



Резка металлов
Резка металлов подразделяется на газокислородную и электродуговую. Наибольшее распространение получила газокислородная резка металлов.
Газокислородная резка. Сущность газокислородной резки состоит в том, что металл, нагретый пламенем газовой горелки, сгорает в струе кислорода. Образующиеся при сгорании металла окислы выдуваются этой струей. Этот способ используют при резке таких металлов, температура плавления которых выше температуры плавления их окислов; окислы должны иметь хорошую жидкотекучесть. Достаточная жидкотекучесть окислов обеспечивает хорошую продуваемость из реза. Количество тепла, выделяющегося при горении пламени и сгорании металла в кислороде, должно быть достаточным для нагрева более глубоких слоев до температуры воспламенения разрезаемого металла в кислороде. Этим требованиям отвечают углеродистая сталь с содержанием углерода до 0,7% и некоторые сорта низколегированных конструкционных сталей.
Высокоуглеродистые стали с содержанием 1—1,2% С перед резкой предварительно подогревают до 650—700° С. Чугун не поддается газовой резке из-за высокого содержания в нем углерода и кремния. Углерод образует восстановительную атмосферу, а кремний — окислы с высокой вязкостью по расплавлении. Также не поддаются газовой резке высоколегированные стали (хромистые и хромоникелевые) и цветные сплавы, так как температура плавления их окислов выше температуры плавления основных металлов. В результате образуются тугоплавкие вязкие шлаки, которые не удаляются при продувке. Для резки этой группы сплавов применяют газокислородную резку под слоем флюса.

Процесс газокислородной резки осуществляется следующим образом: металл в месте реза нагревается пламенем горючей смеси, состоящей из газа (ацетилена, паров бензина, керосина, или природного газа) и кислорода, до температуры воспламенения в струе кислорода. Чаще всего для нагрева используют ацетилено-кислородную смесь. После подогрева пускают струю кислорода, которая сжигает металл и выдувает окислы из реза. При горении железа протекают экзотермические реакции с выделением большого количества тепла, способствующие нагреву нижележащих слоев металла в разрезаемых конструкциях.
Металл режут специальными режущими горелками, называемыми резаками. Для ручной резки металла применяют универсальный резак типа УР (рис. 237), состоящий из рукоятки 1, кислородной трубки 2, ацетиленовой трубки 3, трех вентилей 4, 5 и 6 соответственно для кислорода, режущего кислорода и ацетилена, инжектора 7, смесительной камеры 8, кислородной трубки 9 и головки с мундштуками 10. Для перемещения в процессе работы резак снабжен тележкой и двумя роликами 11. При резке по окружности к тележке прикрепляются циркуль 12.
Резаком УР можно резать сталь толщиной 5—300 мм.
Для резки применяют давление кислорода 3—14 атм. В зависимости от толщины разрезаемого металла и содержания в нем углерода расход кислорода составляет 2—50 м3/час, а ацетилена 0,45—1,3 м3/час. Ширина реза колеблется от 2 до 10 мм.
Кроме ручной резки, в промышленности применяют резку на полуавтоматических и автоматических машинах.
Для увеличения производительности при резке листов металла применяют пакетную резку. При этом листы толщиной 2—10 мм укладывают друг на друга в стопу, сжимают их и производят резку.
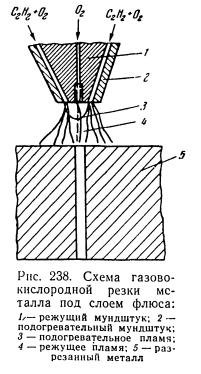
Сущность газокислородной резки под слоем флюса состоит в том, что порошкообразные добавки во время резки струей кислорода увлекаются из бункера (рис. 238), а ацетилено-кислородный резак перемещается в зону реакции. Порошкообразные добавки, состоящие из смеси порошка железа, алюминия, феррофосфора и других материалов, окисляясь в струе кислорода, выделяют дополнительное количество тепла, а также способствуют образованию более легкоплавких соединений, состоящих из окислов основного металла и окислов, получаемых при окислении порошкообразных добавок. Образующиеся легкоплавкие окислы выдуваются кислородной струей из зоны резки. Этот способ применяют при резке нержавеющих, жаропрочных и других специальных сталей, чугунов, сплавов на основе меди и алюминия. Газовую резку также применяют взамен обдирки и строжки на металлорежущих станках для удаления с поверхности деталей излишнего металла и исправления дефектов в чугунных и стальных отливках.
Электродуговая резка металлов. При электродуговой резке металл расплавляют электрической дугой в обычных условиях и под водой. Резку производят металлическими и угольными электродами. Дуговую резку в обычных условиях в основном применяют для разделки металлического лома, обрезки литников и прибылей на отливках. Для резки металла толщиной не более 20 мм применяют металлические электроды, а для больших толщин — угольные с использованием постоянного тока.
Подводную резку металла производят при аварийно-восстановительных и судоподъемных работах. Для резки под водой электроды покрывают водонепроницаемой обмазкой и в область электрической дуга подают режущий кислород.