



Режущая часть инструментов
Движения при резании
Для осуществления упругой и пластической деформаций, приводящих к разрушению граничного слоя, к металлорежущему инструменту или к обрабатываемому предмету прикладывается сила, в результате чего возникает относительное перемещение инструмента и предмета (рис. 243). Это движение вызывает резание, называется рабочим и обозначается буквой V.
Ho продеформировать сразу все поперечное сечение подлежащего снятию слоя и срезать его за один проход можно только при небольших размерах этого сечения. Такие случаи в практике резания металлов встречаются редко. Обычно все поперечное сечение делится на слои, которые деформируются и срезаются последовательно один за другим. Таким образом, возникает необходимость во втором движении. Это движение призвано обеспечить продолжение резания после снятия каждого слоя. Оно называется движением подачи и обозначается через S.
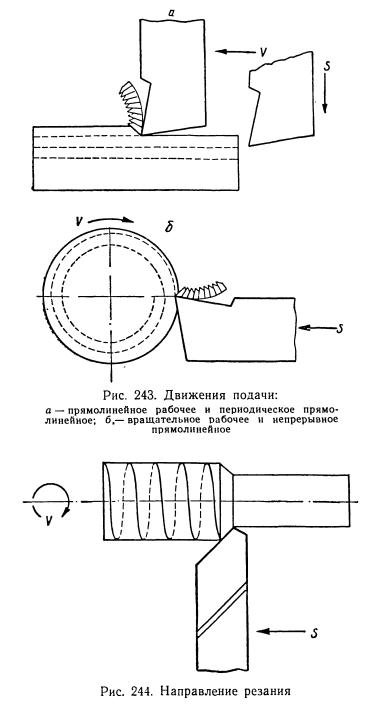
Движение подачи может быть периодическим и непрерывным (см. рис. 243). В первом случае движение подачи происходит после того, как инструмент срезал очередной слой металла и вернулся в исходное положение. Во втором случае инструмент перемещается в направлении подачи все время с постоянной скоростью.
По своему направлению каждое из двух движений может быть прямолинейным, как оба движения в первом случае и движение подачи во втором, или вращательным, как рабочее движение во втором случае.
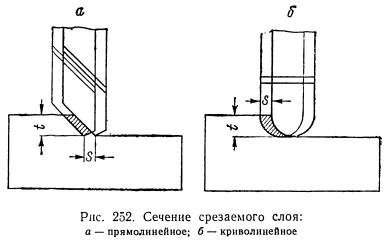
Когда движение подачи происходит непрерывно, то направление движения резания получается в результате совмещения обоих движений, т. е. рабочего движения и движения подачи. Так, если обрабатываемый предмет вращается, а инструмент имеет прямолинейное перемещение параллельно оси обрабатываемого предмета, то траектория любой точки на соприкасающихся поверхностях обрабатываемого предмета и инструмента представляет собой винтовую линию (рис. 244). При прямолинейном перемещении инструмента перпендикулярно оси вращающейся заготовки траектория той же точки принимает вид архимедовой спирали (рис. 243,б).
Рабочее движение V выполняется со значительно большей скоростью, чем движение подачи и измеряется в метрах в минуту. Более медленное движение подачи s измеряется в миллиметрах на двойной ход или в миллиметрах на оборот. Под двойным ходом понимается прямой и обратный ход инструмента или заготовки при прямолинейном рабочем движении, а под оборотом один оборот их при вращательном рабочем движении.
Рабочие поверхности инструмента
Режущая часть инструмента, производящая деформацию и последующее разрушение металла в граничном слое, имеет в простейшем случае две рабочие поверхности (рис. 245, а). Поверхность инструмента, обращенная к обрабатываемому предмету, называется задней поверхностью, а поверхность инструмента, по которой сходит стружка, называется его передней поверхностью. Линия пересечения задней и передней поверхности образует лезвие инструмента. В действительности даже при самом тщательном шлифовании и полировании задней и передней поверхностей инструмента его лезвие не представляет собой прямую линию в точном определении этого понятия, а бывает в той или другой степени округлено.

Имея всегда только одну переднюю поверхность, по которой сходит стружка, инструмент может иметь не одну, как в вышеприведенном случае, а две или даже три задние поверхности, обращенные к обрабатываемому предмету (рис. 245, б и в). Пересекаясь с передней поверхностью, задние поверхности образуют в этих случаях два или три лезвия.
При наличии нескольких задних поверхностей та из них, которая обращена в сторону подачи, называется главной задней поверхностью, а остальные вспомогательными задними поверхностями. Линия пересечения главной задней и передней поверхностей образует главное лезвие, а линии пересечения вспомогательных задних поверхностей и передней поверхности образуют вспомогательные лезвия.
Главная задняя поверхность может состоять из отдельных участков, расположенных под тупым углом друг к другу (рис. 246, а). Тогда линия пересечения их с передней поверхностью дает ломаное главное лезвие. Крайние участки главной задней поверхности, примыкающие к вспомогательным задним поверхностям, иногда называют переходными задними поверхностями, а образуемые ими в пересечении с передней поверхностью лезвия, — переходными лезвиями. Увеличение количества участков главной задней поверхности и, следовательно, участков ломаного главного лезвия приводит к образованию криволинейного лезвия (рис. 246, б). Криволинейное главное лезвие может
плавно переходить в прямые или криволинейные вспомогательные лезвия.
Периметр поперечного сечения срезаемого слоя на части своей длины представляет границу, по которой этот слой отделяется от основной массы металла, т. е. границу, на которой происходит разрушение наиболее деформированного металла перед лезвиями инструмента. При этом главное лезвие образует более длинную часть этой границы, а вспомогательные лезвия — более короткую.
Поверхности заготовки
Поверхностями резания называются поверхности, образуемые на металле главным и вспомогательным лезвиями (рис. 247). Часть поверхности резания, оставшаяся после прохода главного лезвия, в дальнейшем при следующем ходе срезается вспомогательным лезвием.
После прохода инструмента на металле остаются чередующиеся поверхности резания. В этих чередованиях, поверхности резания, образованные главным лезвием, неполные, а поверхности резания, образованные вспомогательным лезвием, полные. Поверхность, состоящая из чередующихся неполных и полных поверхностей резания, называется обработанной поверхностью.

Внешняя поверхность срезаемого слоя называется обрабатываемой поверхностью, хотя ее и не обрабатывают. Она только превращается из внешней поверхности срезаемого слоя во внешнюю поверхность стружки, которая получается в результате Деформации и отделения срезаемого слоя. Таким образом, название обрабатываемой поверхности является условным, а сама эта поверхность не всегда может быть определена.
Исходные плоскости
Задние поверхности металлорежущего инструмента могут занимать по отношению к образованным на заготовке поверхностям резания различные положения. Ho поверхности резания часто имеют криволинейное очертание. Поэтому для определения положения задней поверхности инструмента криволинейную поверхность резания на заготовке заменяют касательной к ней плоскостью. Такая плоскость, касательная к поверхности резания в рассматриваемой точке лезвия, называется плоскостью резания (рис. 248). В частном случае прямолинейного рабочего движения с периодической подачей, плоскость резания совмещается с поверхностью резания на заготовке, если лезвие инструмента имеет прямую форму (рис. 249).

Передняя поверхность инструмента тоже может быть по-разному расположена относительно поперечного сечения деформируемого ею срезаемого слоя. Это сечение лежит в плоскости, перпендикулярной направлению резания. По отношению к этой плоскости, перпендикулярной направлению резания в рассматриваемой точке лезвия, и определяется положение передней поверхности инструмента (см. рис. 248).

Таким образом, возникает представление о двух взаимно перпендикулярных координатных плоскостях, а именно, плоскости резания и плоскости, перпендикулярной направлению резания. Началом координат является рассматриваемая точка лезвия.
В другой координатной системе принимается в качестве основной плоскость, параллельная продольной и поперечной подачам. При прямолинейном рабочем движении плоскость подач перпендикулярна ему, а при вращательном рабочем движений параллельна оси вращения заготовки или инструмента. Второй координатной плоскостью служит плоскость, проведенная через лезвие инструмента перпендикулярно плоскости подач.
Исключая нарезание резьбы и фрезерование, положения плоскостей двух координатных систем мало отличаются друг от друга, и положение плоскости подач близко к положению плоскости, перпендикулярной направлению резания, а положение плоскости, перпендикулярной плоскости подач близко к положению плоскости резания.
Положение задних и передней поверхностей инструмента рассматривают в секущих плоскостях. Секущую плоскость проводят в рассматриваемой точке лезвия перпендикулярно его проекции на плоскость, перпендикулярную направлению резания. Количество плоскостей резания, плоскостей, перпендикулярных направлению резания, и секущих плоскостей равно количеству лезвий и образованных ими на заготовке поверхностей резания, а при криволинейном лезвии бесконечно велико.
Наиболее удобным в качестве исходного изображения инструмента является его изображение в плане, когда сопряжение главного и вспомогательного лезвий лежит в плоскости подач и все части инструмента проектируются на эту плоскость. Это условие принято при дальнейшем рассмотрении всех видов металлорежущих инструментов за исключением отдельных случаев. При таком положении инструмента плоскость подач — это плоскость чертежа.
Положение рабочих поверхностей инструмента
Положение рабочих поверхностей инструмента рассматривается в той секущей плоскости, которая проведена перпендикулярно проекции лезвия, образованного данными рабочими поверхностями (см. рис. 249). Это положение характеризуется углами в главной и вспомогательных секущих плоскостях. Если при этом задняя или передняя поверхность металлорежущего инструмента имеет криволинейное очертание, то для определения углов через лезвие проводят плоскость, касательную к данной рабочей поверхности инструмента.
Задний угол в главной секущей плоскости а — это угол между главной задней поверхностью инструмента и главной плоскостью резания. Он характеризует положение главной задней поверхности инструмента по отношению к поверхности резания, образованной на заготовке главным лезвием.
Передний угол в главной секущей плоскости у находится между передней поверхностью инструмента и плоскостью, перпендикулярной направлению резания. Он служит для характеристики положения передней поверхности инструмента по отношению к части слоя, срезаемой главным лезвием.
Задний угол во вспомогательной секущей плоскости а1 заключается между вспомогательной задней поверхностью инструмента и вспомогательной плоскостью резания. Он характеризует положение вспомогательной задней поверхности инструмента относительно поверхности резания, образованной на заготовке вспомогательным лезвием.
Передний угол во вспомогательной секущей плоскости у1 — это угол между передней поверхностью инструмента и плоскостью, перпендикулярной направлению резания. Этот угол показывает, какое положение занимает передняя поверхность инструмента относительно части слоя, срезаемой вспомогательным лезвием.
Если инструмент имеет большое количество задних поверхностей, то положение каждой из них относительно своей поверхности резания характеризуется задним углом, который рассматривается в соответственной секущей плоскости. В той же секущей плоскости рассматривается и положение передней поверхности инструмента.

Рассмотренное в главной секущей плоскости положение передней поверхности инструмента относится к передним поверхностям плоской или вогнутой форм, причем в последнем случае она заменяется касательной (рис. 250). Плоская передняя поверхность может быть расположена с образованием как положительного, так и отрицательного переднего угла. При вогнутой передней поверхности передний угол всегда положительный и делается большим, чем при плоской передней поверхности. Оба вида передней поверхности могут иметь фаску, расположенную вдоль главного лезвия. Фаска образует с плоскостью, перпендикулярной направлению резания, или положительный, или отрицательный передний угол уф. Положительный передний угол фаски делают очень небольшим. Во всяком случае, он должен быть меньше переднего угла следующей за фаской плоской или вогнутой передней поверхности. При отрицательном переднем угле фаски остальная часть передней поверхности располагается с положительным передним углом. Таким образом, узкая фаска с шириной, меньшей толщины срезаемого слоя, не препятствуя сходу стружки, придает лезвию большую прочность и стойкость, а расположение благодаря этому остальной части передней поверхности с увеличенным передним углом еще больше облегчает движение по ней стружки.
Вместо плоскости резания и плоскости, перпендикулярной направлению резания можно пользоваться занимающими большей частью близкое к ним положение плоскостью, перпендикулярной плоскости подач, и самой плоскостью подач. Это упрощение допустимо, когда нет большого различия между положениями названных плоскостей, как при нарезании резьбы и фрезеровании.
Положение лезвий инструмента
Положение лезвий металлорежущего инструмента рассматривают прежде всего в плоскости, перпендикулярной направлению резания. Рассмотрение ведут по отношению к направлению подачи. Для этого лезвия и направление подачи проектируют на эту плоскость. Положение лезвий характеризуется углами в плане (рис. 251).
Главный угол в плане ф — это угол между проекцией главного лезвия и проекцией направления подачи. Он характеризует положение главного лезвия относительно направления подачи.

Вспомогательный угол в плане ф1 находится между проекцией вспомогательного лезвия и проекцией направления подачи. Этот угол характеризует положение вспомогательного лезвия относительно направления подачи.
Если у инструмента большее число лезвий, положение каждого из них по отношению к направлению подачи характеризуется соответственным углом в плане, который находится между проекцией этого лезвия и проекцией направления подачи на плоскость, перпендикулярную направлению резания.
В большинстве случаев расхождение между положениями плоскости, перпендикулярной направлению резания, и плоскости подач незначительно. Ввиду этого положение лезвий относительно направления подачи для упрощения можно рассматривать в плоскости подач. Тогда положение каждого лезвия характеризуется углом между его проекцией на плоскость подач и направлением подачи. Ho в отдельных случаях, как при нарезании резьбы к фрезеровании, когда положение, плоскости, перпендикулярной направлению резания, сильно отличается от положения плоскости подач, такое упрощение не может быть применено.
Положение главного лезвия, кроме того, еще рассматривают в плоскости резания. Это положение главного лезвия рассматривают по отношению к плоскости, перпендикулярной направлению резания. Оно характеризуется углом наклона.
Угол наклона главного лезвия Л — это угол между главным лезвием и плоскостью, перпендикулярной направлению резания.
Угол наклона главного лезвия считают положительным, когда место сопряжения главного и вспомогательного лезвий является самой низкой точкой главного лезвия. Этот угол считают отрицательным, если место сопряжения главного и вспомогательного лезвий является самой высокой точкой главного лезвия. Приближенно угол наклона главного лезвия можно рассматривать в проведенной через лезвие плоскости, перпендикулярной плоскости подач, как угол между главным лезвием и плоскостью подач.
Сечение срезаемого слоя
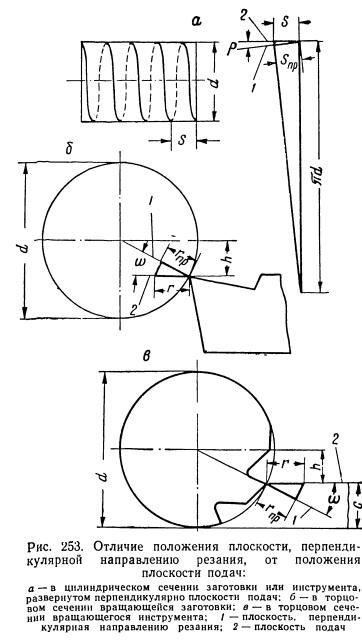
Сечение срезаемого слоя имеет форму, которая зависит от формы главного лезвия металлорежущего инструмента (рис. 252). Прямое главное лезвие придает сечению срезаемого слоя форму параллелограмма. При криволинейном главном лезвии сечение срезаемого слоя приобретает форму, ограниченную криволинейными контурами.
Сечение срезаемого слоя можно рассматривать в плоскости подач, и в этом случае размеры сечения являются его производственной характеристикой, или в плоскости, перпендикулярной направлению резания, при этом оно становится поперечным сечением, а размеры этого сечения — его физической характеристикой.
Производственные размеры сечения срезаемого слоя характеризуются двумя величинами, измеряемыми во взаимно перпендикулярных направлениях, из которых одно является направлением подачи (см. рис. 252).
Первая величина — это глубина резания. Она предопределяется или размерами инструмента, или величиной его врезания, на которую он установлен перед началом резания. Глубину резания измеряют перпендикулярно направлению подачи и обозначают через t. Глубину резания измеряют в миллиметрах.
Вторая величина — подача показывает величину относительного перемещения инструмента и заготовки за один двойной ход или за один оборот. Ее измеряют в направлении подачи и обозначают через s. При резании многолезвийными инструментами величина подачи, приходящейся на каждое лезвие sz, при общем количестве лезвий Z составляет

Производственные размеры поперечного сечения срезаемого слоя связаны с настройкой, т. е. с установкой инструмента определенных размеров или с определенной величиной его врезания и с размерной величиной относительного перемещения инструмента или заготовки за один двойной ход или один оборот.
В физическом отношении более показательным является поперечное сечение срезаемого слоя, рассматриваемое в плоскости, перпендикулярной направлению резания.
Отличие положения плоскости, перпендикулярной направлению резания, от положения плоскости подач может быть в цилиндрическом сечении заготовки или инструмента, развернутом перпендикулярно плоскости подач, и в торцовом сечении, т. е. перпендикулярном оси заготовки или инструмента (рис. 253).
Когда положения названных исходных плоскостей различаются при рассмотрении их в развернутом цилиндрическом сечении заготовки или инструмента, то

где Sпр — проекция подачи на плоскость, перпендикулярную направлению резания, мм/об;
s — додача, мм/об;
р — угол между плоскостью, перпендикулярной направлению резания, и плоскостью подач.
В свою очередь

где d — диаметр заготовки, мм.
В другом случае, когда положения тех же исходных плоскостей различаются при рассмотрении их в торцовом сечении заготовки или инструмента, производственный размер сечения срезаемого слоя может быть глубиной резания, а может быть и подачей. Тогда

где rпр — проекция глубины резания или подачи на плоскость, перпендикулярную направлению резания, мм или мм/об;
r — глубина резания или подача, мм или мм/об;
w — угол между плоскостью, перпендикулярной направлению резания, и плоскостью подач.
Дальше определяем

где h — расстояние лезвия от осевой плоскости, параллельной плоскости подач, мм;
d — диаметр заготовки или инструмента, мм.
В некоторых случаях, как при фрезеровании удобнее пользоваться известной величиной припуска, срезаемой за данный проход и измеряемой перпендикулярно плоскости подач. Тогда

где с — величина припуска, срезанного за данный проход, измеренная перпендикулярно плоскости подач, мм, что после подстановки дает

Полученные проекции глубины резания и подачи на плоскость, перпендикулярную направлению резания, служат для определения поперечного сечения, т. е. сечения в плоскости, перпендикулярной направлению резания. Размерами поперечного сечения срезаемого слоя, характеризующими его с физической стороны, являются ширина и толщина срезаемого слоя (рис. 254).
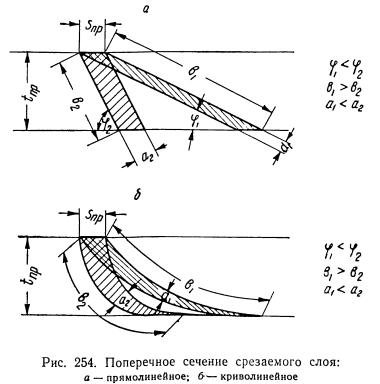
Ширину срезаемого слоя, имеющего в поперечном сечении форму параллелограмма, измеряют по поверхности резания, образованной главным лезвием. При ограничивающих поперечное сечение срезаемого слоя криволинейных контурах, ширину срезаемого слоя измеряют по одному из этих контуров. Ширину срезаемого слоя обозначают через b и измеряют в миллиметрах. Ширина срезаемого слоя b связана с проекцией глубины резания tпp через главный угол в плане ф

Проекция глубины резания отличается от величины самой глубины резания только в одном случае, а именно, когда положения исходных плоскостей различаются при рассмотрении их в торцовом сечении заготовки, а подача производится параллельно оси этой заготовки (см. рис. 253, б). Это происходит при продольном точении инструментом, лезвие которого находится ниже или выше оси заготовки. В этом случае величина r является глубиной резания.
Толщина срезаемого слоя представляет собой расстояние, измеренное по перпендикуляру между двумя последовательными положениями поверхности резания, образованной главным лезвием. При криволинейной форме поперечного сечения срезаемого слоя для построения перпендикуляра берут касательную к криволинейному контуру. При такой форме поперечного сечения срезаемый слой имеет переменную толщину. Толщину срезаемого слоя обозначают через а и измеряют в миллиметрах. Толщина срезаемого слоя а связана с проекцией подачи sпр посредством главного угла в плане ф

Проекция подачи отличается от размера самой подачи, если направление последней лежит в том же сечении, в котором различаются положения исходных плоскостей. Так бывает, во-первых, когда положение плоокости перпендикулярной направлению резания, отличается от положения плоскости подач в развернутом цилиндрическом сечении заготовки или инструмента, а подача производится параллельно их оси (рис. 253, а). Это происходит при продольном точении, а также при сверлении, зенкеровании, развертывании и нарезании резьбы. Во-вторых, отличие проекции подачи от самой подачи бывает, когда положение плоскости, перпендикулярной направлению резания, отличается от положения плоскости подач в торцовом сечении заготовки или инструмента и в этом же сечении производится подача. Это происходит при поперечном точении инструментом, в особенности если его лезвие расположено ниже или выше оси заготовки (см рис. 253, б) и при фрезеровании (см. рис. 253, в). В этих случаях величина г является подачей.
Ширина и толщина срезаемого слоя оказывают большое влияние на условия протекания упругой и пластической деформаций и на все физические явления при резании металлов. Из приведенных уравнений следует, что ширина срезаемого слоя не зависит от подачи, но зависит от проекции глубины резания на плоскость, перпендикулярную направлению резания, и от главного угла в плане. Толщина срезаемого слоя не зависит от глубины резания, но зависит от проекции подачи на плоскость, перпендикулярную направлению резания, и от главного угла в плане. При изменении глубины резания и ее проекции изменяется ширина срезаемого слоя, а следовательно, и площадь его поперечного сечения. При изменении подачи и ее проекции изменяется не только толщина срезаемого слоя, но и площадь его поперечного сечения. Главный же угол в плане не влияет на площадь поперечного сечения срезаемого слоя, а только на его ширину и толщину, Также влияет и радиус закругления главного лезвия.
Использование проекций глубины резания и подачи на плоскость, перпендикулярную направлению резания, вместо величин глубины резания и подачи, имеет значение при большом различии в положениях плоскости, перпендикулярной направлению резания, и плоскости подач, как например, при нарезании резьбы и при фрезеровании. В других случаях это по большой части не имеет существенного значения и почти всегда можно с достаточной степенью точности пользоваться непосредственно величинами глубины резания и подачи вместо их проекций.
Значение понятий и определений
Все виды резания металлов подчиняются общим физическим законам. Поэтому рассмотренные понятия и данные определения их одинаково пригодны для изучения всех видов металлорежущих инструментов, во всем их конструктивном многообразии. Только одинаковый подход к изучению режущей части разных инструментов может дать правильное понимание и правильное представление о работе того или другого инструмента и о возникающих при этом физических явлениях.
Помимо приведенных общих определений, отдельные виды металлорежущих инструментов могут иметь свои частные определения, не являющиеся универсальными и пригодные для характеристики только данного вида инструментов. Некоторые из таких определений, относящиеся к инструментам в нерабочем состоянии и поэтому являющиеся конструкторскими определениями, имеются и в стандартах. Такие дополнительные определения не приводятся.
В дальнейшем рассмотрении разных видов металлорежущих инструментов показаны только их рабочее положение относительно отрабатываемой заготовки и направление движений при резании. Этого достаточно, чтобы на основании рассмотренных выше общих понятий и таких же общих определений получить инженерное представление о конструкции каждого инструмента и его работе. Так как геометрические характеристики режущей части инструментов и параметры срезаемого ею слоя также являются в своих определениях общими и одинаковыми для всего многообразия металлорежущих инструментов, то они в применении к каждому отдельному виду инструментов не повторяются. Из этого не следует, что опущенные характеристики не нужны. Наоборот, только геометрические параметры дают представление о характере взаимодействия режущего инструмента и обрабатываемой заготовки, а от характера этого взаимодействия зависят количественные и качественные результаты работы.