



Штамповка металлов
Штамповка представляет собой кузнечный процесс, при котором деформация металла осуществляется с помощью штампа. Конфигурация чистового ручья штампа полностью определяет конфигурацию полученной заготовки. Течение металла в штампе принудительно ограничивается поверхностями полостей, и образуется замкнутая по конфигурации заготовка.
В зависимости от исходного материала штамповка делится на объемную (рис. 176) и листовую (рис. 177). Объемная штамповка заготовок производится преимущественно в нагретом состоянии, а листовая — в основном в холодном состоянии. По сравнению со свободной ковкой штамповка имеет ряд преимуществ: более высокую производительность (примерно в несколько десятков раз); позволяет получать более однородные и более точные заготовки; допуски при горячей штамповке в 3—5 раз меньше, чем при свободной ковке. Заготовки, полученные штамповкой, обычно механически обрабатывают только в местах сопряжения с другими деталями. Остальные поверхности оставляют необработанными. Недостатками штамповки являются ограниченность по весу штамповочных заготовок (до 350 кг), высокая стоимость изготовления штампов, так как они пригодны для изготовления заготовок только одной формы.

Штамповка экономически целесообразна при массовом и крупносерийном производстве. Заготовки штампуют на различном штамповочном оборудовании: штамповочных молотах, кривошипных прессах, горизонтально-ковочных машинах, гидравлических и фрикционных прессах, горизонтально-гибочных машинах, вертикально-ковочных машинах, ковочных вальцах и на другом оборудовании. Заготовки для штамповки получают из проката путем его разделки. Разделка проката на мерные заготовки производится резкой на пресс-ножницах, на дисковых пилах, резкой с применением газовой горелки (газовая резка) или ломкой прутка на кривошипных и гидравлических прессах. После штамповки полученные изделия обычно проходят отделочные операции: обрезку и зачистку заусенцев, правку, очистку поверхности и чеканку.
Штамповка на молотах. Штамповку поковок производят на паровоздушных штамповочных или фрикционных молотах.
Паровоздушные штамповочные молоты по своему устройству сходны с паровоздушным молотом для свободной ковки. Отличие состоит лишь в том, что у паровоздушных штамповочных молотов станина установлена непосредственно на шаботе и соединена с шаботом при помощи болтов с пружинами. Кроме этого, имеются более мощные регулирующие направляющие для движения бабы. Такое соединение не является жестким и предотвращает от поломки болтов, а усиленные регулирующие направляющие бабы обеспечивают необходимую точность соударения штампов. Все штамповочные молоты имеют автоматическое управление, обычно связанное с педалью, на которую нажимают при нанесении удара. Если педаль отпущена, баба молота автоматически возвращается в исходное положение. Паровоздушные молоты имеют вес падающих частей от 0,5 до 15 т и реже от 20 до 30 т.
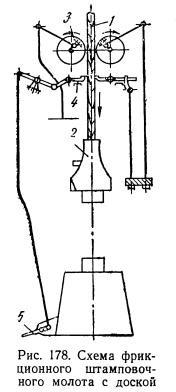
Из фрикционных молотов наибольшее распространение получили молоты с доской, схема которых представлена на рис. 178. В фрикционных молотах деревянная доска 1 (обычно дубовая) нижним концом закрепляется в бабе 2, а верхней своей частью проходит в зазор между стальными роликами 3. Во время работы молота один из роликов вращается в одну сторону, не передвигаясь, а другой, вращаясь в другую, может отходить. Деревянная доска, зажатая тормозами 4 и парой роликов, непрерывно вращающихся в разные стороны, поднимается до верхнего положения. В этот момент в результате нажима на педаль 5 ролики опускают доску и происходит удар, в момент которого ролики опять сходятся и поднимают бабу. Если педаль отпущена, то доска заклинивается колодками тормоза и баба удерживается на весу.
Фрикционные молоты имеют вес падающих частей 0,5—5 т. Они менее распространены, чем паровоздушные молоты, так как их производительность меньше, а регулирование энергией удара труднее. Однако к. п. д. их выше, чем паровоздушных штамповочных молотов.
Штамповочные поковки имеют чистую поверхность и различную форму: круглую типа зубчатых колес, ступиц и втулок или прямоугольную с прямой или изогнутой осью, с отверстиями, ребрами, типа скоб, вилок, шатунов, рычагов, валков и т. п.
Молотовые штампы. Основным инструментом при штамповке являются штампы.
Штампы представляют собой стальные формы, в которых имеются полости (ручьи), соответствующие форме и размерам изготовляемой поковки. Штампы состоят из верхней и нижней половинок, бывают закрепленные и подкладные.
Нижняя часть закрепленного штампа крепится на бойке, установленном на шаботе молота, а верхняя — на бойке бабы. Крепление осуществляется в виде «ласточкина хвоста». Обе половины штампа имеют полости, составляющие ручей, соответствующей форме поковки. На рис. 179 приведена схема штамповки зубчатых колес в одноручьевом штампе. Заготовку, нагретую до температуры ковки, помещают в нижнюю полость штампа 2. Под действием ударов верхней части штампа 1 металл течет и заполняет ручей 3. Излишек металла выдавливается из ручья в кольцевую часть. Ручей способствует лучшему заполнению полости штампа, препятствуя дальнейшему течению металла в плоскости разъема штампа. Заусенцы, образующиеся на поковке, затем обрезают на прессе специальным обрезным штампом в горячем или холодном состоянии.

В подкладных штампах производят штамповку заготовок, предварительно подготовленных свободной ковкой для придания ей приближенной формы готовой детали. Для этой цели нижнюю половину подкладного штампа устанавливают на боек, закрепленный на шаботе молота. Затем в полость нижней половины штампа закладывают заготовку и накрывают верхней половиной штампа. При этом запрессованные в нижней половине штампа штыри попадают в соответствующие им отверстия верхней половины и обе половины скрепляются. Штамповку производят ударами верхнего бойка молота по верхней половине штампа.
По количеству ручьев штампы разделяются на одноручьевые и многоручьевые. В одноручьевых штампах штампуют изделия относительно простой формы.
Многоручьевые штампы имеют заготовительные, штамповочные и отрезные ручьи. При штамповке на многоручьевых штампах полностью исключается необходимость в предварительной ковке заготовок. Исходным материалом служит заготовка из сортового проката. Количество ручьев в штампе бывает от 2 до 6. В заготовительных ручьях выполняется операция вытяжки или гибки, в штамповочных ручьях заготовке придается окончательная форма, в отрезных — изделие отделяется от заготовки. Заготовительные ручьи располагаются по краям штампа, а штамповочные — в середине. На рис. 180 приведена нижняя часть многоручьевого штампа. При штамповке заготовка сначала поступает в протяжной ручей, где ее протягивают. Затем ее деформируют в подкатном ручье для создания утолщений на концах, далее передают на гибочный ручей, после чего штампуют в предварительном, а затем в окончательном ручье. Из окончательного ручья получают готовую поковку, размеры которой больше размеров холодной поковки на величину усадки. Величина усадки принимается около 1,5%.

Протяжной ручей используют для уменьшения площади поперечного сечения на отдельных частях заготовки при одновременном увеличении ее длины. Уменьшение поперечного сечения и вытягивание осуществляется ударами молота. Из протяжного ручья в зависимости от размеров и сложности конфигурации поковки заготовка поступает в заготовительные или штамповочные ручьи. Подкатный ручей служит для увеличения в заготовке одних поперечных сечений за счет других. Эту операцию производят путем поворачивания заготовки вокруг ее оси после каждого удара молота. Из подкатного ручья заготовку передают в гибочный или штамповочный ручей. Гибочный ручей используется для изгиба заготовки. Предварительный ручей служит в основном для уменьшения износа окончательного ручья. В нем заготовке придается форма, близкая к заданной форме поковки.
В окончательном ручье происходит завершающее оформление поковки. Если поковки штампуют из прутка, то для отделения прутка или разделения его на поковки, когда штампуют сразу несколько поковок, используют отрезной ручей штампа. О создании тех или иных ручьев в штампах и использовании их в различных комбинациях решают при разработке технологического процесса штамповки.
Решение этого вопроса зависит от конфигурации и габаритов получаемой после штамповки поковки, от свойств металла и от расположения волокон в заготовке.
Средняя часовая производительность многоручьевых штампов у штамповочных молотов с весом падающих частей 0,5 т составляет 100—150 кг, у молотов с весом падающих частей до 9 т — 2400—2600 кг поковок.
В ручьях штампа боковые поверхности имеют штамповочные уклоны для лучшего заполнения ручьев металлом и более легкого извлечения из них поковки. Штамповочные уклоны для стальных поковок колеблются от 5 до 15°. Чем больше глубина ручья, тем больше угол наклона.
Вес исходного металла заготовки для получения поковки штамповкой определяют по следующей формуле:

где Qис — вес исходной заготовки;
Qпк — вес поковки;
Qз — вес отходов (заусенцев);
Qу.м. — вес угара металла при нагреве.
Вес отходов ориентировочно определяется по формуле

где у — удельный вес металла;
f3 — площадь сечения канавки для заусенец;
S — периметр поковки по линии разъема.
В зависимости от веса поковок величину площади сечения поковки ориентировочно принимают следующей: для поковок весом до 0,5 кг f3=1,1 см2; для поковок весом 5—12 кг f3=3,2 см2 и для поковок весом 40—100 кг f3=11,2 см2. Угар металла принимают равным 2—4% от веса поковки.
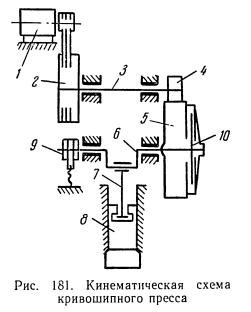
Штамповка на кривошипных горячештамповочных прессах. Кривошипные прессы в отличие от молотов имеют более жесткую конструкцию — усиленные направляющие для обеспечения точности движения ползуна и выталкивателей в столе и ползуне для автоматического выталкивания поковки из штампов. Кинематическая и конструктивная схема кривошипного горячештамповочного пресса приведена на рис. 181. Пресс имеет электродвигатель 1, который передает движение клиноременной передачей шкиву 2, насаженному на приемный вал 3, на другом конце которого имеется мелкое зубчатое колесо 4. Малое колесо ведет зубчатое колесо 5, свободно вращающееся на кривошипном валу 6. При помощи фрикционной дисковой муфты 10 с пневматическим зажимом большое зубчатое колесо может быть сцеплено с кривошипным валом. При сцеплении кривошипный вал придет во вращение и с шатуном вала 7 будет преобразовывать вращательное движение кривошипного вала в поступательное движение ползуна 8. Для остановки вращения кривошипного вала после включения муфты служит тормоз 9.
На кривошипных прессах осуществляют различные виды штамповочных работ: штамповку в открытых штампах (как и на молотковых), выдавливанием, прошивкой и различные комбинированные работы. Штамповка в открытых штампах на кривошипных прессах имеет преимущества по сравнению со штамповкой на молотах. Она обеспечивает получение поковок повышенной точности, имеет сниженные уклоны в штампах ввиду наличия выталкивателей и повышенную производительность, так как каждый переход осуществляется за один ход пресса. Кривошипные прессы имеют усилие 200—10000 т.
Штампы для горячештамповочных прессов изготовляют сборными. В корпус штампа вставляются быстро съемные ручьевые вставки, приспособленные для удаления поковок из ручьев, и другие части, которые крепятся при помощи прихватов, болтов и винтов. Использование сборных штампов возможно вследствие неударного действия работы пресса. Однако неударное действие пресса приводит к тому, что окалина с поверхности заготовки не сбивается, а вдавливается в тело поковки. Для исключения этого недостатка заготовки нагревают в печах с безокислительной атмосферой или после нагрева очищают их от окалины в специальных установках струей воды под давлением 50—200 ат. Процесс очистки производится в течение нескольких секунд, вследствие чего температура понижается незначительно.
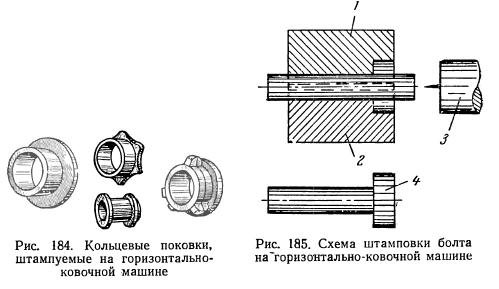
Штамповка на горизонтально-ковочных машинах. У горизонтально-ковочных машин (рис. 182) в отличие от молотов боек движется в горизонтальной плоскости. На этих машинах изготовляют поковки, имеющие форму полых или сплошных стержней с утолщениями, и поковки кольцеобразной формы. Типовые поковки, штампуемые на горизонтально-ковочных машинах, приведены на рис. 183 и 184.
В качестве исходного материала для штамповки на горизонтально-ковочных машинах обычно используют круглый, реже квадратный прокат повышенной точности. Чаще всего штамповку ведут от прутка, из которого изготовляют несколько поковок. Диаметр прутка выбирают в зависимости от конфигурации поковки. Вследствие того, что на горизонтально-ковочных машинах вытяжка не производится, площадь поперечного сечения прутка должна быть не больше минимальной площади сечения поковки.

Для высадки независимо от полости пуансона и матрицы из зажимной части матрицы выпускают выступающий конец прутка длиной не больше трех диаметров прутка. Если длина этой осаживаемой части будет больше, то возможен изгиб заготовки.
Штамповка на горизонтальноковочной машине в основном сводится к выполнению операции высадки нагретой заготовки. Например, для изготовления болта с круглой головкой заготовка нагревается с одного конца и зажимается между подвижной и неподвижными частями 1 и 2 (рис. 185) так, чтобы выступающий нагретый конец заготовки имел длину, обеспечивающую получение головки нужной высоты и диаметра. Затем пуансон 3, укрепленный на ползуне машины, начинает двигаться и осаживает конец заготовки до заполнения полости матрицы. Затем пуансон возвращается в исходное положение, в то же время матрицы открываются и болт 4 из матрицы выталкивается. Штамповка кольцеобразных изделий производится из заготовок, диаметр которых равен внутреннему диаметру кольца в двух ручьевых штампах. В первом ручье производится высадка для получения наружного контура кольца, а во втором ручье пуансон 1 прошивает и выталкивает заготовку. Горизонтально-ковочные машины имеют большую производительность и обеспечивают получение поковок большой точности и почти, без отходов (заусенцев). Давление, развиваемое машинами, колеблется в пределах 50—500 т.
Штамповка на винтовых фрикционных прессах. На винтовых фрикционных прессах, кроме штамповки в открытых штампах, аналогичных молотовым, производят штамповку в закрытых штампах. Благодаря ограниченности течения металла в стороны в них может образоваться лишь незначительный заусенец в конечный момент штамповки из-за зазора между станками нижнего штампа и входящего в него верхнего штампа.

Матрицы закрытых штампов изготовляют составными из двух или более частей, что позволяет штамповать поковки сложных конфигураций. Закрытый штамп с составной матрицей представлен на рис. 186. Пресс (рис. 187) имеет винт 1, проходящий через неподвижную гайку, укрепленную в станине. На верхнем конце винта жестко закреплен маховик 2, нижний конец винта при помощи подпятника скреплен с ползуном 3, который может перемещаться по направляющим станинам. Непрерывно вращающийся с приводом от электродвигателя горизонтальный вал 4 имеет два диска и может перемещаться вправо или влево в результате поворота рычага управления и тем самым прижимать к ободу маховика то один, то другой диск. Маховик при нажиме на него того или иного диска, а с ним вместе и винт будут вращаться в ту или другую сторону. Винт, ввинчиваясь в гайку или вывинчиваясь из нее, приводит ползун в движение вверх или вниз. На таких прессах штампуют разнообразнее мелкие поковки типа молотовых, а также типа стержня с головкой. Фрикционные прессы имеют усилие чаще всего 80—350 и и реже до 500 и. Применение фрикционных прессов для горячей штамповки стали ограничено их тихоходностью. Они широко применяются для штамповки медных и других низкопластичных сплавов.

Штамповка на гидравлических прессах. На гидравлических прессах возможны следующие виды штамповки: 1) штамповка в закрытых штампах с разъемными матрицами, состоящими из двух или нескольких частей (рис. 188); 2) штамповка прошивкой в чистом виде (рис. 189) и в комбинации с другими операциями; 3) протяжка прошитых заготовок через кольца (рис. 190) или через вращающиеся ролики; 4) штамповка в открытых штампах с обрезанием заусенца и 5) горячая штамповка из толстого листового материала. Гидравлические прессы нашли широкое применение для штамповки крупных и сложных поковок типа коленчатых валов, для самолетостроения и для штамповки алюминиевых сплавов.
Гидравлические прессы по принципу своего действия не отличаются от ковочных прессов. Привод их приводится в действие от насоса с аккумулятором или непосредственно от насоса. Усилие прессов достигает 30 000 г.

Штамповка на горизонтально-ковочных машинах (бульдозерах). Горизонтально-ковочная машина представляет собой кривошипный горизонтальный пресс с большим штамповым пространством и большим ходом ползуна. Эти машины снабжены электроприводом небольшой мощности, развивающим усилия на ползуне до 30—200 т. Отдельные машины строят с усилием 350—500 т. Машины в основном предназначены для штампово-гибочных работ. Штамповку и гибку заготовок производят преимущественно в нагретом состоянии. В отдельных случаях одновременно со штамповкой и гибкой производится и пробивка отверстий на поковке.
Большое штамповое пространство позволяет устанавливать на машины массивные штампы для гибки крупногабаритных деталей не только в горячем, но и в холодном состоянии.
При получении поковок на данных машинах исходным материалом служит прокат различных профилей, а в отдельных случаях кованая или штампованная заготовка. При получении поковок несложной формы для гибки заготовок применяют одноручьевые штампы, состоящие из пуансона и матрицы. При получении поковок сложной конфигурации гибку заготовок производят последовательно на многоручьевых штампах, состоящих из нескольких пар пуансонов и матриц, расположенных друг за другом. Детали, штампуемые на горизонтально-гибочных машинах, представлены на рис. 191.

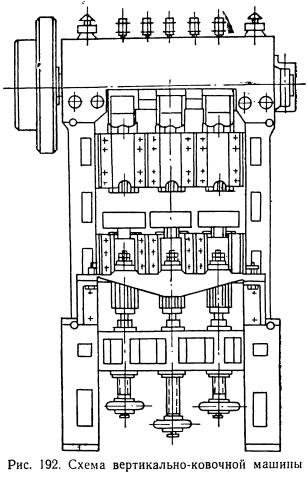
Вертикально-ковочные машины. Вертикально-ковочная машина является быстроходным прессом, совершающим до 800 ходов в минуту с 3—5 ползунами. Ползуны приводятся в движение вращением шатуна эксцентрикового вала (рис. 192). В машине под каждым ползуном имеется стол, положение которого регулируется по высоте.
Для получения поковок верхние бойки крепятся на ползуны, а нижние — на столах (колодках) под ползунами. При ковке иногда последовательно используют бойки для получения поковок.
На вертикально-ковочной машине в основном изготовляют мелкие изделия простой формы преимущественно путем вытяжки.
Ротационно-ковочные машины. Ротационно-ковочные машины предназначены для получения поковок в горячем и холодном состоянии вытяжкой при помощи фасонных бойков.
Машины бывают двух типов: с вращающимся шпинделем (рис. 193) и с вращающимся барабаном. Бойки 1 машины прикрепляются к ползунам 2, вместе с которым могут перемещаться в радиальном направлении в пазах шпинделя 3. Внешние торцы ползунов снабжены упорными роликами 4. Шпиндель машины помещается внутри обоймы 5, в гнездах которых находятся ролики 6. Во время работы машины при вращении шпинделя ролики толкают ползуны в направлении центра шпинделя и бойки, ударяя при этом по заготовке, деформируют ее. Заготовка в это время перемещается вдоль оси шпинделя машины. На этих машинах получают поковки в виде тел вращения.
Если в машинах первого типа ползуны в исходное положение возвращаются под действием центробежных сил, в машинах же второго типа для этого используют возвратные пружины.

На машинах второго типа получают поковки как с круглым поперечным сечением, так и с квадратным прямоугольным сечением к другой формы. Машины второго типа называют универсальными. Исходным материалом для получения поковок служат прутки различных сечений и трубы.
Производительность вертикально-ковочных машин весьма высокая — 100—600 поковок в час. Поковки, изготовляемые на этих машинах, приведены на рис. 194.

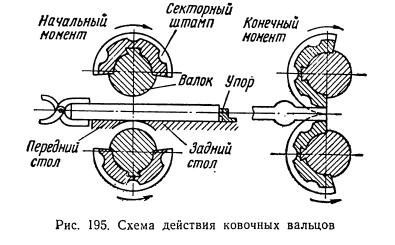
Ковочные вальцы. По схеме расположения валков ковочные вальцы (рис. 195) аналогичны непрерывному прокатному дуо-стану. На двух вращающихся в разных направлениях валках укрепляются секторные штампы с ручьями.
Во время работы валков заготовка поступает в момент расхождения штампов. Затем происходит обжатие заготовки и выталкивание поковки в противоположную сторону подачи. В зависимости от сложности получаемой поковки вальцовка заготовки производится за один или несколько проходов в одном ручье или в многоручьевом штампе.
Ковочные вальцы в основном предназначены для вытяжки нагретых заготовок. Они придают поковке различную конфигурацию как в продольном, так и в поперечном сечении. Обработка в ковочных вальцах производится как для предварительного обжатия заготовок, подлежащих дальнейшей штамповке на молотах или прессах, так и для получения различных поковок. Поковки получаются с облоем, который обрезается на специальных прессах.
Завершающие операции после штамповки. К завершающим операциям после штамповки поковок относятся обрезка облоя (заусенцев), зачистка, калибровка, чеканка, термическая обработка, очистка и правка.
Обрезку облоя, образующегося у поковок на поверхности разъема штампа при штамповке в открытых штампах на молотах, на кривошипных горячештамповочных прессах и ковочных вальцах, производят на обрезных кривошипных прессах. Для этой цели используют обрезные штампы.
Для удаления пленок из сквозных отверстий применяют прошивной штамп.
Обрезку осуществляют, когда поковки находятся в горячем или холодном состоянии. Операции обрезки заусенцев и прошивки внутреннего отверстия -осуществляются одновременно при применении комбинированных штампов.
Зачистку образующихся неровностей (заусенцев) после обрезки облоя на поверхности поковок производят на наждачных станках или с помощью зубил и точил.
Калибровку и чеканку производят для придания поковке точных размеров, ровной поверхности и для получения поковок заданного веса. Горячую калибровку производят преимущественно на горячештамповочных прессах. Иногда для этой цели используют фрикционные и другие прессы. Горячей калибровке поковки подвергают сразу же после снятия заусенцев. Таким образом, этот процесс состоит как бы в доштамповке поковок в более точном по размерам ручье. Калибровку и чеканку поковок в холодном состоянии производят на специальных чеканных прессах (рис. 196).

Термической обработке поковки подвергают для снятия напряжений, образующихся в них во время штамповки, для придания поковкам свойств, позволяющих применять высокие скорости резания при механической обработке и для повышения механических свойств готовых изделий. Обычно термическая обработка заключается в нормализации или нормализации с отпуском.
Очистку поковок от окалины, образующейся во время нагрева заготовки для штамповки и термической обработки, производят различными способами: в очистных барабанах, дробеструйными аппаратами подобно очистке отлитых деталей и травлением. Травление поковок производят в растворе 18—20%-ный серной кислоты. Такой раствор слабо реагирует па окалину, но активно реагирует на металл, вследствие чего в процессе травления окалина легко отделяется от поковки. После травления поковки подвергают нейтрализации в слабом растворе щелочи и промывке в воде, нагретой до 70° С.
Правка поковок вызывается их искривлением, возникающим на каждой операции. Она производится в правочных штампах на фрикционных молотах и фрикционных и гидравлических прессах с усилием 30—100 т.