Алюминиевые изделия, полученные компактированием и спеканием
Порошковая металлургия дает возможность значительно снизить стоимость деталей и увеличить коэффициент использования металла: деталь, получаемая компактированием порошка в штампе, затем подвергается лишь незначительной доработке, т.е. отходы производства очень невелики.
Исследования возможности использования алюминиевого порошка для получения прессованных и спеченных деталей проводились с 1940 г., однако промышленная технология была разработана только в начале 60-х годов. Ключевыми моментами в порошковой металлургии являются следующие:
- выбор порошка;
- режимы компактирования;
- режимы спекания;
- остальные операции обработки;
- термическая обработка.
Выбор порошка. Алюминиевый порошок, обычно используемый в порошковой металлургии, имеет следующий гранулометрический состав:

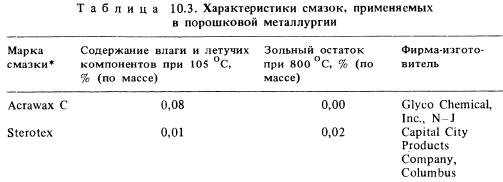
Такая смесь частиц разных размеров обладает способностью к равномерному однородному заполнению штампа и достаточной способностью к уплотнению, что обеспечивает высокую плотность и уровень прочности в состоянии после прессования (без термообработки). Для получения необходимых свойств конструктивных элементов, изготавливаемых методом порошковой металлургии, порошок алюминия легируют другими добавками (также в виде порошков). Типичный химический состав таких порошков приведен в табл. 10.2. Важным технологическим фактором в производстве полуфабрикатов из порошковых сплавов является добавка твердой смазки (типа стеарина). Она увеличивает износостойкость инструмента и уменьшает или устраняет налипание порошка на инструмент. Характеристики смазок с малым содержанием влаги и низкой зольностью, успешно применяемых в порошковой металлургии, приведены в табл. 10.3.

Компактирование порошков (брикетирование). Алюминиевые порошки обладают значительно лучшей способностью к уплотнению, чем порошки на железной основе (рис. 10.1). При одном и том же усилии прессования плотность алюминиевой порошковой заготовки (до спекания) выше по сравнению с порошками на железной основе. При этом повышается прочность материала до прессования, а также расширяются возможности получения полуфабрикатов при той же мощности прессового оборудования.
Спекание производят при температурах выше точки плавления; цель этой операции — повышение плотности, значительное усиление связи между отдельными частицами и увеличение прочности посредством выравнивания состава. При высокотемпературном нагреве в процессе спекания происходит образование жидких растворов легирующих элементов (Cu, Si, Mg) в алюминии. Это обеспечивает прочную связь частиц порошка и приводит к диффузии этих элементов в частицы. Изменение плотности и механических свойств при спекании рассмотрено в работе.

Процесс спекания алюминиевых порошковых заготовок состоит из нескольких стадий, при этом конечным этапом является операция нагрева при температурах выше точки плавления. Вначале полученные при компактировании брикеты помещают в нагретую печь с сухой защитной атмосферой (с точкой росы защитного газа -40 °С или ниже) . На этом этапе нагрев производят в интервале от 350 до 425 °C с целью удаления жиров, содержащихся в смазке, используемой при размоле порошка. Дальнейший нагрев ведут при температурах, указанных в табл. 10.2, в зависимости от состава сплава. Решающим фактором на этом этапе является однородность распределения температуры, поскольку в процессе спекания образуется значительное количество жидкой фазы. Допустимое отклонение температуры oт указанной в табл. 10.2 должно быть в пределах ±3 °C. Продолжительность спекания выбирается в зависимости от вида полуфабриката, его формы, режимов прессования. Обычно процесс спекания длится 5—30 мин. Рис. 10.2 иллюстрирует влияние длительности спекания на микроструктуру спеченных заготовок из компактированного порошка марки 201 AB. После спекания заготовки охлаждают в защитной атмосфере до температуры < 425 °C.

Дополнительные (второстепенные) операции. Спеченные заготовки могут быть подвергнуты ряду других операций либо с целью дальнейшего улучшения их характеристик, либо доводки размеров или отделки поверхности. Такими операциями могут быть правка деталей для обеспечения установленных допусков на размеры, холодная или горя чая деформация (ковка) для получения максимальных физических и механических свойств и термическая обработка (для термически упрочняемых сплавов).
Термическая обработка широко используется для повышения свойств деталей, полученных методом порошковой металлургии. Состояния термической обработки, применяемые для порошковых материалов, обычно обозначаются следующим образом:
T1 — после спекания;
Т2 — холодная деформация после спекания;
Т4 — закалка с последующим естественным старением при комнат ной температуре в течение 4 сут;
Тб — закалка с последующим искусственным старением.
Указанные обозначения состояний необязательно совпадают с обозначениями, принятыми Алюминиевой Ассоциацией. Применение различной термообработки к разным порошковым полуфабрикатам позволяет получить широкий спектр свойств. В табл. 10.4 приведены типичные механические свойства порошкового сплава в различных состояниях. Эти состояния с металловедческой точки зрения во многом сходны с состояниями, используемыми при термической обработке деформируемых алюминиевых сплавов.

Применение порошковых полуфабрикатов постоянно расширяется.
Детали, изготавливаемые методом порошковой металлургии, используют для замены мелких отливок, прессованных полуфабрикатов, крепежных деталей с большим объемом механической обработки.
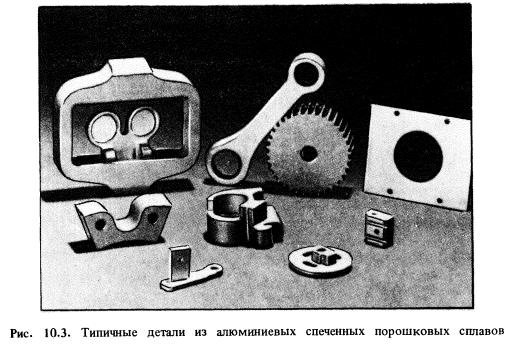
Детали из алюминиевых порошковых материалов применяют также вместо других порошковых материалов с большей плотностью, что обеспечивает выигрыш в массе и повышение коррозионной стойкости. На рис. 10.3 показаны детали различных размеров и разной степени сложности, которые можно изготавливать из алюминиевых спеченных порошковых сплавов. Детали из спеченных алюминиевых порошков могут быть использованы в торговом оборудовании, в автомобилях и тракторах, в станках, гидравлических системах, артиллерии, швейных машинах, электрических системах и бытовых приборах.