Свойства промышленных литейных сплавов
Отливки из алюминиевых сплавов можно получать всеми существующими методами литья с большим разнообразием свойств в пределах составов сплавов. При большом объеме производства наиболее распространено литье под давлением, в кокиль и в песчаные формы. При изготовлении небольших партий применяют литье в гипсовые комбинированные формы и литье по выплавляемым моделям.
В отличие от деформируемых сплавов литейные алюминиевые сплавы не имеют в США единой системы обозначений. Наиболее широко используется трехзначная система обозначений Алюминиевой Ассоциации (AA). Эта система принята в 1954 г. и утверждена в 1957 г. Американской Ассоциацией Стандартов (ASA) — ныне Американский Национальный Институт Стандартов (ANSI) — в виде Американского стандарта (ANSIH-35.1). В других системах обозначений используют частные маркировки, присваиваемые разработчиками сплавов, обозначения, принятые в спецификациях Американского Общества испытаний материалов (ASTM) и Общества Инженеров автомобильной промышленности (SAE). В общегосударственных и оборонных спецификациях для алюминиевых литейных сплавов используется система обозначений Алюминиевой Ассоциации. В этой системе первая цифра указывает основной легирующий элемент:

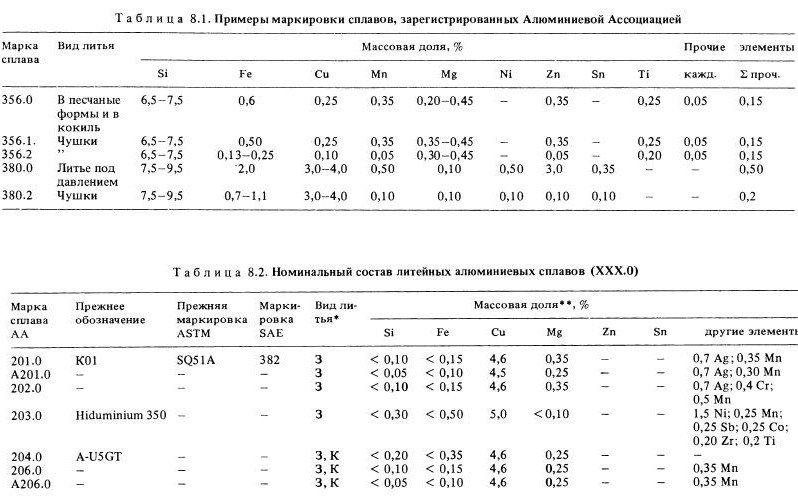
Промышленных литейных сплавов серий 6ХХ и 9ХХ пока не существует. В маркировке, принятой Алюминиевой Ассоциацией (AA), обозначение ХХХ.0 используется для отливок, а XXX.1 и XXX.2 для чушек. Примеры таких обозначений приведены в табл. 8.1.
В некоторых обозначениях сплавов, принятых Алюминиевой Ассоциацией, цифровой маркировке предшествует буква. Буквы используют для того, чтобы различить сплавы с одинаковым химическим составом по основным легирующим элементам, отличающиеся друг oт друга только содержанием примесей или малых добавок, например 356 и А356 или 380 и В380.
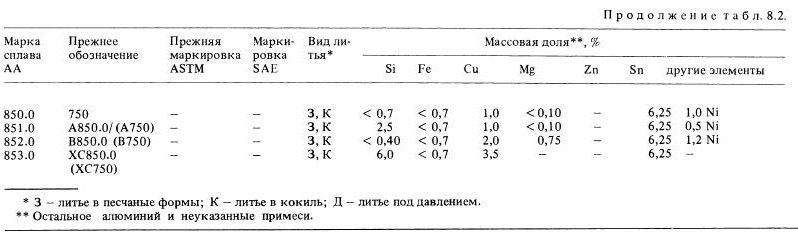
Химический состав литейных алюминиевых сплавов в соответствии с маркировкой AA (ХХХ.О) приведен в табл. 8.2. В этой же таблице указаны соответствующие марки сплавов, принятые ASTМ и SAE. В остальных таблицах этой главы использована только маркировка AA.
Промышленные литейные алюминиевые сплавы делятся на термически упрочняемые и неупрочняемые термообработкой. На свойства отливок, изготовленных из термически неупрочняемых сплавов, термообработка не оказывает существенного влияния и обычно их поставляют в литом состоянии, которое обозначается буквой F; эта буква располагается после цифровой марки сплава и после какого-либо дополнительного обозначения в маркировке. Исключение составляет использование закалки (состояние Т4) специально для сфероидизации эвтектического кремния в Al-Si сшивах (например, в А444-Т4), что приводит к повышению пластичности. Как для термически упрочняемых, так и неупрочняемых сплавов можно применять термическую обработку для снятия термических напряжений (состояние О).
Термически упрочняемые сплавы обладают лучшим сочетанием механических свойств. Вид термической обработки указывают после цифровой маркировки сплава; обычно для алюминиевых отливок применяют состояния О, Т4, Т5, Т6 и Т7.
Отливки, полученные методом литья под давлением, как правило, не подвергают закалке, так как нагрев в интервале температур закалки (480—540 °C) вызывает образование пузырей. Однако некоторые сплавы для литья под давлением (360, А360, 361 364, 369, 390 или В390) имеют такой химический состав, при котором они обладают значительными преимуществами в закаленном и искусственно состаренном состоянии (состояния Т6 или Т7). Усовершенствование процесса литья под давлением позволило улучшить качество отливок, что обеспечило возможность проведения закалки и использования отливок в состояниях Т6 и Т7.
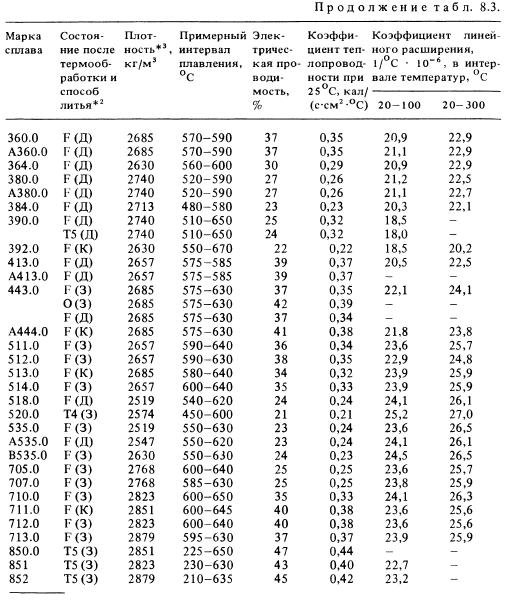
Кроме изменения механических свойств, термическая обработка может менять физические свойства литейных сплавов. Типичные физические свойства многих литейных алюминиевых сплавов приведены в табл. 8.3, где показано также влияние состояния термообработки.