



Газовая сварка
Газовая сварка металлов применяется во всех отраслях промышленности. Сущность процесса газовой сварки состоит в расплавлении металла изделий и присадочного материала в области образования сварного соединения. Процесс расплавления осуществляется за счет тепла, выделяющегося при горении газовой смеси. В качестве горючих газов могут быть использованы ацетилен, водород, нефтегаз, природный газ, пары бензина, керосина и других горючих жидкостей.
Для газовой сварки преимущественно применяют ацетилен. Ацетилен (C2H2) при горении в смеси кислорода выделяет наибольшее количество тепла, обеспечивающее расплавление свариваемого металла. Низшая тепловая способность ацетилена составляет 11 470 ккал/м3, а водорода 2570 ккал/м3. Ацетиленкислородная смесь образуется и сжигается в сварочной газовой горелке. Для этого ацетилен и кислород подаются от источника питания по гибким резиновым шлангам к газовой горелке, как это показано на схеме рис. 228.

Ацетилен, вступая во взаимодействие с кислородом, в газовой горелке и при выходе из нее образует пламя, состоящее из трех основных зон. Первая зона (ядро) пламени окружена тонкой ослепительной светящейся оболочкой, насыщенной расплавленными частичками углерода. Длина ядра колеблется в пределах от 5 до 20 мм, температура его по длине повышается от 300 до 1000° С. В ядре протекает процесс пирогенного разложения ацетилена, в результате которого образуется окись углерода и водорода по реакции

Во второй зоне образуется наибольший тепловой эффект и температура пламени повышается до 3150° С. Получаемые продукты (CO и H2) восстанавливают окислы в расплавленном металле.
В третьей зоне происходит сгорание окиси углерода и водорода за счет кислорода, поступающего из воздуха, по реакции:

В третьей зоне хотя и протекает реакция полного сгорания, количество выделяемого тепла меньше, чем во второй зоне, так как значительная часть его расходуется на нагрев азота, водяных паров и углекислоты. Температура до 1200° С и более. Продукты горения окисляют свариваемый металл и насыщают его азотом. Поэтому при сварке металла используют вторую зону.
Температура ацетиленового пламени зависит от соотношения подаваемого кислорода и ацетилена. Максимальная температура достигается при отношении О2:H2C2 = 1,4—1,5. Передача тепла от пламени к металлу свариваемого изделия происходит в основном за счет конвекции и излучения. Излучение играет в теплопередаче второстепенную роль.
Ацетилен получают из карбида кальция в ацетиленовых генераторах путем разложения его в воде. По способу взаимодействия карбида кальция с водой генераторы подразделяются на три типа (рис. 229): 1) генераторы, в которых карбид кальция периодически подается в воду; в этих генераторах выход ацетилена доходит до 95%; 2) генераторы, в которых вода периодически подается на карбид кальция, засыпанный в специальную коробку, помещенную в герметически закрывающуюся реторту; в этих генераторах выход ацетилена составляет 85—90%; 3) контактные генераторы, работающие по двум принципам — с вытеснением воды и погружением карбида. В генераторах с вытеснением воды смачивание карбида происходит периодически в зависимости от давления ацетилена, которое определяет уровень воды в реакционном пространстве. В генераторах с погружением карбида кальция также в зависимости от давления ацетилена карбид погружается в воду.

В контактных генераторах выход ацетилена меньше, чем в генераторах с подачей воды на карбид. Их применяют как переносные при малой производительности сварки.
Генераторы применяют передвижные и стационарные. Производительность передвижных генераторов составляет до 3000 л ацетилена в час. Генератор обслуживает один сварной пост при работе одного сварщика. Стационарные генераторы производят до 100 000 л ацетилена в час и предназначены для обслуживания нескольких сварочных постов. По давлению газа они подразделяются на генераторы низкого (до 0,05 ати), среднего (до 0,5 ати) и высокого (до 1,5 ати) давления.
Наибольшее распространение получили передвижные ацетиленовые генераторы низкого давления типа PA и MГ. На рис. 230 приведена схема передвижного генератора низкого давления типа PA. Генератор работает по принципу подачи воды на карбид и имеет производительность 1 м3/час. В генератор заливают 66 л воды. Расход воды для разложения 1 кг карбида кальция составляет около 6 л. Вода поступает через воронку 1 в корпус 2 и по резиновому шлангу 3 направляется в реторту 4 и ящик, загруженный карбидом кальция 5. Поступление воды регулируют краном 6. Выделившийся ацетилен отводится по трубке 7 через колпак 8, плавающий под колоколом 9. По мере накопления газа поступление карбида превращается. По мере расходования ацетилена колокол 9 опускается и вода вновь поступает в реторту по трубке 7. Из-под колокола ацетилен поступает через водяной затвор 10 в прикрепленный шланг и далее в газовую горелку. К колоколу приварена предохранительная трубка 11 для отвода газа в случае переполнения им генератора.

Кислород для сжигания ацетилена транспортируют и хранят в баллонах емкостью до 6000 л под давлением 150 ат. Из баллона кислород поступает в редуктор, где давление понижается до 30 ат, а затем по шлангу направляется в газовую горелку. Кислородные баллоны окрашивают в голубой цвет.
Ацетилен, как и кислород, хранят и транспортируют в баллонах, получая его с централизованных баз снабжения. Баллоны имеют емкость 5—50 л. Например, баллон емкостью 40 л может содержать до 550 л растворенного ацетилена. Ацетилен — взрывоопасный газ, поэтому баллоны заполняют древесным углем до 40% объема, заполняемого ацетилена. Баллоны окрашивают в белый или голубой цвет. На баллонах имеется надпись «ацетилен».
Для понижения давления отбираемого из баллона газа и для поддержания необходимого рабочего давления на баллоны во время работы устанавливают редукторы. В редукторах, установленных на кислородном баллоне, давление понижается с 150 до 3—10 ат.
Ацетиленовые редукторы понижают давление с 16 до 0,2—0,5 ат.
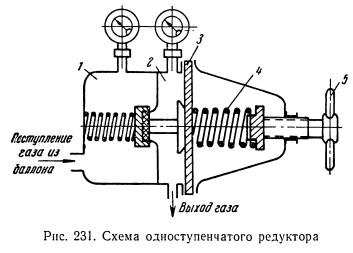
Схема одноступенчатого редуктора приведена на рис. 231. Как показано на схеме, газ из баллона поступает в камеру высокого давления 1. При повороте регулирующего винта 5 головная пружина 4 нажимает на мембрану 3, которая, прогибаясь, действует на клапаны высокого давления и открывает доступ для газа в камеру низкого давления 2. В этой камере газ расширяется и через выходное отверстие направляется по шлангу в горелку. После выхода части газа давление в рабочей камере понижается, мембрана отжимает клапан и в камеру поступает очередная порция газа.
Для предотвращения обратного удара, т. е. проникновения пламени и ацетилено-кислородной смеси в ацетиленовую магистраль или генератор из сварочной горелки применяют водяные затворы. Явление обратного удара может произойти в том случае, когда скорость выхода ацетилено-кислородной смеси из сопла газовой горелки будет меньше скорости воспламенения. Скорость выхода газов может уменьшаться по ряду причин, например в результате закупорки сопла брызгами металла, а увеличение скорости воспламенения может произойти с повышением содержания кислорода в смеси. При проникновении пламени или кислорода в ацетиленовый генератор неизбежно произойдет взрыв.
Водяные затворы в зависимости от давления ацетилена применяют низкого и высокого давления. На рис. 232 приведена схема водяного затвора низкого давления. Ацетилен от генератора поступает по трубе 1, проходит через воду 2, собирается в верхней части водяного затвора и направляется через ниппель 3 по шлангу к газовой горелке. Если произойдет обратный удар, горючая смесь через ниппель 3 попадет в затвор. Вода будет вытесняться в трубку 4 и газоподводящую трубку 1 до тех пор, пока не откроется нижний конец трубки 4. Как только откроется нижний конец трубки 4, смесь заполнит ее и выйдет в воронку 5 с предохранительной заслонкой 6. После обратного удара заряжают затвор. Для этого открывают контрольный кран 7 и через воронку 5 наливают воду до тех пор, пока она не польется из крана 7.

Сварочные горелки. Для производства газовой сварки используют сварочные горелки. Сварочная горелка представляет собой прибор, в котором происходит смешивание горючего газа с кислородом, а при выходе из нее — образование устойчивого, концентрированного сварочного пламени. По принципу действия сварочные горелки подразделяются на инжекторные (горелки
низкого давления) и безинжекторные (горелки среднего и высокого давления). Основными частями горелок являются корпус, на котором размещены ниппели для подведения газа и кислорода и регулирующие вентили для дозировки горючей смеси, выходное сопло— мундштук, через которое горючая смесь подается к месту сварки.
Применяются инжекторные горелки марок СУ (сварочная универсальная), ГС (горелка сварочная) и СГМ (сварочная горелка малая). Инжекторная горелка марки СУ (рис. 233) применяется для сварки металлов толщиной 0,5—30 мм. Во время процесса сварки кислород под давлением до 4 ат поступает от баллона по резиновому шлангу, надетому на ниппель 1, в трубку 2; ацетилен подается от генератора или баллона по резиновой трубке, надетой на ниппель 3, в трубку 4. Подача ацетилена и кислорода регулируется при помощи вентилей 5 и 6. Наконечник присоединяется к корпусу горелки 7 при помощи гайки 8 и состоит из инжектора 9, смесительной камеры 10, трубки-наконечника 11 и мундштука 12. Кислород, поступающий в горелку под давлением, пройдя регулирующий вентиль, попадает в инжектор, имеющий канал меньшего сечения, чем трубка. Выходя из инжектора, струя кислорода расширяется и с увеличенной скоростью направляется в смесительную камеру, создавая в ацетиленовом канале разряжение и тем самым засасывая его. Образующаяся в смесительной камере смесь выталкивается через канал наконечника и мундштука в атмосферу и образует сварочное пламя.
В горелках высокого давления горячий газ и кислород подаются с повышенным давлением. В них необходимое смешение газов обеспечивается повышенным давлением ацетилена (около 0,5 ати).
