



Исследование влияния скорости охлаждения на кинетику фазовых превращений, структуру и свойства околошовной зоны сплава системы Ti-Al-Zr
Титан и его сплавы обладают высокой температурой плавления, малой теплопроводностью и большой теплоемкостью, что приводит при сварке к увеличению времени пребывания металла околошовной зоны сварных соединений при повышенных температурах (по сравнению со сплавами железа, меди и алюминия). Известно, что термические циклы сварки могут оказывать отрицательное влияние на структуру и свойства околошовной зоны. Часто нежелательные изменения структуры в дальнейшем не могут быть исправлены путем фазовой перекристаллизации из-за малого объемного эффекта полиморфного превращения. Так. например, при сварке плавлением титанового а-сплава системы Ti—Al—Zr было установлено, что в околошовной зоне по сравнению с основным металлом наблюдается снижение пластических свойств и сопротивляемости образованию холодных трещин во времени. Особенно заметно снижалась пластичность металла околошовных участков при относительно низких скоростях охлаждения сварных соединений, которые, например при сварке тонкостенных труб размером 18х2,5 мм, составляли всего 20—30 град./сек. (в интервале температур 900—700°) на расстоянии 1,0—1,5 мм от линии сплавления.
Для исследования кинетики фазовых превращений в металле имитированной околошовной зоны при изменении скорости охлаждения был применен быстродействующий дилатометр ИМЕТ-ДБ.
В настоящем исследовании при изучении кинетики фазовых превращений применялись отливки из сплава 48-Т7, содержащие разное количество кислорода: 0,1; 0,2 и 0,3%. Образцы каждой плавки с указанным содержанием кислорода наводороживались до концентраций 0,0034, 0,011 и 0,018% H2.
В быстродействующем дилатометре ИМЕТ-ДБ трубчатые образцы диаметром 6 мм и с толщиной стенки 1 мм нагревались током высокой частоты при помощи кольцевого индуктора лампового генератора. Скорость нагрева Wп в интервале температур превращения а—>в составляла около 300 град./сек., максимальная температура нагрева 1250—1300°, а скорости охлаждения Wохл изменяли в широких пределах — от 4 до 400 град./сек., варьируя расход охлаждающего аргона или гелия, а также путем дополнительного подогрева токами высокой частоты.

Исследованиями было установлено, во-первых, что при увеличении содержания кислорода в сплаве температура превращения в—>а повышается и, во-вторых, что с увеличением скорости охлаждения образцов температура полиморфного превращения снижается (табл. 1). М.X. Шоршоров объясняет это неравномерным распределением кислорода в в-фазе после превращения а—>в. При медленном охлаждении процессы диффузии кислорода и азота протекают с большей полнотой, а превращение происходит при температурах, близких к равновесным условиям. Начиная с некоторой «критической» скорости охлаждения wкp температура превращения в—>а' резко снижается по S образной кривой в связи с не достаточным выравниванием концентрации кислорода и азота в в-твердом растворе.
Значение «критической» скорости охлаждения уменьшается при наличии легирующих элементов, затрудняющих диффузию кислорода и азота. Результаты дилатометрических исследовании приведены на рис. 1, а, из которого видно, что увеличение содержания кислорода в металле вызывает повышение критической скорости охлаждения. Так, например, при содержании кислорода 0,28—0,30% она составляет 300—350 град./сек. и повышается с увеличением содержания кислорода. С увеличением содержания водорода критическая скорость охлаждения понижается. Это, по-видимому, связано с изменением растворимости кислорода в в- и a-фазе титана под влиянием водорода, а также под действием водорода как стабилизатора в-фазы. Следует особо отметить, что, изменяя скорости охлаждения, можно в достаточно широком интервале менять температуру начала образования гидридной фазы. Смещение температуры начала образования основной массы гидридной фазы при комнатной температуре — явление нежелательное, так как выделение гидридной фазы сопровождается возникновением значительных напряжений первого рода, а релаксация границ зерен при комнатной температуре резко снижается, что может привести к возникновению холодных трещин.

На рис. 1,б видно, что температура начала образования гидридной фазы при скорости охлаждения 35—50 град./сек. выше, чем при скорости охлаждения 6 град./сек. При скорости охлаждения 90—140 град./сек. температура начала образования гидридной фазы, правда, понижается, но гидриды возникают в мелкодисперсной форме и их отрицательное влияние на сопротивляемость металла трещинообразованию в значительной степени уменьшается
В работах было установлено, что высокие скорости охлаждения оказывают положительное влияние на увеличение сопротивляемости трещинообразованию металла имитированной околошовной зоны. То, что результаты испытаний оказались положительными, связано с образованием мелкодисперсной гидридной фазы при увеличении скорости охлаждения. При незначительной скорости охлаждения образуется гидридная фаза в виде крупных включений и сопротивляемость трещинообразованию металла имитированной околошовной зоны снижается.
При металлографических исследованиях образцов, содержавших 0,018% H2, после их нагрева и охлаждения с различной скоростью в быстродействующем дилатометре было установлено, что при медленном охлаждении (3,6 град /сек.) возникают зерна более крупных размеров, чем при быстром охлаждении (100—150 град./сек.).
Чем крупнее зерно (а оно имеет большие размеры при наиболее медленном охлаждении), тем длиннее и шире становятся пластинки а'-фазы при вторичной кристаллизации. Рост выделений гидридной фазы при этом происходит за счет диффузии водорода из прилегающих объемов а'-фазы. Гидридная фаза представляет собой пластинки или коагулированные включения, которые располагаются параллельными рядами по плоскостям 1010 в пределах превращенного в-зерна. При скорости охлаждения 148 град./сек. резко изменяется форма гидридных включений, которые наблюдаются в виде мелкодисперсных выделений, а при меньшем содержании водорода в металле (0,011%) даже не обнаруживаются.
Таким образом, дилатометрические исследования показали, что скорости охлаждения эффективно влияют на полиморфное и гидридное превращения в металле имитированной околошовной зоны и при увеличении скорости охлаждения можно получать металл с более благоприятной структурой.
Для исследования влияния скорости охлаждения на микроструктуру и механические свойства имитированной околошовной зоны была применена специальная методика. По этой методике обработка заготовок образцов размером 12х12х80 мм имитированным термическим циклом сварки осуществлялась на модернизированной установке Родигина путем нагрева образца электрическим током и охлаждения его с заранее заданной скоростью. Термические циклы нагрева и охлаждения заготовок записывались при помощи автоматического электронного потенциометра марки ЭПП-09. После нагрева с заданной скоростью до необходимой температуры и выдержки при этой температуре заготовки размером 12x12x80 мм освобождались от зажимов машины и охлаждались.
До начала экспериментальной работы замерялись термические циклы околошовных участков сварных соединений труб размером 18х2,5 мм. Платино платинородиевые термопары закреплялись при этом на расстоянии 1,0—1,5 мм от линии сплавления. Запись термических циклов осуществлялась одновременно тремя автоматическими электронными потенциометрами марки ЭПП-09М.
Термическая обработка заготовок осуществлялась по двум вариантам: вариант I — скорость нагрева 280—300 град./сек., максимальная температура нагрева 1400—1450°, выдержка при данной температуре 10 секунд; вариант II — нагрев и охлаждение имитированным циклом, приближающимся к реальному термическому циклу околошовной зоны при сварке труб.

Термические циклы нагрева и охлаждения заготовок приведены на рис. 2, из которого видно, что имитированный термический цикл нагрева и охлаждения образцов (кривая 2) практически мало отличается от реального термического цикла сварки труб (кривая 1). Поэтому механические свойства, полученные на нормальных образцах, термически обработанных имитированным термическим циклом, будут практически соответствовать свойствам металла околошовной зоны сварных соединений труб. Некоторый подъем (кривая 2) при температуре более 800 можно объяснить полиморфным превращением, которое связано с выделением тепла.
Исследования выполнялись на металле лабораторных плавок, отличающихся по содержанию кислорода (табл 2).

Заготовки образцов, нарезанные из пластин опытных плавок, подвергались дегазации при температуре 750° в течение 5 часов, а затем наводороживались до расчетных значений. Заготовки имели различное фактическое содержание водорода: 0,003, 0,012, 0,018%.
Подготовленные таким образом заготовки подвергались в дальнейшем термической обработке по приведенным выше вариантам.
Из термически обработанных заготовок и основного металла, не подвергавшегося термической обработке, изготавливались образцы Meнаже с круглым надрезом и Гагаринские образцы. Результаты механических испытаний исходного металла и металла, подвергнутого термической обработке, приведены на рис. 3. Рассматривая механические свойства, необходимо отметить одну главную особенность: высокая скорость охлаждения (500 град./сек.) приводит к одновременному повышению прочностных и пластических свойств металла по сравнению с исходным металлом. У металла, термически обработанного имитированным термическим циклом сварки с незначительной скоростью в области полиморфного превращения (Wохл = 20—25 град./сек.), прочностные свойства сохраняются на уровне исходного металла, но пластические — несколько снижаются.
Скорости охлаждения оказывают также значительное влияние на изменение механических свойств металла с различным содержанием водорода. Особенно сильно изменяется при этом ударная вязкость Высокая скорость охлаждения повышает ударную вязкость металла, а замедленная — снижает ее. Причем наиболее эффективное влияние скорости охлаждения проявляется при повышенном содержании в металле водороде.
Таким образом, скорость охлаждения оказывает значительное влияние на изменение прочности, пластичности и ударной вязкости металла, подвергнутого обработке имитированным термическим циклом сварки.
После механических испытаний из образцов изготавливались микрошлифы, которые травились в реактиве состава 2% HF+10% HNO3+88% H2O и промывались в растворе 5% HF+95% HNO3, а затем в воде. Микрошлифы просматривались в обычном и поляризованном свете на микроскопе МИМ-8М при увеличении в 150 раз и на электронном микроскопе при увеличении в 11 000 раз На рис. 4 приведена микроструктура образцов из металла лабораторных плавок, содержавшего 0,015% H2; 0,02% N2 и 0,10% O2. В исходном состоянии сплав имеет структуру a-фазы, ориентированную в направлении проката (рис. 4,а). После быстрого охлаждения в воде из p-области структура образцов представляет собой пластинчатую а'-фазу (рис. 4,6).

Резко отличаются по структуре образцы, медленно охлажденные из P-области (рис. 4,в). Границы превращенных p-зерен в этом случае имеют характерный зубчатый вид, а внутри зерен не наблюдается игольчатой или пластинчатой а'-фазы. Гидриды титана в медленно охлажденном металле имеют вид бесформенных частиц или штрихов различной протяженности. Грубые выделения гидридной фазы видны в структуре при содержании в металле 0,010% H2 и более.
Анализ структуры при увеличении в 11000 раз показывает, что для медленно охлажденного металла (25—30 град./сек.) характерны относительно большие расстояния между пластинками а'-фазы (рис. 4,д). При высокой скорости охлаждения (500 град./сек.) расстояние между пластинками а'-фазы резко сокращается (рис. 4,е). По-видимому, изменение внутризеренной структуры металла и ведет к повышению прочностных и пластических свойств имитированной околошовной зоны при быстром охлаждении.
Анализ изломов образцов Менаже, содержащих 0,012% H2, показывает, что для металла, охлажденного с медленной скоростью, характерен крупнокристаллический излом, а металл, подвергшийся быстрому охлаждению из в-состояния, отличается волокнистым вязким изломом.
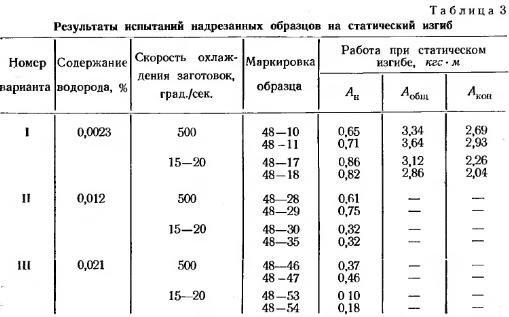
Следует особо выделить испытания на статический изгиб, так как при этих испытаниях можно оценить вязкие свойства материала, проявляющиеся в сопротивляемости зарождению и распространению трещины. Большая работа, затраченная на распространение трещины, свидетельствует о том, что материал хорошо сопротивляется ее развитию. Это подтверждается и характером излома, который в таких случаях получается матовым, волокнистым Для испытаний на статический изгиб применялся металл опытной плавки, содержавший 0,23% O2. Заготовки размером 12x12x80 мм с указанным содержанием кислорода дегазировались, а затем наводороживались до следующих концентраций водорода: 0,0023; 0,012 и 0,021%. Термическая обработка заготовок осуществлялась на машине Родигина по методике, описанной выше. Исследовались варианты термической обработки со скоростями охлаждения 500 и 15-20 град./сек. (охлаждение из p-состояния). После термической обработки имитированным циклом сварки заготовки подвергались старению при температуре 550° в течение 10 часов и при комнатной температуре в течение 3 месяцев.

Диаграммы статического изгиба образцов приведены на рис. 5. Путем планиметрирования диаграммы изгиба определялась работа начала разрушения, а по диаграммам без срывов подсчитывалась также общая и конечная работа разрушения. Результаты испытаний надрезанных образцов на статический изгиб приведены в табл. 3.
Испытания на статический изгиб показали, что работа начала разрушения зависит в значительной степени от формы гидридной фазы. Металл, охлажденный с высокой скоростью из в-состояния (500 град./сек.), имеет в структуре мелкодисперсные включения гидридов и характеризуется работой начала разрушения в 2 раза большей, чем металл с пластинчатой формой гидридных включений при охлаждении из в-состояния со скоростью 15—20 град./сек. Результаты испытаний на статический изгиб хорошо согласуются с результатами испытаний сварных соединений труб на сопротивляемость образованию холодных трещин, когда также было установлено положительное влияние высокой скорости охлаждения. Таким образом, приведенные выше результаты механических испытаний и металлографических исследований указывают на зависимость прочностных свойств, пластичности и ударной вязкости металла от характера структуры, получающейся при охлаждении образцов с разной скоростью из в-состояния.
Следует отметить, что механические свойства быстро охлажденного металла являются стабильными. Данный вывод подтверждается тем, что результаты механических испытаний металла имитированной околошовной зоны определялись спустя 2—3 месяца после термической обработки заготовок, но понижения механических свойств не произошло. Из литературных источников известно, что при метастабильной структуре вполне достаточно 2—3 месяцев для прохождения процессов старения при комнатной температуре. Кроме того, дополнительно охлажденный металл подвергался старению по режиму: нагрев до температуры 550°, выдержка 10 часов, охлаждение на воздухе.
Образование пластинчатой или игольчатой а'-фазы указывает на мартенситный характер превращения в металле при высокой скорости охлаждения. Полиморфные превращения типа мартенситного могут происходить не только в сталях, но также в сплавах меди, никеля, циркония, титана и других металлах.
Мортон К. Смит считает, что мартенситному превращению может подвергаться и чистый титан. Повышение прочностных свойств исследуемого сплава при высокой скорости охлаждения можно, по-видимому, объяснить с позиций дислокационной теории.
Упрочнение металла, как известно, происходит при увеличении плотности дислокаций и более равномерном распределении их по металлу, чем в исходном состоянии, создании дислокационных барьеров в виде границ зерен и субзерен, поверхностей раздела, двойниковых границ и т. д., а также при уменьшении размера зерна и образовании субструктуры с заблокированными дислокационными границами.
В титановых сплавах пластинки а'-фазы в сплаве являются своего рода дислокационными барьерами, поэтому для дальнейшего продвижения дислокаций требуется воздействие дополнительного напряжения» в результате чего повышается способность материала сопротивляться внешнему нагружению. В то же время благодаря более равномерной деформации металла сохраняются его пластические свойства.
Как показали наши исследования, изучаемый сплав сохраняет способность к внутризеренной деформации даже при содержании в нем до 0,45% О2. Кроме того, нужно учесть, что при высоких скоростях охлаждения на границах зерен значительно уменьшается количество сегрегирующих примесей. Чистота границ зерен также, вероятно, способствует протеканию процессов упруго-вязкого скольжения и пластические свойства металла при этом повышаются. Уменьшение величины зерна (в исследуемом сплаве оно уменьшается после охлаждения с высокой скоростью) приводит к более равномерному деформированию металла, вследствие чего возрастают его прочностные свойства.
Основные рекомендации настоящей работы внедрены при изготовлении сварных конструкций. Применение на практике высоких скоростей охлаждения (100—300 град./сек) способствовало повышению качества сварных соединений и увеличению производительности труда на сварочных операциях.
Заключение
Увеличение скорости охлаждения сплавов системы Ti—Al—Zr приводит к снижению температурного интервала полиморфного превращения и повышению температуры начала образования гидридной фазы.
Металл имитированной околошовной зоны (скорость охлаждения 500 град./сек.) имеет более высокие значения временного сопротивления и ударной вязкости по сравнению с соответствующими характеристиками металла медленно охлажденной околошовной зоны (скорость охлаждения 20—25 град./сек.). При содержании в металле 0,003% H2, 0,10% O2 и 0,014% N2 его прочностные и пластические свойства повышаются при быстром охлаждении по сравнению со свойствами металла, медленно охлажденного, на 10—12% по временному сопротивлению, 25—30% по относительному сужению, 30—40% по ударной вязкости.
Одновременное повышение прочностных и пластических свойств быстро охлажденного металла околошовной зоны связано, по-видимому, с получением благоприятной мелкоигольчатой внутризеренной структуры и уменьшением сегрегации примесей по границам зерен.