



Компактирование аморфных порошков
Основным стимулом разработки методов получения аморфного порошка является производство массивных аморфных материалов. Близкая к равноосной форма частиц обеспечивает порошку значительное преимущество перед пленками и лентами в связывании между собой частиц в процессе компактирования путем деформации, поскольку частицы испытывают высокие сдвиговые напряжения. При этом происходит разрушение оксидов на поверхности частиц и повышение качества их связывания.
Массивные образцы были получены различными способами: плазменным распылением, взрывом и динамическим компактированием, ковкой и горячей деформацией. Образцы аморфного сплава Cu60Zr40, полученные плазменным распылением, характеризуются низкими механическими свойствами. Они получились пористыми хрупкими, с низкой прочностью.
Взрыв и динамическое компактирование успешно использовались для изготовления массивных образцов при сохранении аморфной структуры частицами порошка. Для связи между частицами при использовании этих методов требуются короткие (~10-6 с) импульсы высоких давлений (0,1—10 ГПа). Методом взрыва из аморфных порошков Pd78Cu6Si16 и Fe40Ni40P14B6 удалось изготовить образцы в виде стержней, однако никаких сведений о свойствах образцов не сообщается. В Институте порошковой металлургии в Минске из аморфных волокон сплавов Fe48Ni48B4 и Fe40Ni40P16B4 (для их приготовления использовался один из вариантов метода экстракции расплава) методом взрыва изготовлены пластины размерами 200х50х3 мм. При этом, как показало исследование процесса кристаллизации, в пластинах сохраняется аморфная структура исходного порошка. Хотя плотность пластин составляла только 92—98% теоретической, авторы пришли к выводу, что плотность можно повысить путем оптимизации параметров процесса и использования более мелкого порошка (рис. 25.10). Другие попытки не были столь успешными — наблюдалось расслаивание и кристаллизация вследствие плавления и вторичного затвердевания в образцах, изготовленных с помощью взрыва из быстрозакаленных лент.

В процессе динамического компактирования, разработанном в Институте CERAC SA, ударная волна, создаваемая движущимся под давлением газа поршнем со скоростью 500—2000 м/с, воздействует на порошок, помещенный на открытом конце пресс-формы. Под действием проходящей через порошок ударной волны происходит движение его частиц. Выделяющееся вследствие трения тепло достаточно для того, чтобы вызвать плавление поверхностных слоев частиц, что наряду с их взаимным перемещением способствует ликвидации пор. После того, как ударная волна пройдет через порошок, сердцевины частиц, сохранившие низкую температуру, действуют как стоки тепла для расплавленных участков во время их вторичного затвердевания. Локальная скорость охлаждения при этом, составляющая по оценкам 10в6—10в8 К/с, оказывается достаточной для восстановления аморфной структуры расплавленных участков. Однако средняя температура образца может повышаться значительно (870 К), что вызывает его охрупчивание (рис. 25.11).
Смиту и др. [100] удалось компактировать аморфный порошок из сплава Сu29Те71 посредством трехступенчатого процесса холодной деформации, заканчивающегося ковкой в обжимках. Однако о свойствах образцов ничего не сообщается.
Альтернативой процессу быстрой деформации при комнатной температуре является деформация при более низких скоростях, но при повышенных температурах. При этом используется большое (обычно на несколько порядков величины) снижение эффективной вязкости аморфного сплава в области температур вблизи температуры стеклования. Компактирование в этом температурном интервале имеет преимущество в том, что материал течет однородно и уровень напряжения может быть существенно понижен.
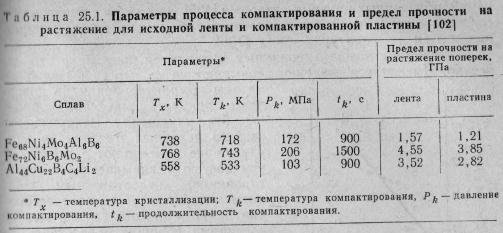
И теплое прессование и теплое экструдирование успешно использовались для изготовления массивных аморфных образцов. Общей проблемой является начало кристаллизации во время этих процессов, однако, для них установлены предельные значения длительности процесса, температуры и давления применительно к определенным сплавам, ниже которых можно обеспечить компактирование образцов в аморфном состоянии. Стемпин и Вексел сообщили об изготовлении аморфных пластин из нескольких сплавов путем теплого прессования быстрозакаленной ленты. Исходную ленту разрезали на куски и укладывали в нагреваемой пресс-форме ребром к ребру. Прессование осуществлялось при давлениях до 206 МПа, температурах ~ 10 К вблизи температуры стеклования и длительности процесса до 25 мин. В табл. 25.1 приведены данные о пределе прочности на растяжение ленты и пластин и параметрах процесса. Либерман также использовал теплое прессование и теплое экструдирование для компактирования свежезакаленных (без какой-либо обработки поверхности) аморфных лент в виде спутанного мотка. Хотя плотность при этом была близка к предельному значению, связь между лентами оставалась слабой, и разрушение при растяжении происходило по плоскостям, которые совпадали с поверхностями лент (рис. 25.12).

Аморфные заготовки высотой 9,5 мм и диаметром 6,6 мм из сплава Cu60Zr40 получены при компактировании порошка путем теплого прессования. При давлении прессования 1,25 ГПа плотность заготовки, твердость и сопротивление излому монотонно повышаются с температурой, при которой производится компактирование. При этом плотность и твердость заготовки оказываются сравнимыми с их значениями для ленты, тогда как сопротивление излому составляет только 75% от его значения для ленты (рис. 25.13). Характер течения материала в процессе компактирования отличается от ньютоновского, и степень уплотнения контролируется как давлением, так и температурой компактирования.
Вязкость как параметр процесса в общем согласуется с фактической вязкостью аморфного сплава Cu60Zr40, если судить по значениям приложенных давлений и температур. Однако энергия активации течения при уплотнении материала оказалась ниже значений, полученных другими авторами. Заготовки с плотностью, близкой к предельной, были изготовлены также путем экструдирования при температурах ~Tg.
О свойствах компактированных материалов пока мало что известно. Имеющиеся сведения указывают на то, что существующие методы компактирования не позволяют получить массивные образцы без ухудшения механических свойств исходных материалов. Это ухудшение связывают с отпускной хрупкостью (динамическое компактирование), недостаточным течением материала (теплое прессование лент) и плохой связью между частицами порошка вследствие наличия оксидов на поверхности (теплое прессование порошка). Исследования магнитных свойств компактированных образцов показывают, что они значительно уступают свойствам исходных материалов ввиду возникающих сильных напряжений и полос сдвига, от которых нельзя избавиться путем отжига. При снижении магнитострикции сплава степень ухудшения магнитных свойств при компактировании естественно уменьшается.
