



Токарные станки
Токарные станки служат для обработки наружных и внутренних цилиндрических, конических, фасонных, плоских и винтовых поверхностей. Все токарные станки имеют вращательное рабочее движение, которое выполняется шпинделем. Движение подачи может быть направлено параллельно, перпендикулярно и под углом к оси вращения шпинделя. Оно выполняется суппортом, задней бабкой или револьверной головкой. Токарные станки составляют в действующем парке металлорежущих станков преобладающую часть, на них выполняется наибольшее количество работ и применяются почти все металлорежущие инструменты. Таким образом, токарные станки являются наиболее универсальным видом металлорежущего оборудования, способным заменять другие его виды.
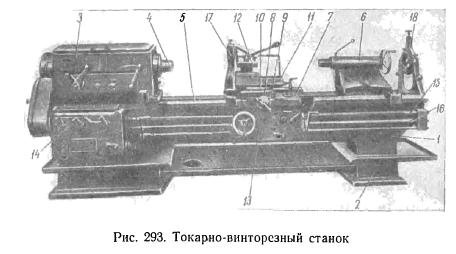
Токарно-винторезный станок (рис. 293) имеет горизонтальную станину 1, лежащую не менее чем на двух опорах 2. На станине с левой стороны находится передняя бабка 3, внутри которой расположен весь механизм рабочего движения с коробкой скоростей и шпинделем 4. Концы шпинделя выходят наружу. На верхней части станины имеются две пары продольных направляющих 5. Внутренние направляющие служат для передвижения по ним задней бабки 6, которая может быть зажата в любом месте станины. Задняя бабка служит для поддержания конца длинной заготовки или для установки в ней и подачи инструмента. По наружным направляющим перемещаются продольные салазки 7 суппорта. На них сделаны поперечные направляющие 8 для движения поперечных салазок 9. На этих салазках находится поворотный круг 10 с еще одними направляющими для резцовых салазок 11. При повороте круга с направляющими резцовые салазки получают возможность перемещаться под углом к оси шпинделя. На резцовых салазках расположен резцедержатель 12. К продольным салазкам подвешен с нижней стороны фартук 13. На задней стороне его размещен механизм превращения вращательного движения подачи в прямолинейное движение продольных или поперечных салазок суппорта. На передней стороне станины слева помещается коробка подач 14, механизм которой получает движение от шпинделя и передает его посредством ходового винта 15 или ходового валика 16 фартуку.

Устройство токарного станка позволяет производить на нем обработку не только цилиндрических и плоских поверхностей, но и конических поверхностей. Если при обработке цилиндрических поверхностей направление подачи параллельно оси заготовки, а при обработке плоскостей перпендикулярно ей, то для обработки конических поверхностей между осью заготовки и направлением подачи должен быть угол (рис. 294, а). Этот угол образуется или изменением направления подачи при сохранении положения оси заготовки, параллельным оси станка, или изменением положения оси заготовки при сохранении направления подачи, параллельным оси станка.
В первом случае поворотный круг с резцовыми салазками поворачивается на нужный угол относительно поперечных салазок или поперечные салазки освобождаются от соединения с гайкой винта поперечной подачи, а на заднем конце их имеется сухарь, который скользит по линейке, установленной сзади направляющих станины и повернутой на нужный угол. Во втором случае корпус задней бабки, поддерживающий конец заготовки, смещается в поперечном направлении по отношению к своему основанию.
Угол поворота резцовых салазок или линейки определяют следующим образом (рис. 294, б):

где а — угол конусности, град.;
D — диаметр большого основания конуса, мм;
d — диаметр малого основания конуса, мм;
l — длина конуса, мм.
Величину переднего смещения задней бабки определяют по формуле (рис. 294, в).

где а — поперечное смещение задней бабки, мм;
L — длина заготовки, мм.
При малых углах синус и тангенс близки по величине

и поэтому на основании предыдущего уравнения

Токарно-револьверный станок (рис. 295) отличается наличием, кроме переднего 1, иногда еще и заднего суппорта с поперечным направлением их движения, и заменой задней бабки продольным суппортом 2 с револьверной головкой 3, в каждом гнезде которой устанавливается отдельный инструмент. При отводе продольного суппорта после работы одним инструментом револьверная головка поворачивается и, следовательно, при новом подводе продольного суппорта к заготовке в работу вступает следующий инструмент. Детали на этом станке можно изготовлять как из отдельных заготовок, так и из длинного прутка, вставляемого в шпиндель 4 с заднего конца. Станок, настроенный на определенную работу, очень упрощает ее выполнение.

На токарно-револьверном автомате (рис. 296) перемещение поперечных суппортов 1 и продольного суппорта 2 с револьверной головкой 3, а также подача и зажим прутка осуществляются автоматически. Всеми движениями на таком станке управляет распределительный валик 4 с кулачками 5.

У лобового станка нет задней бабки, у него короткая станина, которая не выходит за пределы передней бабки — в этом его отличие от токарно-винторезного станка. На. лобовом станке можно обрабатывать заготовки большого диаметра, но из-за отсутствия поддержки задней бабки они должны быть короткими. Суппорт лобового станка помещается на отдельной станине. Недостатком лобового станка является неудобная установка тяжелой заготовки на вертикальной плоскости планшайбы и неточная обработка.

Этот недостаток устраняется карусельным станком (рис. 297), планшайба 1 которого имеет удобную для установки на ней больших и тяжелых заготовок горизонтальную плоскость. Планшайба вращается вместе с вертикально-расположенным шпинделем. На передней стороне станины 2 находятся вертикальные направляющие 3. Они служат для перемещения по ним поперечины 4 с двумя суппортами 5, которые передвигаются по горизонтальным направляющим 6 на передней стороне поперечины. На нижних концах суппортов находятся резцедержатели 7 с резцами. На карусельных станках обрабатываются громоздкие заготовки.
В качестве зажимных приспособлений на токарных станках применяются при обработке длинных заготовок простые и вращающиеся центры, поводковый патрон и хомутик; при обработке очень длинных заготовок для устранения их прогибания подвижный 17 и неподвижный 18 люнеты; при обработке коротких заготовок планшайба с накладками упорами, угольниками и болтами, четырехкулачковый патрон, трехкулачковый самоцентрирующий патрон механического, гидравлического, пневматического или электрического действия; при обработке заготовок малого диаметра цанговые патроны; при обработке заготовок с отверстием цельные и разжимные поправки.