



Влияние микроструктуры алюминия на коррозию
От микроструктуры алюминиевого полуфабриката зависит, будет ли происходить местная коррозия, обусловленная металлургическими факторами (а не влиянием среды). На микроструктуру влияют состав сплава, технология его изготовления, а также последующие механическая и термическая обработки, используемые для получения готовой детали. В следующих разделах выделены наиболее важные металлургические факторы, которые оказывают влияние на микроструктуру и склонность к местной коррозии.
Фазовый состав сплава. Состав избыточных фаз, их размер, количество, распределение, протяженность и потенциал по отношению к твердому раствору — важные особенности микроструктуры, влияющие на коррозионное поведение металла.
Железо и кремний обычно присутствуют в качестве примесей в алюминиевых сплавах. Они образуют избыточные фазы литейного происхождения FeAl3, aAlMnSi, Si и др.), катодные по отношению к алюминию. Если эти фазы находятся в поверхностном слое, то оксидная пленка, формирующаяся над ними, тонка или отсутствует совсем. Локальные элементы, образуемые этими выделениями, способствуют возникновению питтинговых поражений в среде, являющейся электролитом. Хорошее сопротивление местной коррозии у алюминия высокой степени чистоты (марка 1095) объясняется малым количеством таких выделений и их небольшим размером. Влияние легирующих элементов на коррозионную стойкость промышленных сплавов различно и зависит от того, находятся они в твердом растворе или присутствуют в виде вторичных фаз, распределенных в твердом растворе или по границам зерен.
Медь снижает коррозионную стойкость алюминия в гораздо большей степени, чем любой другой легирующий элемент. Влияние меди сильно зависит от ее содержания в сплаве, формы и распределения в микроструктуре. Находясь в твердом растворе, медь сдвигает коррозионный электродный потенциал алюминия в положительную сторону, при этом величина потенциала зависит от концентрации меди. Величина электродного потенциала не зависит от температуры термической обработки, если вся медь при этой температуре находится в твердом растворе. Количество меди в a-твердом растворе можно определить путем замера стандартного электродного Потенциала.
Марганец образует с алюминием соединение MnAl6, электродный потенциал которого почти такой же, как у алюминия. Сплавы системы Al-Mn имеют высокое сопротивление коррозии, и они были первыми сплавами, использованными для изготовления кухонной посуды, химического оборудования и строительных элементов, для которых важно высокое сопротивление коррозии.
Хром, находящийся в твердом растворе, мало влияет на электродный потенциал алюминия. Хотя хром вводят в виде небольших добавок, они очень ценны, поскольку увеличивают сопротивление коррозионному растрескиванию некоторых сплавов. Сплавы системы Al-Si коррозионностойки. Присутствие кремния в твердом растворе вызывает незначительные изменения электродного потенциала алюминия. Однако выделения чистого кремния катодны по отношению к алюминию.
Твердый раствор в алюминиевомагниевых сплавах более электроположителен, чем алюминий. Избыточный магний образует фазу (Mg2Al3), которая анодна по отношению к Al-Mg твердому раствору. При определенных условиях эта фаза может выделяться в виде более или менее непрерывных прослоек по границам зерен или по плоскостям скольжения после пластической деформации. В коррозионной среде происходит разрушение анодных составляющих по электрохимическому механизму, что приводит к избирательной коррозии, которую с достаточной уверенностью можно прогнозировать путем замера потенциалов и по потере массы (стандарт ASTM - 67), При однородном распределении выделений по зерну, которое обеспечивается контролем металлургического производства полуфабрикатов, уменьшается скорость избирательной коррозии по границам зерен и плоскостям скольжения. В результате сплавы в таком состоянии имеют такую же коррозионную стойкость, как алюминий промышленной чистоты, а в соленой воде и в некоторых щелочных растворах (карбонатов натрия и аминов) — даже более высокую.
Добавки магния к алюминию приводят к тому, что потенциал твердого раствора становится более электроположительным; при добавке кремния он становится более электроотрицательным. Потенциал сплава, легированного магнием и кремнием в соотношении, соответствующем образованию соединения Mg2Si, такой же, как и алюминия. Присутствие цинка в твердом растворе делает электродный потенциал алюминия более электроположительным. Поэтому алюминиевоцинковые сплавы широко используются для плакировки алюминиевых сплавов и в качестве катодной защиты стальных корпусов кораблей, балластных резервуаров и береговых нефтехранилищ.
Никель образует с алюминием соединение (NiAl3), являющееся эффективным катодом, что отрицательно сказывается на коррозионной стойкости алюминиевых сплавов. Никель вводится главным образом для повышения жаропрочности и твердости при повышенных температурах. В таких случаях эксплуатации (например, поршни) коррозионная стойкость не является определяющим фактором.
Хотя титан образует с алюминием также катодное соединение TiAl3, это не ухудшает коррозионную стойкость, поскольку титан вводится в алюминиевые сплавы в небольших количествах. Олово, висмут и свинец не образуют с алюминием интерметаллических соединений, но сами катодны по отношению к алюминию. Висмут и свинец вводят для улучшения обрабатываемости резанием в сплавы типа Al-Cu и Al-Mg2Si. Олово — важный элемент в подшипниковых алюминиевых сплавах; эти сплавы имеют высокое сопротивление воздействию продуктов износа или смазок.
Размер зерна и кристаллографическая ориентировка. Различия в зеренной структуре, например разница в размере зерна или ориентировке, незначительно влияют на коррозионную стойкость алюминия. Исключение составляют относительно толстые сечения, для которых ориентировка зерна является определяющим фактором в отношении сопротивления коррозионному растрескиванию. Однако эксперименты на монокристаллах показывают, что различие в потенциалах вдоль плоскостей самой разной ориентации очень мало.
В полуфабрикатах некоторых видов, например в прессованных полуфабрикатах и штамповках из высокопрочных алюминиевых сплавов, разница потенциалов может наблюдаться между рекристаллизованными и нерекристаллизованными участками макроструктуры. Крупные рекристаллизованные зерна в поверхностных слоях этих полуфабрикатов, образующие крупнокристаллический ободок, являются слабыми катодами (5—20 мВ) по отношению к остальным участкам, имеющим нерекристаллизованную фрагментированную (субзеренную) структуру. Поэтому, очевидно, предпочтительная коррозия более анодных слоев может происходить на механически обработанных поверхностях и кромках деталей.
Склонность к коррозионному растрескиванию полуфабрикатов из алюминиевых деформируемых сплавов с сильновыраженной направленностью структуры (текстурой деформации) зависит от ориентировки приложенного напряжения. Разница в коррозионном поведении в зависимости от направления особенно заметна в состояниях, наиболее чувствительных к коррозионному растрескиванию, и значительно меньше в состояниях с равномерным распадом. Полуфабрикаты с ярко выраженной текстурой могут быть склонны к расслаивающей коррозии.
Металлургические факторы и термическая обработка. Технология металлургического производства алюминиевых сплавов может оказывать влияние на коррозионную стойкость. Режимы термической обработки и степень холодной деформации определяют количество и характер распределения выделений, а также величину остаточных напряжений; от этих факторов в значительной мере зависят тип и скорость коррозии.
Разница в режимах термической обработки (нагрев под закалку, охлаждение и старение) может сильно сказываться на сопротивлении алюминиевых сплавов локализованной коррозии, особенно у высокопрочных сплавов. Если один участок поверхности металла термически обработан по режиму, отличающемуся от обработки остальной части изделия, то между ними может возникнуть разность потенциалов, что отразиться на коррозионном поведении. Например, при сварке плавлением не только образуется участок металла с литой структурой, но и происходят изменения металлургических и механических свойств основного металла в зоне термического влияния. При термической обработке в изделии могут возникнуть остаточные напряжения. У некоторых сплавов и при определенных состояниях эти напряжения могут вызывать склонность к коррозионному растрескиванию. Во избежание этого в производственной практике большинство полуфабрикатов из высокопрочных сплавов подвергают правке.
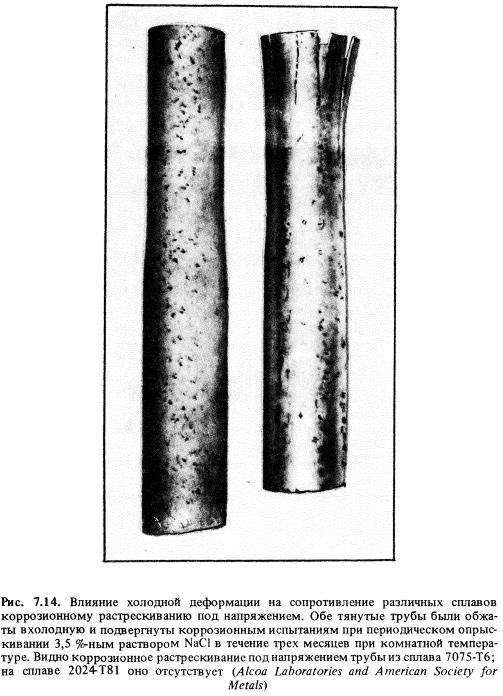
Влияние холодной деформации. Холодная деформация может влиять на распределение выделений, а в некоторых сплавах также на величину остаточных напряжений. Поэтому тип и скорость местной коррозии в сплаве могут сильно зависеть от степени холодной деформации. Остаточные напряжения, вносимые холодной деформацией, могут вызвать склонность к коррозионному растрескиванию у некоторых сплавов (рис. 7.14). В другом случае сопротивление коррозионному растрескиванию алюминиевых сплавов системы Al-Mg (5ХХХ) существенно меняется под влиянием холодной деформации, определяющей микроструктуру и продолжительность естественного старения. Заклепки из сплавов этой системы должны изготавливаться из сплавов с содержанием не более 3 % Mg, поскольку высокая степень холодной деформации при высадке головок вызывает склонность к коррозионному растрескиванию.
Влияние технологических операций на изготовление деталей. Технологические операции, при которых в металле образуются надрывы, царапины или грубо обработанные кромки, могут привести к снижению коррозионной стойкости, если эти повреждения занимают большую площадь на поверхности детали. Поскольку на острых кромках деталей труднее образовать сплошную защитную пленку, эти участки в большей мере подвержены локализованной коррозии. Однако гораздо большая опасность связана с такими операциями, как резка ножницами, вырубка, гибка, поскольку в этих случаях имеется возможность для возникновения высоких остаточных напряжений, что ускоряет процесс коррозии, особенно коррозионное растрескивание высокопрочных сплавов. Эти потенциальные проблемы следует обязательно учитывать при выборе любой технологической операции. Во многих случаях опасности возникновения коррозии удается избежать, либо видоизменяя технологию обработки, либо используя определенный сплав и режимы термической обработки, предназначенные именно для данного случая применения.
Коррозия алюминиевых соединений. Соединения, в которых не используется нагрев (болтовые, винтовые, резьбовые, заклепочные, прессовые и клеевые соединения), не влияют на коррозионную стойкость, хотя возможна щелевая коррозия в соединении. В случае соединения деталей из сплавов, чувствительных к коррозионному растрескиванию, следует избегать несоосности, так как это может привести к возникновению напряжений при сборке. При других способах соединения (сварка, пайка) может изменяться сопротивление коррозии. При пайке (и твердым, и мягким припоем) значительно изменяется состав материала в месте соединения и снижается коррозионная стойкость.
Сварка плавлением. В сварном соединении, выполненном сваркой плавлением, существует разница в микроструктуре по сечению. Центральная зона представляет собой литую структуру. По обе стороны от этой зоны располагается зона термического влияния, ширина которой зависит от толщины материала, скорости сварки и величины тепловложения. Для уменьшения окисления в процессе сварки предпочтительно применение аргоно-дуговой сварки (неплавящимся электродом или с присадкой). Присадочная проволока может быть того же состава, что и основной материал, но можно применять и специально подобранный сплав.
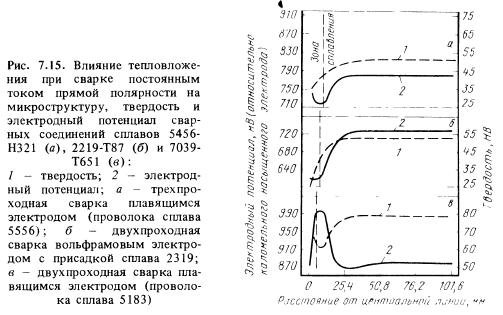
Разница в микроструктуре и величине электродных потенциалов по сечению сварного соединения для сплавов 5456, 2219 и 7039 показана на рис. 7.15. Эта разница при определенных обстоятельствах и в некоторых средах может привести к местной коррозии, что подтверждается коррозией в зоне термического влияния сварного соединения сплава 7005 (рис. 7.16). Обычно сварка с меньшим тепловложением в меньшей степени влияет на микроструктуру и снижает вероятность ухудшения коррозионной стойкости сварного соединения.
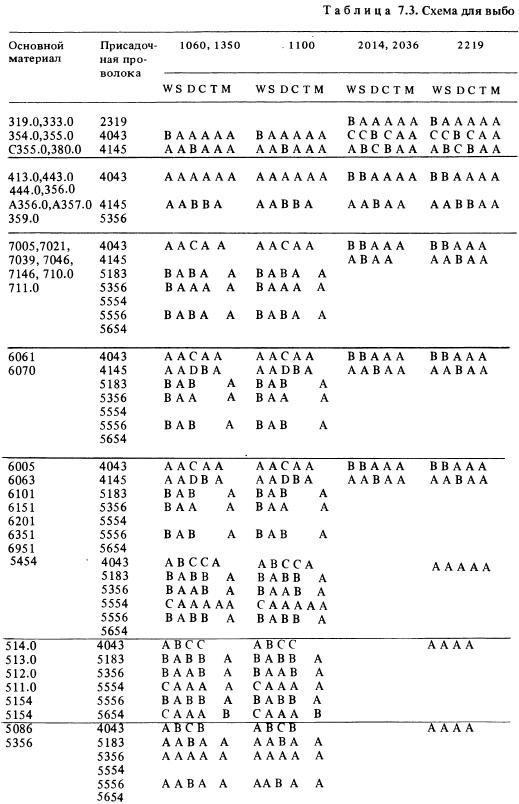
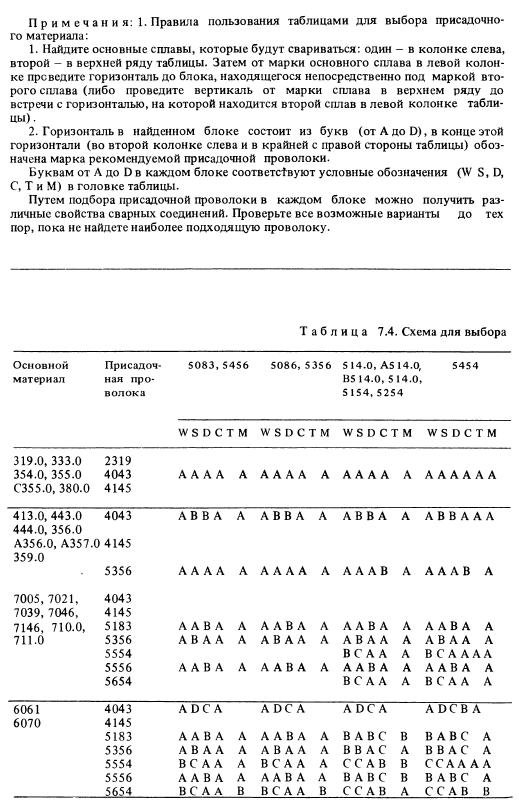
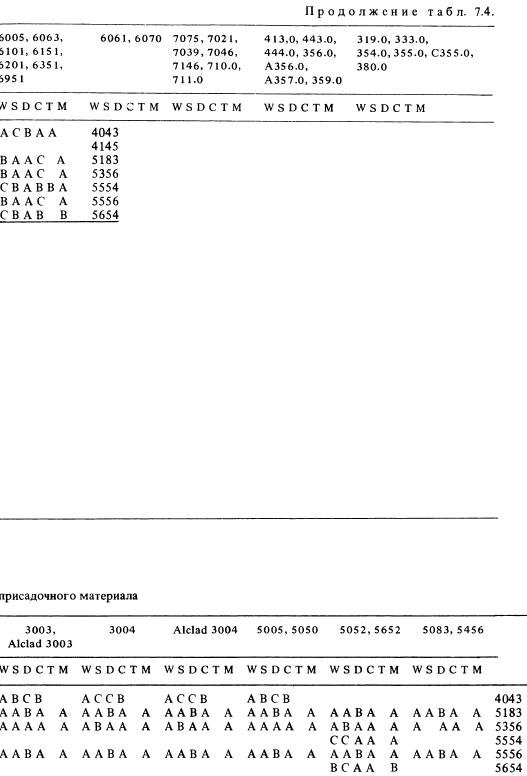
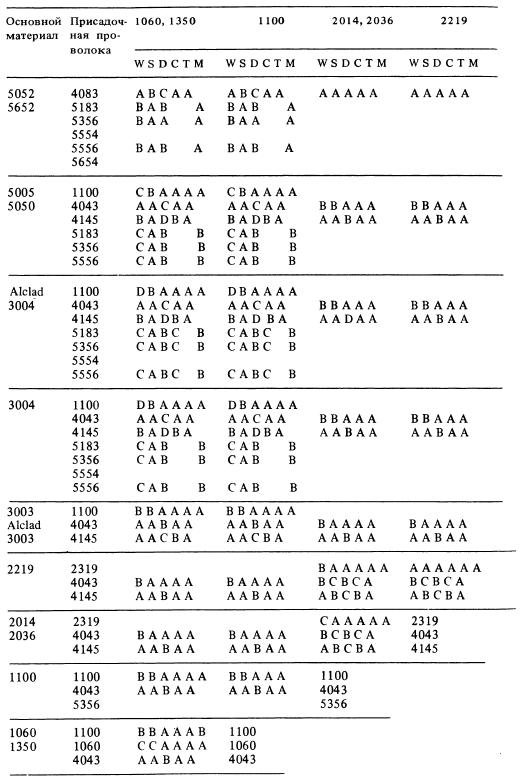
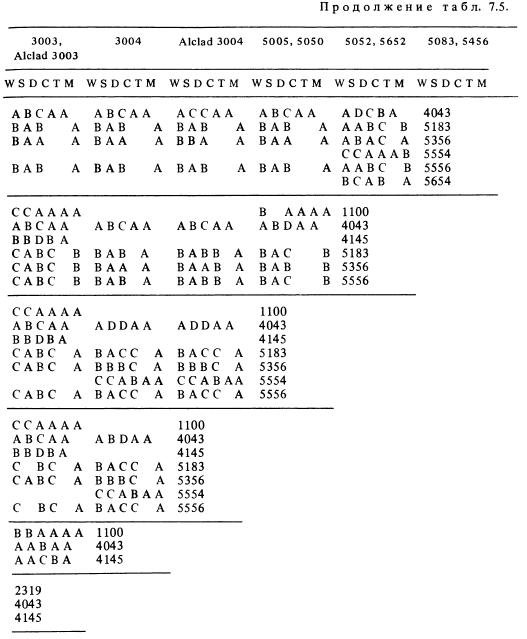
В некоторых состояниях, полученных в результате термической обработки, сплавы более пригодны для сварки, чем в других. Кроме того, ряд присадочных материалов лучше других с точки зрения свариваемости и сопротивления местной коррозии. В табл. 7.3-7.5 приведены марки стандартных присадочных материалов, рекомендуемых для получения оптимальных свойств, включая коррозионную стойкость. Табл. 7.3 и 7.4 следует использовать одновременно, а табл. 7.5 можно пользоваться отдельно. Для некоторых сплавов (в частности, термически упрочняемых сплавов серии 7ХХХ) в целях достижения максимальной коррозионной стойкости иногда применяют термическую обработку после сварки (см. рис. 7.16).

Если имеет место местная коррозия, то предпочтительными очагами коррозионных поражений могут быть либо зона шва, либо зона термического влияния в зависимости от микроструктуры и электродных потенциалов выделений в этих зонах и потенциала твердого раствора. В сварных соединениях также возникают остаточные напряжения, связанные с локальным нагревом и охлаждением в зоне сварки в условиях стеснения основным металлом. Однако коррозионное растрескивание сварных соединений по этой причине — редкое явление, и его можно избежать при правильном проектировании сварной конструкции.
Точечная сварка применяется в самолетостроении и других областях, недавно ее стали использовать в автомобильной промышленности. Обычно точечные сварные соединения алюминия имеют высокую коррозионную стойкость, но в случае высокопрочных сплавов серий 2ХХХ и 7XXX в коррозионной среде может возникнуть избирательная коррозия сварных точек вследствие структурных изменений в процессе сварки. При использовании указанных сплавов в коррозионноактивных средах должна быть предусмотрена защита.
В сварных соединениях, выполненных точечной сваркой, возможна щелевая коррозия. Единственным решением этой проблемы является сварка по клею; в этом случае клеевое соединение сочетается с точечной сваркой. Обычно соединяемые детали вначале склеивают, при этом клей заполняет щели, а затем производят точечную сварку.



Недавно разработан способ точечной сварки алюминия с разнородными металлами посредством использования промежуточного соединения. Для этого алюминий вначале приваривают точками к совместимому с ним металлу, который затем соединяют с разнородным металлом. Такая технология повышает сопротивление гальванокоррозии благодаря уменьшению контактов разнородных металлов.
Пайка твердым припоем. Пайку алюминия твердым припоем широко применяют в теплообменниках. Существует два типа этой пайки: в одном случае применяют флюс, в другом пайку ведут без флюса. Многие флюсы коррозионноактивны и их следует полностью удалять после соединения, иначе возможна активная коррозия. С этой целью разработана технология очистки паяных соединений. Недавно созданы также не вызывающие коррозию флюсы, которые необязательно удалять после пайки.
Соединения, полученные вакуумной пайкой твердым припоем, обладают более высокой коррозионной стойкостью по сравнению с соединениями, полученными пайкой под флюсом, поскольку всегда есть вероятность неполного удаления флюса. Вакуумная пайка недавно внедрена в автомобильной промышленности.

Пайка мягким припоем. Процесс пайки алюминия применяется на протяжении многих лет без каких-либо осложнений. Здесь существенны подготовка поверхности, используемые флюсы и конструкция соединения. При пайке алюминия используют прирой трех типов:
1) низкотемпературные оловянно-свинцовые;
2) среднетемпературные цинк-кадмиевые или цинк-оловянные;
3) высокотемпературные цинковые или цинк-алюминиевые.
Характеристики некоторых припоев для алюминия приведены в табл. 7.6. Коррозионная стойкость паяных алюминиевых соединений различна в зависимости от типа припоя. Наихудшую коррозионную стойкость дают низкотемпературные оловянно-свинцовые припои, наиболее высокую — высокотемпературные цинковые.
Коррозионное поведение паяных соединений, полученных с припоями различных типов, связано с величиной электродных потенциалов на поверхности раздела алюминий — припой, что показано на рис. 7.17.

Чтобы обеспечить максимально возможную коррозионную стойкость, необходимо удалять флюсы из соединения. Это особенно важно при использовании флюсов, содержащих хлориды и фториды. Недавно разработаны флюсы, пассивные в отношении коррозии, поэтому очистка от флюсов менее необходима. Кроме того, внедрена пайка ультразвуковым методом, при котором флюс не используется вообще. При этом исключается операция очистки от флюса и значительно улучшается сопротивление коррозии.
Для повышения эксплуатационных характеристик паяных алюминиевых соединений должна быть предусмотрена их защита. Соединения, в которых использованы припои первых двух типов, подлежат обязательной защите (обычно лакокрасочными покрытиями) при всех условиях эксплуатации, кроме самых безопасных. Для соединений, выполненных высокотемпературными припоями, защита необходима только в случае их применения в тяжелых условиях.
Клепка. Исторически сложилось так, что клепка - наиболее широко применяемый способ соединения алюминия с алюминием и другими металлами. Обычно при правильном выборе сплава и состояния можно ожидать получения высокой коррозионной стойкости при соединении сплавов друг с другом, хотя для высокопрочных сплавов систем Al-Cu-Mg и Al-Zn-Mg-Cu необходима защита заклепочных соединений. Для эксплуатации конструкций в средах с хорошей электрической проводимостью (например, морская вода) необходим тщательный подбор материала заклепок. Если алюминиевые заклепки невозможно использовать в этих средах, то следует рассмотреть вопрос об использовании заклепок из другого металла с защитой, например стальных оцинкованных или алюминированных. Стальные заклепки с защитой предпочтительны также при клепке алюминия с другими металлами. В любом случае основной металл в заклепке должен быть катодом по отношению к алюминию. Кроме того, во избежание гальванической коррозии должны быть предусмотрены способы защиты. Заклепочные соединения алюминиевых сплавов могут быть подвержены щелевой коррозии. В зависимости от условий эксплуатации должны быть предусмотрены способы защиты. В целях уменьшения опасности возникновения коррозии этого типа производится клепка по слою клея.
Клеевые соединения. Клеевые соединения алюминия стали широко применяться в последние годы. Этот метод используется при изготовлении композиционных материалов, используемых в строительных конструкциях и в ряде случаев в самолете-, ракете- и судостроении. Начали применять клеевые соединения и в автомобильной промышленности. Коррозионное поведение клеевых алюминиевых соединений зависит от сплава, конструкции соединения, подготовки поверхности и выбранного клея. Обычно коррозионная стойкость клеевых соединений хорошая, хотя приложенное напряжение оказывает неблагоприятное влияние. Основное преимущество клеевых соединений — отсутствие опасности щелевой коррозии. Эксплуатационные свойства этих соединений могут быть улучшены путем использования органических покрытий и уплотнений.
Большинство клеев совместимо с алюминием. Однако есть исключения, например щелочные латексные клеи на водной основе, клеи, содержащие кислотные ангидриды, а также токопроводящие клеи с добавками меди, серебра или углерода. При использовании этих добавок следует соблюдать осторожность, учитывая опасность возникновения коррозии.