



Металлургические основы образования сварного соединения
Способность металлов образовывать при сварке неразъемные соединения за счет металлической связи (свариваемости) определяется в основном их физико-химическими свойствами. He все металлы обладают хорошей свариваемостью, т. е. свойством обеспечивать сварные соединения с необходимой структурой, требуемой прочностью, пластичностью и т. д.
Хорошей свариваемостью обладают металлы, способные образовывать друг с другом ряд непрерывных растворов. Меньшей свариваемостью обладают металлы с ограниченной растворимостью. Совершенно не свариваются методом плавления металлы, не растворимые друг в друге. Однако эти металлы можно сваривать путем нагрева до пластического состояния с приложением механических усилий для соединения их частиц. При этом в отдельных случаях прибегают к введению промежуточных металлов, которые способны диффундировать или растворяться в обоих металлах.
В процессе сварки металл и околошовная (находящаяся вблизи шва) зона претерпевают различные фазовые превращения вследствие быстрого нагрева до температуры плавления и последующего охлаждения. Расплавленный электрической дугой металл некоторое время находится в жидком состоянии и после перемещения дуги охлаждается и затвердевает. В жидкой ванне расплавленного металла могут протекать процессы его окисления, насыщения азотом и выгорания легирующих примесей. При применении защитных обмазок на электродах или флюсов происходит раскисление металла и легирование его примесями, содержащимися в обмазках и флюсах.
Процесс плавления металла, условия охлаждения и структурные превращения в околошовной зоне определяют свойства сварного соединения.
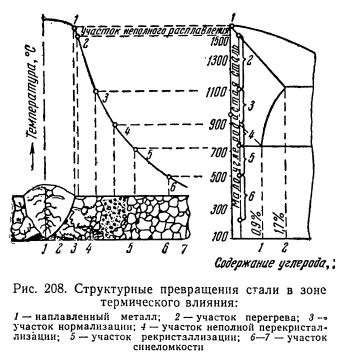
Строение сварного шва после затвердевания и околошовной зоны и распределение температуры во время сварки малоуглеродистой стали приведены на рис. 208. Из рисунка видно, что наплавленный металл имеет крупнозернистое строение. Далее на участке 1—2 (неполного расплавления) металл характеризуется крупной зернистостью и по своему строению ближе к структуре наплавленного металла. Участок 2—3 (перегрева) имеет крупнозернистое строение и соответственно обладает пониженной вязкостью. На участке 3—4 при 900—1100°C металл, нагреваемый выше критической точки AC3, самопроизвольно подвергался нормализации, в результате чего образовалась более мелкозернистая структура, чем у основного металла, не подвергающегося нагреву. Соответственно и механические свойства его несколько выше. Участок 4—5, имевший нагрев от точки АС до точки AC3, характеризуется частичной перекристаллизацией. На этом участке наряду с крупными зернами имеются и мелкие, прошедшие превращение. Область, охватывающая участок 5—6, по структуре не имеет отличий от основного металла, как и на участке 6—7, называемом участком синеломкости.
Величина зоны термического влияния около сварного шва в зависимости от свариваемых сталей и способов дуговой сварки находится в пределах от 2 до 6 мм.
При сварке малоуглеродистых сталей независимо от способа сварки структурные изменения в малой степени отражаются на механических свойствах. При сварке конструкционных сталей повышенной прочности в зоне термического влияния в процессе сварки могут образоваться закалочные структуры, которые снижают пластические свойства сварных соединений и могут явиться причиной образования трещин.