



Взаимодействие карбидов тугоплавких металлов с углеродом
Карбиды обладают высокими температурами плавления и твердостью, повышенной коррозионной стойкостью и теплопроводностью, низкой скоростью испарения и упругостью паров при высоких температурах, а также рядом других ценных физико-технических характеристик. В структурном отношении карбиды являются наиболее характерными представителями фаз внедрения.
Уменьшение температуры плавления в ряду тугоплавких соединений карбид—>борид—>нитрид—>окисел качественно указывает на то, что прочность связи в карбидах максимальна. В термодинамическом отношении карбиды металлов IV и V групп периодической системы являются наиболее стойкими среди тугоплавких соединений.
Развитие работ по использованию карбидов в контакте с углеграфитовыми материалами в качестве защитных покрытий, а также расширение исследований по получению композиционных карбидо-углеродных материалов вызвало интерес к изучению процессов, происходящих на контактной поверхности карбид — углерод.
Пара углеграфитовый материал — карбид находит применение в конструкциях многих высокотемпературных агрегатов, при эксплуатации которых также необходимо учитывать возможное взаимодействие на контактной границе.
В табл. 35 представлены основные высокотемпературные свойства карбидов металлов IV—VI групп периодической системы.
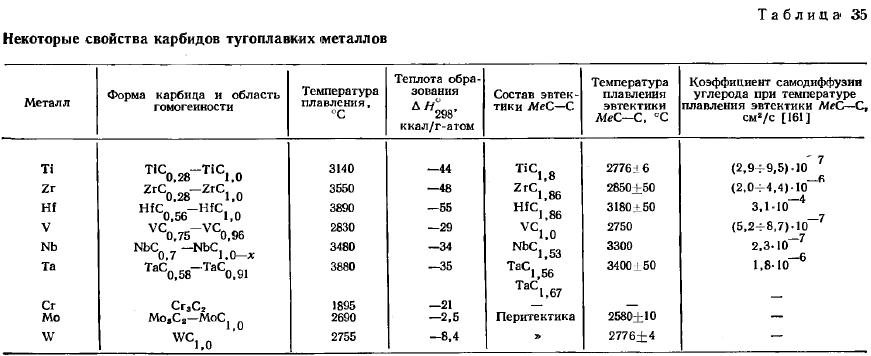
Тугоплавкость карбидов возрастает при увеличении номера металла и каждой группе, но уменьшается при переходе от IV к VI группе.
Взаимодействуя с углеродом, монокарбиды V группы образуют более тугоплавкие эвтектики, чем карбиды IV группы.
Большинство карбидов являются фазами переменного состава, имеющими широкие области гомогенности. Наиболее значительно от стехиометрического состава могут отклоняться карбиды металлов IV группы. Другим отличием металлов этой группы является то, что они образуют только монокарбиды. Металлы V и VI групп наряду с монокарбидами образуют низшие карбиды типа Ме2С и имеют заметно суженные области гомогенности. Монокарбидам металлов V группы свойственно образовывать структуры с наличием значительного количества дефектов и достижение стехиометрического состава для них практически невозможно. Отклонение от стехиометрического состава должно облегчать протекание диффузии благодаря возникновению значительного количества вакансий в углеродной подрешетке карбида. Действительно, коэффициент диффузии углерода в карбиде ниобия нестехиометрического состава втрое выше, чем в карбиде ниобия состава, близкого к стехиометрическому, однако для карбида циркония наблюдается обратная зависимость — с отклонением от стехиометрического состава коэффициент самодиффузии углерода в карбиде циркония уменьшается. Правда, это в значительной степени связано с тем, что реальные карбиды IV группы с дефицитом по углероду обычно загрязнены кислородом, присутствие которого затрудняет диффузию углерода.
Существует мнение, что в случае предельно насыщенных углеродом монокарбидных фаз коэффициент самодиффузии углерода в карбиде металла IV группы меньше, чем в карбиде металла соответствующего периода V группы. Это связывают с тем, что у карбидов металлов IV группы меньше «просвет» между атомами металлов как по ребру куба, так и по диагонали. Кроме того, эти карбиды соответствующие составу MeC1,0, имеют упорядоченную структуру с минимальным числом дефектов, в отличие от дефектных структур монокарбидов V группы. Однако четкого подтверждения этого предположения в настоящее время нет, но вполне определенно можно сказать, что коэффициент самодиффузии углерода в карбидных фазах при температурах плавления эвтектики сплавов MeC — С возрастает в каждой группе при увеличении периода примерно на порядок.
Низкие значения коэффициентов диффузии углерода в карбидах переходных металлов позволяют рекомендовать их в качестве барьерных слоев, задерживающих карбидизацию металлов или других тугоплавких соединений, работающих в контакте с графитом иди другими углеродными материалами.
При контактном взаимодействии карбид — углерод массоперенос углерода в значительной степени зависит от структуры карбидного материала, т. е. пористости и размера зерен. При наличии значительного количества сообщающихся пор вклад поверхностных процессов в диффузионный поток может быть весьма существенным. Аналогичным образом влияют границы зерен.
Рассматривая процессы, происходящие на контактной поверхности карбид — углерод, необходимо учитывать, что диффузия углерода в карбидной фазе происходит гораздо интенсивнее, чем самодиффузия углерода в сравниваемом графите. При температуре около 2300°К коэффициент диффузии углерода в карбиде на несколько порядков выше, чем коэффициент самодиффузии углерода в графите. Из этого следует, что скорость поступления атомов углерода из объема графита к контактной границе значительно меньше скорости их движения в объеме карбида. Такое различие при длительном высокотемпературном взаимодействии приводит к разрыхлению графита в зоне контакта с карбидом.
При контактном взаимодействии карбид — углерод, кроме температуры плавления эвтектики и скорости диффузионных процессов, необходимо учитывать различие в коэффициентах термического расширения материалов, прочность адгезионного сцепления, влияние среды, в которой происходит взаимодействие, и другие факторы.
В настоящей главе обсуждаются также процессы карбидообразования, происходящие при взаимодействии расплавленных тугоплавких переходных металлов и их паров с графитом.
Обсуждение этих процессов, на первый взгляд, представляется несколько выходящим из круга рассматриваемых вопросов. Однако то обстоятельство, что на контактной границе расплав — графит, как правило, очень быстро образуется карбидный слой и дальнейшее взаимодействие в значительной мере зависит от процессов, происходящих между графитом и карбидом в твердом состоянии, делает оправданным такое обсуждение.
Знание механизма и кинетики взаимодействия графита и карбида при наличии значительного количества жидкого металла или его паров, контактирующих с графитом, необходимо на практике при получении из расплавов или парогазовой фазы защитных карбидных покрытий на графите, при разработке технологических приемов пайки графитовых деталей, подборе углеграфитовых материалов для плавки тугоплавких металлов.