



Высокопрочные алюминиевые сплавы для работы при комнатной температуре
Разработка алюминиевых сплавов с использованием методов распыления продолжалась свыше 15 лет, причем основное внимание было сконцентрировано на сплавах серии 7ХХХ, содержание легирующих элементов в которых значительно превышает предел их растворимости в твердом алюминии. Эти работы завершились созданием двух порошковых сплавов, освоенных производством: 7091 и 7090. Оба сплава относятся к серии 7ХХХ и легированы кобальтом: 0,4 % в сплаве 7091, 1,5 % в сплаве 7090. Средний состав этих и других порошковых сплавов приведен в табл. 10.5. Оба сплава (7091 и 7090) обладают прекрасным сочетанием высокого уровня прочности и сопротивления коррозионному растрескиванию. На рис. 10.4 показаны коррозионные свойства поковок из порошковых сплавов 7091 и 7090, полученные при испытаниях в атмосфере промышленного района, в сравнении с коррозионными свойствами сплавов 7075 и 7175, изготовленных по традиционной технологии. Повышение сопротивления коррозионному растрескиванию при данном уровне прочности связано с измельчением зерна, присутствием кобальта в виде дисперсной избыточной фазы и уменьшением ликвационной неоднородности. Все эти преимущества обеспечиваются благодаря высокой скорости затвердевания расплава при распылении.


Типичные свойства прессованных профилей и штамповок из сплава 7090 и 7091 приведены в табл. 10.6 и 10.7 соответственно. По уровню прочности и вязкости разрушения указанные сплавы превосходят сплавы этой же системы, полученные традиционным методом (рис. 10.5). Повышение вязкости разрушения и прочности обусловлено измельчением нерастворенных фаз при быстром затвердевании.
По усталостным характеристикам сплавы 7090 и 7091 имеют как преимущества, так и недостатки по сравнению со сплавами, изготовленными по традиционной технологии. Предел выносливости гладких и надрезанных образцов из порошковых сплавов выше, чем у сплавов, изготовленных по обычной технологии. Однако скорость роста трещины усталости (СРТУ) при низких значениях коэффициента интенсивности напряжений выше для сплавов 7090 и 7091 и для усовершенствованных модификаций сплавов, полученных обычными методами. Это объясняется очень малым размером зерен в порошковых сплавах (1-10 мкм): пластическая зона у вершины трещины охватывает несколько зерен, так что усталостная трещина может быстрее продвигаться от зерна к зерну. Скорость роста трещины усталости в сплавах 7090 и 7091 можно снизить увеличением размера зерна.

Сплав MR61 по своему составу и уровню прочностных свойств близок к сплаву 7090 (см. табл. 10.5), однако он содержит цирконий, который вводят, вероятно, для измельчения зерна. Опытная промышленная партия прессованных профилей из сплава MR61 была использована для изготовления сидений в самолете Боинг-727 наряду со сплавами 7090 и IN 9051. Сплав MR61 имеет высокие прочностные свойства (оВ = 669 МПа, о0,2 = 627 МПа) при относительном удлинении b = 9,5 %. Сплав обладает также хорошим сопротивлением коррозионному растрескиванию и расслаивающей коррозии.
Два новых сплава (MR64 и 1519В) вытесняют сплав MR61. Составы этих сплавов близки (табл. 10.5), но сплав MR64 в отличие от сплава 1519В содержит кобальт и цирконий. Оба сплава имеют высокое сопротивление коррозионному растрескиванию. В табл. 10.8 приведены механические и коррозионные свойства поковок из этих двух сплавов в сравнении со сплавом 7050, изготовленным по традиционной технологии. Оба сплава находятся в стадии промышленного освоения.
Усовершенствование сплавов, получаемых с применением аттриторов, осуществляется за счет механического легирования. Этот запатентованный процесс представляет собой улучшенный вариант получения САПа. При высокоскоростном размоле совмещаются несколько механизмов упрочнения. Например, патентованный сплав Al - 4 % Mg марки IN 9051 (табл. 10.5) можно упрочнять:
- посредством образования твердого раствора магния в алюминии; благодаря очень мелкозернистой структуре (размер зерна 0,5 мкм);
- мелкодисперсным оксидом алюминия;
- мелкодисперсными карбидами;
- за счет образования субструктуры.
Матрица сплава представляет собой твердый раствор, дисперсионное твердение отсутствует. Сплав не упрочняется термической обработкой и благодаря электрохимически пассивной структуре имеет прекрасную общую коррозионную стойкость и сопротивление коррозионному растрескиванию даже при напряжении, близком к пределу текучести. Сплав IN 9052 близок к сплаву IN 9051 (см. табл. 10.5), но с более высоким содержанием дисперсоидов. Его также отличает высокая стойкость к коррозионному растрескиванию.
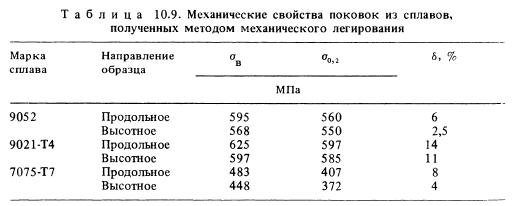
Сплав IN 9021 представляет собой механически легированный материал серии 2ХХХ, в котором упрочнение при старении (дисперсионное твердение) сочетается с описанными выше механизмами упрочнения. Прочность материала повышается, а общая коррозионная стойкость и сопротивление коррозионному растрескиванию сохраняются на достаточно высоком уровне. Электрохимическая пассивность дисперсных оксидов, по-видимому, играет роль в коррозионном поведении материала. Эти частицы в механически легированных материалах повышают также модуль упругости, и три таких сплава имеют более высокую удельную жесткость (Е/р), чем сплав 7075. Свойства штамповок из трех сплавов, изготовленных в промышленном масштабе, приведены в табл. 10.9. Поскольку скорость роста трещины усталости у сплава IN 9021 ниже, чем у сплава 7075, он может найти применение в самолетостроении.

Янг с сотрудниками изготовили в лабораторных условиях опытные партии сплавов типа САП с высокой прочностью при комнатной температуре (> 700 МПа). Использованный им процесс носит название реакционный размол (reaction milling). В этом случае в сплавах имеет место в основном упрочнение дисперсными карбидами. Углерод вводится в виде ламповой сажи в процессе размола в шаровой мельнице. Ни один из полученных сплавов пока не выпускается в промышленном масштабе.
Прессованные профили и штамповки из порошковых сплавов, освоенные промышленностью, обладают весьма ценными свойствами. Однако данные по свойствам плит ограниченны, что связано с техническими трудностями получения заготовок достаточно больших размеров, которые можно было бы прокатывать на существующих прокатных станах. В работе указано на возможность получения заготовки весом 1500 кг из ранних модификаций сплавов 7091 и 7090.