



Исследование сварных свойств некоторых сплавов титана
Материал и методика исследования
В настоящей работе изучено влияние небольших добавок в-стабилизирующих элементов на сварочные свойства сплавов системы Ti+5,5% Al. Исследовался металл лабораторных слитков весом 10 кг следующих составов: Ti+5,5% Al, Ti+5,5% Al+1,2 и 3% V, Ti+5,5% Аl+0,5; 1,0 и 1,5% Mo (или марганца, хрома, железа).
Для оценки сварочных свойств сплавов определялись: 1) механические свойства на образцах, вырезанных из заготовок, предварительно подвергнутых на машине Родигина термической обработке, имитирующей термический цикл околошовной зоны при сварке (нагрев со скоростью 300—400 град./сек. до 1500°, выдержка 5 секунд, охлаждение на воздухе и в воде). Подробное описание этого метода приведено в работе; 2) критический диаметр оправки при испытании на изгиб образцов размером 12x60x260 мм с продольным холостым расплавленным валиком и без валика. (Валик выполнялся вольфрамовым электродом при силе сварочного тока 120 а без присадки.); 3) механические свойства металла шва, выполненного двумя способами сварки: автоматической сваркой погруженной дугой (проплавление основного металла вольфрамовым электродом без присадки и без разделки кромок) и ручной аргоно-дуговой сваркой с применением присадочной проволоки из сплава 48-Т2В (2% Al и 1 % V) при Х-образной симметричной разделке кромок.
При автоматической сварке доля участия основного металла в формировании шва максимальна, поэтому свойства металла шва главным образом будут зависеть от химического состава свариваемого металла. При ручной аргоно-дуговой сварке доля участия основного металла в формировании шва составляет 20—40%. В этом случае для обеспечения равнопрочности сварного соединения необходимо применять легированную присадочную проволоку, что позволяет значительно снизить размеры усиления шва.
Результаты исследования
Из рис. 1, где приведены механические свойства сплавов в кованом и отожженном состоянии, следует, что добавки p-стабилизаторов заметно повышают прочность титаналюминиевого сплава; наиболее сильным упрочнителем является марганец, а самым слабым — ванадий. При этом ванадий, молибден и хром в исследованных пределах практически не влияют на ударную вязкость и предельную пластичность сплава, тогда как присутствие железа и марганца вызывает заметное снижение значений относительного сужения и ударной вязкости.
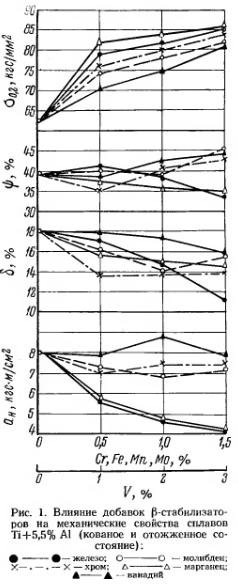
Изучение микроструктуры сплавов показало, что при добавке ванадия в количестве до 1 %, а молибдена, марганца, хрома и железа — до 0,5% каждого структура сплава Ti+5,5% Al остается однофазной; при увеличении количества p-стабилизаторов свыше указанного в структуре уже наблюдается вторая фаза (возможно, в-фаза)

Как видно из рис. 2, а, где приведены механические свойства сплавов, подвергнутых термическому циклу на машине Родигина, для сплавов всех исследуемых составов характерно повышение прочности и снижение пластичности с увеличением содержания в-стабилизирующих элементов. Наибольшая подкалка при охлаждении с 1500° в воде наблюдается у сплавов Ti+5,5% Al, дополнительно легированных хромом, наименьшая — у сплавов системы Ti—Al—V. При этом пластичность и вязкость сплавов, содержащих ванадий, снижаются весьма незначительно даже при содержании 3% V как после охлаждения на воздухе, так и при охлаждении с 1500° в воде (эта термическая обработка имитирует наиболее жесткий режим сварки, имеющий место при ручной аргоно-дуговой сварке при выполнении галтельных валиков). Добавки молибдена, марганца, хрома или железа даже в количестве 0,5% уже заметно сказываются на предельной пластичности сплава при охлаждении с 1500° в воде. Увеличение содержания легирующих элементов до 1,5% приводит к снижению относительного сужения с 28 до 18,6% (молибден), 16,6% (марганец), 6,5% (железо) и 5,7% (хром) (рис. 2,а). Одновременно с этим существенно снижаются относительное удлинение и ударная вязкость сплава. Особенно резко снижают ударную вязкость образцов, подвергнутых термическому циклу, добавки железа и хрома. Так, легирование сплава Ti + 5,5% Al железом в количестве 1,5% приводит к снижению ударной вязкости с 9 до 3,9 кгс*м/см2 при охлаждении с 1500° в воде и до 2,3 кгс*м/см2 при охлаждении на воздухе. Следует отметить, что при охлаждении с 1500° на воздухе ударная вязкость сплавов, содержащих 1,5% Fe, снижается в значительно большей степени, чем при охлаждении в воде (рис. 2, б). Возможно, это происходит в результате выпадения интерметаллических соединений в процессе охлаждения
Пластические свойства всех сплавов (за исключением сплавов системы Ti—Al—Fe) при охлаждении на воздухе снижаются гораздо меньше, чем при охлаждении в воде, значительно меньше в этом случае и величина упрочнения. По всей вероятности, это явление связано с превращением в—>а+в, протекающим в процессе охлаждения на воздухе (рис. 2), тогда как в результате быстрого охлаждения с 1500° в воде диффузионные процессы частично подавляются и конечным продуктом распада наряду с равновесными а- и p-фазами является мартенситная а'-фаза (рис. 3).

Резкое снижение пластичности при охлаждении на воздухе у сплавов, содержащих железо, по-видимому, также можно объяснить выпадением интерметаллидов. Подобный эффект наблюдался и ранее на двойных и тройных сплавах титана, содержащих железо.
Из табл. 1 следует, что гибовые пробы с холостым валиком из сплава Ti+5,5% Al, а также из сплавов с основой Ti+5,5% Al, дополнительно легированных ванадием в количестве 1% или молибденом, хромом, марганцем и железом в количестве 0,5% каждого, выдерживают испытание практически на той же оправке, что и образцы без валика. Пробы с валиком, изготовленные из сплава Ti+5,5% Al+2% V, загибаются без трещин на оправке равной 9 толщинам. (Критический диаметр оправки для образцов без валика из этого же сплава составляет 8 толщин). Дополнительное легирование сплава Ti+5,5% Al молибденом, хромом или марганцем в количестве 1 % приводит к увеличению критического диаметра оправки для образцов с валиком уже до 10 толщин; образцы же из сплавов, содержащих добавки 1 % Fe или молибдена, марганца и хрома в количестве 1,5%, при испытании на оправке диаметром 10 толщин уже разрушаются. Гибовые пробы из сплава Ti+5,5% Al+1,5% Fe как с валиком, так и без него также не выдерживают испытания на оправке диаметром 10 толщин.

Результаты испытания образцов из металла шва пластин, сваренных ручной и автоматической сваркой по режимам, указанным в табл. 2, приведены на рис. 4, из которого видно (автоматическая сварка неплавящимся электродом), что с увеличением содержания в-стабилизаторов в металле шва наблюдается повышение прочностных характеристик, причем наиболее резко значения предела текучести возрастают у металла плавок, легированных железом, марганцем и хромом. На этих же образцах наиболее заметно снижаются и пластические свойства (относительное удлинение и относительное сужение).
Аналогичное изменение свойств получено на образцах из основного металла, подвергнутых обработке на установке Родигина (рис. 2).

Повышение прочностных характеристик металла шва объясняется, по-видимому, тем, что высокое содержание p-стабилизаторов в металле шва приводит к закалке сварочного шва из области жидкого расплав ленного металла, так как кристаллизация шва протекает в условиях, аналогичных условиям заливки расплавленного металла в изложницу, с той лишь существенной разницей, что в процессе кристаллизации и последующего охлаждения шов получает дополнительно наклеп.
Рассмотрение результатов испытания образцов из металла шва, выполненного ручной аргоно-дуговой сваркой (рис. 4,б), показывает, что, несмотря на более высокие скорости охлаждения металла шва, прочностные характеристики незначительно повышаются. Это объясняется тем, что доля участия основного металла в формировании шва при ручной сварке меньше, чем при автоматической; следовательно, меньше и содержание легирующих элементов в шве.

В соответствии с этим и прочностные характеристики металла шва значительно ниже, чем основного металла, а пластические и ударные свойства соответственно выше тех же характеристик основного металла.
Выводы
1. При легировании сплава Ti + 5,5% Al ванадием и молибденом в количествах соответственно до 2 и 1%, марганцем, железом или хромом в количестве 0,5% каждого свойства околошовной зоны при воздействии термического цикла сварки практически остаются на уровне основного металла.
2. Увеличение содержания легирующих элементов выше указанных пределов приводит к повышению прочности, снижению пластичности и вязкости зоны термического влияния.
При этом увеличение содержания ванадия до 3% или молибдена до 1,5% сказывается на сварочных свойствах сплава в значительно меньшей степени, чем увеличение содержания железа, марганца и хрома свыше 0,5%. Легирование сплава Ti+5,5% Al железом, марганцем или хромом в количестве до 1,5% каждого приводит к резкому снижению пластических свойств сварных соединений. В связи с этим вводить указанные элементы в таком количестве в сплав, свариваемый без последующей термической обработки, нецелесообразно.