



Краткие сведения о консольно-фрезерных станках
Основные движения при фрезеровании и разновидности станков. При выполнении фрезерных работ заготовке 3 (рис. 1) сообщается поступательное движение, а режущему инструменту — фрезе 2 — вращение с определенной скоростью. Вращение фрезы, за счет которого совершается процесс резания, называется главным движением, а поступательное перемещение заготовки, обеспечивающее непрерывность этого процесса, — движением подачи. Эти движения осуществляются с помощью фрезерных станков.
На предприятиях общего машиностроения наиболее распространены консольно-фрезерные станки. Их характерной особенностью является наличие консоли в виде подвижного кронштейна, предназначенного для сообщения обрабатываемой заготовке движения подачи в вертикальном направлении. В связи с невысокой жесткостью консоли технологические возможности таких станков ограничиваются массой обрабатываемых деталей до 250...300 кг.

В зависимости от расположения шпинделя (вала, сообщающее го вращение фрезе) и некоторых других конструктивных особенностей, консольно-фрезерные станки делятся на горизонтальные, вертикальные, универсальные и широкоуниверсальные.
Устройство станков. Все консольнофрезерные станки имеют типовое устройство и состоят из ряда характерных узлов, обозначенных буквами на рис. 2.
Основание А служит опорой станков, а также используется в качестве резервуара для смазывающе-охлаждающей жидкости.
Станина Б является базовым узлом станка, во внутренней полости которого размещены: коробка скоростей с пультом переключения 3, шпиндель 4, электродвигатель главного движения 2 и аппаратура электрооборудования (в боковых нишах, закрытых дверцами 1). По вертикальным направляющим 6 типа «ласточкин хвост» перемещается консоль, в верхнем направляющем пазу такой же формы подвижно установлен хобот.

Шпиндель (см. рис. 3) — жесткий пустотелый вал, на переднем конце которого устанавливаются и закрепляются фрезы. Конический участок 1 отверстия, имеющий стандартную конусность 7:24 (разность диаметров конуса 7 мм на длине 24 мм), предназначен для установки фрез с помощью оправок или переходных втулок а цилиндр 3 служит для непосредственной установки крупногабаритных фрез. Поводки 2 предусмотрены для передачи крутящего момента от шпинделя к фрезе.
Хобот В в станках с горизонтальным шпинделем предназначен для поддержания свободного конца фрезерной оправки серьгой 5. Его вылет из станины можно регулировать и фиксировать в необходимом положении.

Консоль E — чугунная отливка коробчатой формы, внутри которой размещены: электродвигатель привода подачи, коробка подач и механизм ее переключения. Вертикальным пазом типа «ласточкин хвост» она соединяется с направляющими станины; по горизонтальным прямоугольным направляющим перемещаются салазки.
Салазки Д являются промежуточным узлом между консолью и столом станка. Нижним пазом салазки установлены на горизонтальных направляющих консоли и перемещаются по ним в поперечном направлении, верхний паз типа «ласточкин хвост» служит направляющей для стола.
Стол Г расположен на салазках и перемещается по ним в продольном направлении. На нем устанавливаются и закрепляются обрабатываемые заготовки (непосредственно или при помощи различных приспособлений). Для этой цели со стороны рабочей плоскости в нем предусмотрены продольные Т-образные пазы. С помощью консоли и салазок столу консольно-фрезерного станка можно сообщить движения подачи в трех взаимно перпендикулярных направлениях: продольном, поперечном и вертикальном.
Универсально-фрезерные станки отличаются от рассмотренного выше горизонтального тем, что стол у них может быть повернут в горизонтальной плоскости на угол до 45° в обе стороны. С этой целью салазки таких станков состоят из двух частей — верхней и нижней. Верхняя часть снабжена круговой градусной шкалой для отсчета угла поворота и винтовыми зажимами для фиксации углового положения.
Вертикально-фрезерные станки выпускаются в двух исполнениях: с неповоротным и поворотным шпинделем.
В последнем случае (рис. 4) шпиндель 6, смонтированный с помощью выдвижной гильзы в поворотной шпиндельной головке 3, может быть повернут в вертикальной плоскости на угол до 45° в обе стороны. Гильза со шпинделем выдвигается маховичком 4 и зажимается рукояткой 5.

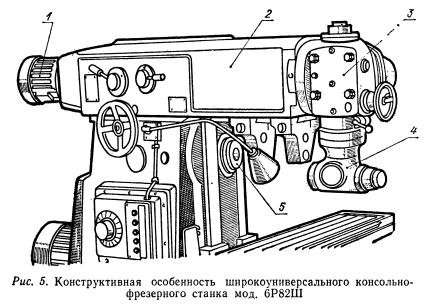
Широкоуниверсальные фрезерные станки (рис. 5) отличаются наличием двух шпинделей: горизонтального 5 и поворотного 4. Последний смонтирован при помощи поворотной шпиндельной головки 3 на выдвижном хоботе 2, внутри которого встроена самостоятельная коробка скоростей с электродвигателем 1. Конструкция шпиндельной головки позволяет устанавливать шпиндель под разными углами наклона в двух взаимно перпендикулярных плоскостях, что значительно расширяет технологические возможности станка при обработке деталей сложной формы.
Управление станками. Устройство и расположение органов управления станком зависят от его конструкции. Тем не менее в схемах управления различными станками используется много типовых решений, принцип осуществления которых рассмотрим по рис. 2.
На дверце 1 левого электрошкафа станины размещены три рукоятки пакетных переключателей: для подключения станка к электросети, включения насоса системы охлаждения и изменения направления вращения (реверсирования) шпинделя.
Кнопочная станция панели 3 снабжена кнопками с надписями: «Шпиндель», «Стоп», «Толчок», «Быстро», Кнопкой «Шпиндель» включается вращение шпинделя; кнопкой «Стоп» выключается все движение станка. Пусковые кнопки «Толчок» и «Быстро» действуют только в момент нажима на них. Первая служит для кратковременного проворота механизма коробки скоростей перед его переключением; с помощью второй включают ускоренный ход стола, если включена механическая подача в соответствующем направлении. Дублирующая кнопочная панель 9 смонтирована с правой стороны салазок. Сдублированные рукоятки 10 и 15, 14 и 16 служат для включения механических подач во всех направлениях.
Ручные перемещения стола осуществляются маховичками 8 и 11 и рычагом 12, которые снабжены отсчетными устройствами — лимбами.
Для автоматического выключения продольной подачи в Т-образном боковом пазу стола установлены регулируемые кулачки 7, крайние положения которых ограничены винтами. Аналогичные кулачки для выключения поперечной и вертикальной подач располагаются с левой стороны салазок и станины.
С целью повышения жесткости системы при тяжелых условиях работы на станке предусмотрена возможность зажима салазок, консоли и стола. Коробка подач переключается выдвижным грибком 13, коробка скоростей — рукояткой 1 и лимбом 2 (см. рис. 4).
Уход за станком. Как и всякая машина, фрезерный станок нуждается в систематическом уходе, который обязан выполнять фрезеровщик в течение каждой рабочей смены.
До начала работы. 1. Проверить общее состояние станка: наличие щитков ограждения, рукояток управления, ограничительных кулачков, состояние направляющих и рабочей поверхности стола, надежность крепления всех частей.
2. Проверить уровни масла по контрольным глазкам станины, консоли, салазок и серьги. При недостаточном количестве его — долить.
3. Залита масло во все масленки ручной смазки. Смазать направляющие салазок и стола ручным насосом.
4. Проверить работу станка на холостом ходу. При этом следует убедиться в исправном действии: органов управления, механизма торможения шпинделя, систем автоматической смазки по струйным маслоуказателям и системы охлаждения.
В течение работы. 1. Внимательно следить за работой станка; оберегать направляющие консоли и рабочую плоскость стола от механических повреждений.
2. He переключать коробку скоростей и коробку подач на ходу; перед включением механической подачи убедиться в свободном перемещении консоли и салазок.
По окончании работы. 1. Отключить станок от электросети.
2. Тщательно очистить станок от стружки, протереть его хлопчатобумажной ветошью, смоченной в керосине.
3. Смазать тонким слоем масла направляющие станины, консоли, рабочую поверхность стола и открытые поверхности шпинделя.
4. Сообщить сменщику и мастеру о всех замеченных недостатках в работе станка.
Следует учитывать, что каждая модель станка может иметь ряд конструктивных особенностей, которые предусмотреть в общих правилах по уходу невозможно. Поэтому, впервые приступая к работе, фрезеровщик обязан по техническому паспорту тщательно изучить инструкцию по уходу за станком.