



Литье в металлические формы (кокиль)
Металлические формы или кокили изготовляют из чугуна, стали и меди. Стойкость форм находится в прямой зависимости от рода заливаемого металла, веса отливки, ее сложности и будет тем больше, чем ниже температура заливаемого металла, меньше вес отливки и проще ее форма. Металлические формы для легкоплавких сплавов цветных металлов выдерживают сотни тысяч заливок. Стойкость формы при отливке деталей из чугуна колеблется в пределах от 100 до 5000 заливок, из стали — от 30 до 500 заливок.
Литье в металлические формы применяется при массовом производстве отливок из алюминиевых, магниевых, медных сплавов, чугуна и стали. При отливке деталей из алюминиевых, магниевых и медных сплавов стержни делают металлическими, а при отливке стальных и чугунных деталей — из стержневых смесей.
Характерной особенностью литья в металлические формы является более быстрое затвердевание отливки вследствие большой теплопроводности металлической формы по сравнению с земляной. Это приводит в большинстве случаев к получению лучшей структуры отливок.
По сравнению с литьем в разовые формы литье в металлические формы дает выход годных отливок на 10—30% больше при одновременном значительном снижении брака. К недостаткам литья в металлические формы следует отнести более высокую стоимость изготовления форм, большую затрату времени на их изготовление и потребность в дополнительном дорогостоящем оборудовании, а также получение отливок из чугуна с отбелом, т. е. с неравномерной структурой.
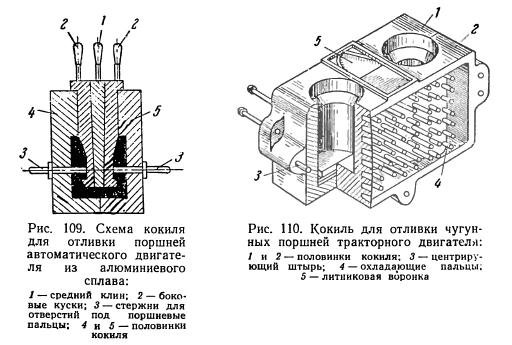
Для борьбы с отбелом при получении отливок из чугуна необходимо первоначально подогревать формы до 200—300° С и наносить огнеупорную облицовку на внутреннюю поверхность с целью уменьшения теплопроводности форм и защиты их от разгара. На рис. 109 приведена схема кокиля для отливки поршней автомобильного двигателя из алюминиевого сплава. Кокиль сделан из двух половин. Металлический стержень, образующий внутреннюю полость, делается составным из трех частей, что облегчает его извлечение из отливки. Сначала из отливки вынимают средний клин, а затем две остальные части стержня. Стержни, образующие отверстия для поршневого вальца, вынимают в горизонтальном направлении.
Устройство кокиля для чугунных поршней показано на рис. 110. Кокиль состоит из двух половин с вертикальным разъемом, которые центрируются при помощи штырей. Для усиления теплоотвода от отливки на наружной поверхности кокиля имеются охлаждающие ребра.