых перемещений, стола. Осуществляется от электродвигателя подачи, минуя коробку подач и редуктор, непосредственно на вал XIII через зубчатое колесо 12, закрепленное на конце вала VIII, и колесо 24, изготовленное как одно целое с корпусом фрикционной муфты М2. При сжатии дисков фрикционной муфты от рукоятки, расположенной с правой стороны консоли, ведущие диски передадут вращение ведомым, установленным на шлицах вала XIII, а они передают ускоренное вращение с постоянной частотой валу XIII. С такой же частотой будет вращаться и диск обгонной муфты, неподвижно закрепленный на валу XIII. Червячное колесо 30 получает движение через цепь рабочей подачи. Частота его вращения не совпадает с частотой вращения диска обгонной муфты, в результате чего ролики, расположенные в пазах диска, расклиниваются. Вал XIII автоматически расцепляется с червячным колесом 30, которое продолжает вращение, но со значительно меньшей частотой.
При опускании рукоятки включения быстрых перемещений вниз диски фрикционной муфты рассоединяются и вал XIII получает вращение от цепи рабочей подачи.
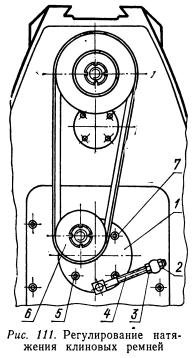
Регулирование натяжения клиновых ремней и зазоров в винтовой паре продольной подачи стола. Клиноременная передача привода шпинделя от коробки скоростей помещается под кожухом сзади станины станков 6Р81Г и 6Р81 и сверху станины станка 6Р11. При ослаблении ремней вследствие их вытяжки следует снять кожух и ослабить гайки 5 и 7 крепления фланца 1 (рис. 111). Если отпустить гайку 3 и навинтить гайку 2 на винт 4, соединенный с фланцем 1, то фланец вместе с узлом ведущего шкива 6 повернется против часовой стрелки, в результате чего увеличится расстояние между осями валов. После этого необходимо снова закрепить фланец 1 гайками 5 и 7.
Консольно-фрезерные станки 1-го размера имеют устройство для автоматической выборки люфта между боковыми сторонами профиля винта продольной подачи и гайки при фрезеровании методом по подаче. При снашивании гайки это устройство регулируют путем отпускания и подтягивания винтов 2 (рис. 112, а), предварительно ослабив гайки 1. После этого тайки 1 следует вновь закрепить. Правильность регулировки определяется легкостью поворота винта продольной подачи от маховичка с допущением свободного люфта винта в пределах угла поворота 10...15° без перемещения стола.
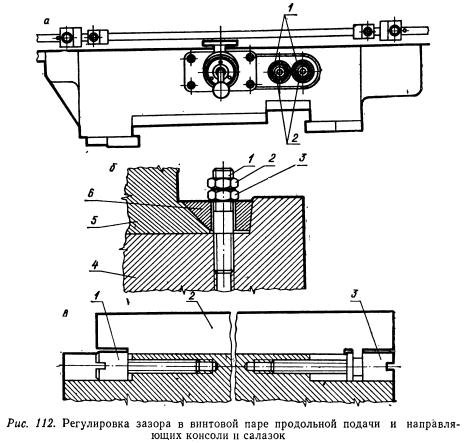
Регулировка планки консоли и клиньев салазок. В процессе работы направляющие станины и консоли изнашиваются, в результате чего между ними образуется зазор. Для его устранения служит планка трапецеидальной формы 6 (рис. 112, б), которая скосом прилегает к направляющей станины 5 и прижимается гайками 2 и 3 навинчиванием на шпильки 1, ввернутые в корпус консоли 4.
Величина зазора в сопряжении направляющих салазок и консоли регулируется при помощи клина 2 (рис. 112, в). При износе клина могут возникнуть зазоры в соединении, что отрицательно сказывается на качестве обработанных поверхностей. Для устранения зазора необходимо ослабить винт 1 и ввинчиванием винта 3 переместить клин 2 вперед. После этого вновь подтянуть винт 1, но без больших усилий, чтобы не вызвать продольного изгиба клина.
Перед включением механической подачи после регулировки необходимо проверить плавность перемещения стола на всей длине хода.
Консольно-фрезерные станки серии «Т». В настоящее время Вильнюсский станкостроительный завод «Жальгирис» выпускает консольно-фрезерные станки серии «Т» с шириной стола 125...200 мм. Они имеют ряд существенных преимуществ по сравнению с фрезерными станками серии «Р».
Новые станки обладают повышенной жесткостью шпиндельного узла, в них расширены пределы частот вращения и подач, в механизмах управления подач широко применены электромагнитные муфты, предусмотрен механизированный зажим инструмента.
За счет настройки станков на автоматизированые циклы перемещения стола и механизированного зажима инструмента сокращается вспомогательное время на обработку детали.