



Процессы приготовления аморфного порошка
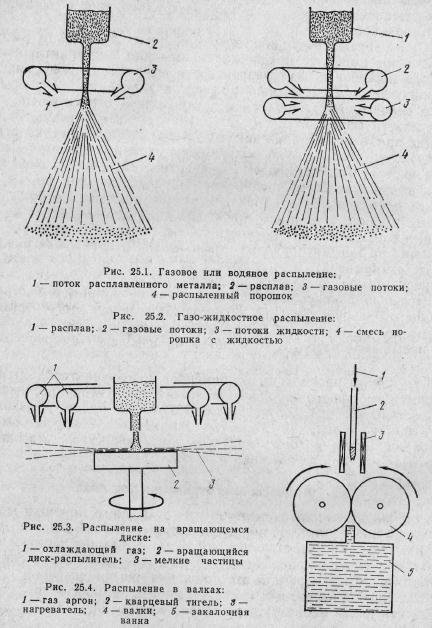
Существующие методы приготовления аморфного порошка можно разделить на два типа. К первому относятся способы, при которых частицы порошка представляют собой затвердевшие капли жидкого металла (методы распыления). При процессах второго типа порошок образуется в результате крошения или измельчения лент или волокон из аморфных сплавов (методы измельчения). Схемы соответствующей аппаратуры показаны на рис. 25.1—25.5.
Ультразвуковое газовое распыление
Этот процесс в основе своей подобен обычному газовому распылению, в котором тонкая струя жидкого металла при высокой скорости сталкивается с газовой струей. При этом газ выполняет двойную функцию: разделяет струю металла на отдельные капли и в то же время служит для них закалочной средой. Геометрия газового распылителя изменяется от конечного числа дискретных газовых струй до газовой струи кругового сечения, со всех сторон окружающей струю металла (рис. 25.1). Принципиальное отличие ультразвукового газового распыления от обычного заключается в том, что в первом случае газовые струи являются пульсирующими с частотой приблизительно кГц, тогда как во втором газовые потоки стационарны. Пульпация обеспечивается посредством ударных трубок Хартманна, которые монтируются на пути газа в распыляющей форсунке. При этом предполагается, что процесс, образования капли является одноступенчатым, и под действием ультразвуковых импульсов отдельные капли жидкого металла вырываются из его струи.

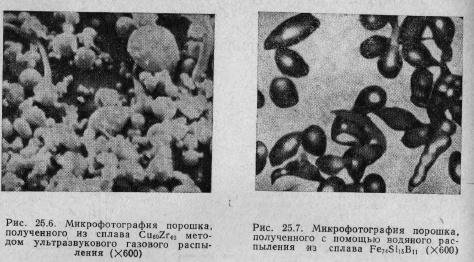
Использование газообразного гелия при давлении 8,1 МПа позволило получить аморфный порошок из сплава Cu60Zr40. По данным рентгеноструктурного анализа частицы размером больше 50 мкм принадлежат к полностью аморфным, а с увеличением их размера до 125 мкм количество кристаллической фазы непрерывно возрастет. Частицы размером меньше 125 мкм являются кристаллическими. Скорость охлаждения вещества в случае частиц размером 20 мкм по оценкам составляет 10в5 К/с. Форма частиц близка к сферической (рис. 25.6), что типично для порошка, полученного распылением в инертном газе.
Водяное распыление
Схема устройств с водяным распылением в принципе идентична схеме газовых распылителей. Однако, как следует из названия, в этом случае газ как распыляющая и закалочная среда заменяется водой. Скорость охлаждения при этом получается довольно высокой, и фактически затвердевание препятствует распылению, на что указывают присутствие множества частиц в виде гантелей (связок, образовавшихся в процессе распыления металла) и других частиц неправильной формы (см. рис. 25.7). Используя скорости истечения газа 70—140 м/с, удалось получить аморфный порошок из сплавов Fe69Si17B14 и Fe74Si15B11 с частицами размером больше 20 мкм. Несмотря на то, что к полностью аморфным нельзя было отнести частицы какого-либо размера, тем не менее по данным измерений температурной зависимости магнитной индукции насыщения приблизительно 80% (объемн.) частиц размером больше 20 мкм и 20% частиц размером 50 мкм состояло из аморфной фазы.
Газо-жидкостное распыление и закалка
В этом случае газовые и жидкостные потоки, истекающие под высоким давлением, фокусируются на струе жидкого металла (см. рис. 25.2). Процесс организуется таким образом, что первичное распыление металла осуществляется газом, а затем усиливается жидкостью. Имеется доказательство того, что закалка частиц небольшого размера (10—15 мкм) происходит в потоке газа, тогда как главным хладагентом для больших частиц, обеспечивающим достаточно высокую скорость охлаждения, служит жидкость. В настоящее время аморфный порошок из сплавов Cu60Zr40, Fе75Si15B10 и Fe81,5Si14,5B4 получен при использовании в качестве распыляющих и закалочных сред аргона под давлением 4,2 МПа и воды под давлением 1,6 МПа. При этом порошок из сплава Cu60Zr40 полностью аморфный в случае частиц размером 105 мкм, при частицах размером 600 мкм значительная часть объема также получается в аморфном состоянии. Порошок с частицами меньше 600 мкм состоит из полностью аморфных частиц, частиц, состоящих из аморфной матрицы с зародышами кристаллической фазы, и частиц с равновесной микроструктурой. Поскольку сплавы системы Fe—Si—B характеризуются более высокой критической скоростью охлаждения, их можно получить в аморфном состоянии только при размере частиц порошка меньше 20 мкм. Частицы крупнее W мкм оказываются полностью кристаллическими. Распыленный описанным способом порошок состоит как из сферических части, так и из частиц неправильной формы (рис. 25.8). Этот процесс предполагает возможность в определенных рамках контролировать форму частиц путем относительного перемещения газового и жидкостного потоков. Расчетная скорость охлаждения для частиц размером 20 мкм составляет ~ 10в6 К/с.
Распыление с помощью центрифуги
Этот способ получения быстрозакаленного порошка разработан Праттом и Уитни (см. рис. 25.3). В этом случае струя расплава направляется на вращающийся с частотой ~2500 об/с вогнутый диск диаметром ~8,4 см. При этом расплав приобретает скорость, близкую к линейной скорости вращения на краю диска, и под действием центробежных сил растекается по его периферии. Полагают, что распыление происходит на краю диска путем прямого образования капель вследствие высокой величины поверхностного натяжения и скорости течения расплава в обход обычного промежуточного процесса образования связок. После того как капли металла сбрасываются с диска, они проходят сквозь потоки газообразного гелия, направленные перпендикулярно движению капель и обеспечивающие их закалку.

Посредством этого способа получены аморфные порошки из Ni75B17Si8 и ряда сплавов системы Fe—Si—В. Пока неясно, какого размера порошок является полностью аморфным, однако частицы размерами меньше 150 мкм все еще содержат аморфную фазу. Форма частиц при этом близка к сферической как и в случае распыления газом. По оценкам частицы размером 20 мкм охлаждаются со скоростью 10в5—10в6 К/с.
Распыление в валках
Этот метод, разработанный Сингером, был применен Иши и др. для получения аморфного порошка и чешуек. Распыление осуществляется путем подачи жидкого металла в пространство между вращающимися с частотой от 1000 до 5000 об/мин валками. Когда жидкий металл выходит с обратной стороны валков (валки покрываются углеродистой пастой, чтобы снизить теплопередачу и таким образом предотвратить затвердевание) в нем образуются внутренние разрывы, и он сбрасывается вниз в виде капель. Эти капли затем закаливаются в водяной ванне, расположенной на расстоянии больше 25 мм от зазора между валками. Этим методом удалось получить в аморфном состоянии сплав Pd78Cu6Si16 и в частично аморфном Ni75Si8B17 и Co72,5Si12,5B15. Доля аморфной фазы в порошке повышается с уменьшением размера частиц и достигает максимального значения (~85%) в случае частиц порошка из сплава Ni75Si8B17 размером больше 37 мкм. В настоящее время этот способ находит ограниченное применение вследствие невозможности получать мелкие капли расплава, так как доля частиц диаметром больше 37 мкм составляет лишь 2—3%. Согласно оценкам, основанным на критической скорости охлаждения для сохранения аморфной фазы в исследованных сплавах, скорость охлаждения в этом случае составляет ~10в5 К/с.
В одной из модификаций этого способа закалка в воде заменяется закалкой на твердой подложке. При этом удается получать аморфные чешуйки из сплава Co73Si12B15.
Искровая эрозия
Эта технология производства быстрозакаленного порошка является модификацией электроэрозионной обработки (ЭЭО). При этом сплав, который необходимо получить в виде порошка, используется в качестве электродов в установке ЭЭО. Порошок образуется в каждом акте электрического разряда, во время которого малая часть электродов или плавится или испаряется и выбрасывается в окружающий диэлектрик, в котором и происходит закаливание.
Этим способом в виде аморфного порошка получено большое число ферромагнитных сплавов. В качестве диэлектрической жидкости использовали додекан [(CH3(СН2)10СН3) — двенадцатый член из ряда парафиновых углеводородов. Прим. ред.], бензол, воду, жидкий азот и жидкий аргон. Наивысшую скорость охлаждения обеспечивает додекан вследствие его более высокой температуры испарения. По оценкам скорость охлаждения в случае частиц размером 20 мкм превышает 10в6 К/с и приближается к 10в9 К/с для частиц размером 5 мкм. Размеры частиц в этом случае колеблются от 0,5 до 30 мкм, хотя встречаются и полностью аморфные частицы размером 50 мкм сферические по форме. Производительность этого способа получения порошка относительно низка и составляет приблизительно 3,5 г/ч.
Электрогидродинамическое распыление
Для разделения поверхностного слоя жидкого металла на мелкие капли можно использовать высокие электрические поля (меньше 10в5 В/см). Схема этого процесса показана на рис. 25.5. Источником расплавленного металла с малым выходным отверстием (диаметром от 50 до 125 мкм) служит подогреваемый капилляр. Поле создается путем подачи высокого напряжения (3—20 кВ) между расплавом и извлекающим электродом, расположенным перед отверстием капилляра. Условием распыления является превышение приложенного электростатического поля над поверхностным натяжением в мениске расплава, в результате чего капля расплава вырывается из отверстия капилляра. При электрогидродинамическом распылении можно добиться значительного снижения размеров капель и более узкого распределения этих размеров вокруг средней величины по сравнению с другими способами распыления. Например, был получен аморфный порошок из сплава Fe40Ni40P14B6 с частицами размером -0,1 мкм, скорость охлаждении которого согласно расчетам составляет 10в6 К/с. Производительность этого способа получения аморфного порошка, реализованного в лабораторной установке, составляет ~20 г в день.
Измельчение в порошок
В этом случае исходным материалом для порошка является лента, полученная путем закалки из расплава. Если она не обладает достаточной хрупкостью непосредственно после получения, ее охрупчивают посредством отжига в инертном газе или в водороде, когда необходимо ввести водород в сплав. После этого лента может быть превращена в порошок измельчением в ступе или в шаровой мельнице. Таким способом обычно получают порошок с частицами размером меньше 10—20 мкм, скорость охлаждения которых выше, чем при распылении. Кроме того, в этом случае можно достигнуть сравнительно однородной скорости охлаждения, независящей от размера частиц порошка, если конструкция закалочного устройства исключает захват газовых пузырей в пространство между лентой и вращающимся охлаждающим диском. Скорость охлаждения частиц распыленного порошка безусловно зависит от их размеров. Форма частиц в случае измельченного порошка представляет неправильные многогранники (рис. 25.9). Ввиду хрупкости такой порошок неудобен для компактирования с сохранением аморфной фазы, однако он находит применение в качестве исходного материала для штампованных заготовок с микрокристаллической структурой или в качестве материала для покрытия, образуемого путем плазменного распыления. Качество такого покрытия улучшается с повышением однородности исходного порошка, и при определенных условиях можно получить покрытие, обладающее аморфной структурой.

Методы диспергирования
Все вышеописанные методы различаются скоростью охлаждения. Эта величина является общепринятой характеристикой процессов получения порошка путем быстрого охлаждения, а кроме того, этот параметр используется для обеспечения большой степени переохлаждения, необходимого для предотвращения кристаллизации во время затвердевания. Однако существуют другие методы получения аморфного порошка, не требующие высоких скоростей охлаждения. В этом случае большое переохлаждение расплава достигается путем уничтожения зародышей кристаллизации. Капли, свободные от таких зародышей, образуются путем разделения расплава на такое число капель, которое превышает число зародышей. При определенных условиях капли без зародышей будут образовывать аморфную фазу при затвердевании. В типичных лабораторных условиях посредством этого метода можно эмульгировать 1 г расплавленного металла в объеме 5 см3 несущей жидкости. Для капель размерами от 5 до 20 мкм это соответствует приблизительно 10в8 капель на 1 г металла. Таким методом получен аморфный порошок из сплава Сu29Те71. В установке башенного типа капли затвердевают во время падения в башне, наполненной инертным газом. Этот способ позволяет получить аморфный порошок из сплава Pd82Si18 с сферическими частицами размером меньше 800 мкм.
Метод расплескивания
В этом процессе высокая скорость охлаждения достигается в результате затвердевания капель на твердой подложке. В одном из методов капли образуются при испускании струи расплава под острым углом на внутреннюю поверхность вращающегося барабана. Соударение струи с барабаном приводит к раздроблению ее на капли, которые при вторичном соударении с барабаном затвердевают. Во втором варианте капли образуются путем распыления в центрифуге, а закалка их происходит на вращающейся подложке.