



Изготовление форм в литейном производстве
При индивидуальном и мелкосерийном производстве отливок формы изготовляют ручным способом, а при крупносерийном и массовом производстве — на формовочных машинах или пескометом. Обычно их изготовляют в опоках. Это специальные рамки, в которые набивается формовочная смесь (рис. 85). В зависимости от размера и сложности отливки форму изготовляют в двух или нескольких опоках, соединенных штырями. В процессе изготовления формы опока устанавливается на подмодельную плиту и наполняется формовочной смесью.
Опоки бывают разъемные и неразъемные. Разъемные опоки применяют при массовом производстве отливок небольшого веса и называют жакетами. В жакетах производится формовка и сборка форм. С собранных форм такие опоки снимают и заливают формы металлом.

В неразъемных опоках изготовляют формы и заливают их металлом. Они применяются при производстве отливок небольшого и большого веса.
Изготовление форм на формовочных машинах и пескометами производится в парных опоках. Применяют опоки таких размеров, чтобы между опокой и моделью был зазор, обеспечивающий форме необходимую прочность при заливке ее металлом и минимальный расход формовочной смеси.
При ручной формовке формы могут быть изготовлены в почве на полу цеха, покрытом слоем формовочной смеси, в двух или нескольких опоках. Применяют несколько различных приемов ручной формовки: шаблонную формовку, формовку по скелетным моделям и др., позволяющие изготовлять формы с помощью упрощенного модельного инвентаря.
Ручная формовка. Изготовление форм в двух опоках по неразъемной модели состоит из следующих операций: на подмодельную доску 1 (рис. 86) ставят модель 2 и накрывают опокой 3. Затем модель в опоке засыпают облицовочной формовочной смесью слоем 15—20 мм и заполняют опоку наполнительной смесью, уплотняя сначала острым, а затем плоским концом трамбовки. Лишнюю формовочную смесь сгребают линейкой. Изготовленную полуформу переворачивают и устанавливают на нее вторую опоку 4 и модель стояка. Операцию наполнения опоки и уплотнения смеси повторяют, после чего вырезают литниковую чашу, вынимают модель стояка и снимают верхнюю полуформу. На плоскости разъема в нижней полуформе прорезают каналы, соединяющие стояк с полостью формы.
Края формы вокруг модели слепка увлажняют, модель расшатывают и вынимают из формы. Поврежденные места исправляют, затем верхнюю полуформу устанавливают на нижнюю, скрепляют и форму заливают металлом.

Изготовление форм в двух опоках по разъемным моделям со стержнем. Под подмодельный щиток ставят нижнюю половину модели плоскостью разъема и накрывают нижней опокой. Процесс формовки в данном случае подобен процессу формовки при изготовлении нижней полуформы по неразъемной модели. Когда нижняя полуформа готова, ее поворачивают, посыпают поверхность формы разделительным песком и накладывают верхнюю половину на нижнюю половину модели, накрывают верхней опокой, устанавливают модели литникового канала шлакоуловителя, стояка и выпоров и производят процесс формовки в верхней полуформе. Когда верхняя полуформа заформована, на ней вырезают литниковую чашу, вынимают модели стояка и выпоров. Полуформу снимают и переворачивают. Выпоры по своей форме представляют подобие стояка. Их применяют при отливке деталей из чугуна для того, чтобы образовался канал для выхода воздуха и газа из полости формы и для наглядного контроля заполнения формы металлом в процессе заливки. Из снятых верхней и нижней полуформ вынимают модели, исправляют дефекты, укрепляют выступающие места формы шпильками-гвоздями. Затем в нижнюю полуформу устанавливают стержень, ставят верхнюю полуформу и скрепляют ее с нижней.
Изготовление форм по шаблону. При производстве индивидуальных отливок, имеющих форму тел вращений (шестерен, маховиков и т. п.), формы изготовляют при помощи шаблонов. Это не требует дорогостоящих моделей. Используют приспособления (рис. 87), состоящие из следующих деталей: подпятника 1 с гнездом, в которое вставляется ось вращения шаблона 2, насаженная на ось поперечины 3, упорного конуса 4 и шаблона 5. Например, для формовки шкива со спицами в почве укрепляют подпятник, в него вставляют ось, готовят твердую постель и насыпают формовочную смесь до уровня плоскости разъема. На ось устанавливают упорное кольцо, надевают поперечину и укрепляет на ней шаблон для формовки внутренней поверхности обода и плоскости разъема формы. Вращая шаблон вокруг оси, образуют выемку и плоскость, излишнюю смесь сгребают, а затем снимают шаблон. На полученной окружности при помощи чертилки проводят бороздки, соответствующие осям спиц. По каждой бороздке устанавливают рамку, вокруг которой очерчивают параллельные линии. Надевают на ось модель ступицы, устанавливают опоку, стояк и выпор и набивают верхнюю полуформу. Вынимают стояк и выпор, полуформу снимают и переворачивают.

По отпечатанным бороздкам в верхней и нижней полуформе специальным гребком при помощи рамки делают контуры спиц и вынимают модель ступицы. Затем верхнюю полуформу устанавливают на нижнюю, накладывают груз и форма готова для заливки металлом.
Машинная формовка. Процесс изготовления форм машинным способом по сравнению с ручным имеет ряд преимуществ:
1) механизацию уплотнения формовочной смеси и извлечения моделей из формы;
2) получение форм с более равномерным уплотнением и большей прочностью;
3) получение отливок с меньшими припусками на обработку;
4) более рациональное использование труда формовщиков, которые освобождаются от ряда операций (установки моделей, набивки форм, прорезки литников и т. п.);
5) более быстрое освоение приемов формовки.
Формовочные машины по способу уплотнения в основном делятся на следующие типы: прессовые, встряхивающие, встряхивающие с подпрессовкой, пескометы.
На прессовых машинах формы изготовляются по односторонним модельным плитам. Машины приводятся в действие сжатым воздухом давлением 5—7 атм и подразделяются на машины с верхним и нижним прессованием. Схема верхнего прессования представлена на рис. 88, а нижнего — на рис. 89. Для получения формы на подмодельную плиту, укрепленную на столе машины, ставят опоку, которую из бункера заполняют формовочной смесью. Затем поворачивают траверсу с верхней плитой в рабочее положение и включают воздух.


Сжатый воздух поднимает стол и прижимает форму к верхней плите траверсы. Дают небольшую выдержку, включают воздух, опускают стол с формой и выводят его из под траверсы. Форму снимают и на стол ставят следующую опоку. Прессовую машину применяют для изготовления форм в опоках небольшой высоты, так как уплотнение формовочной смеси происходит неравномерно. Поверхность формы, непосредственно испытывающая давление, уплотняется больше, чем поверхность, прилегающая к подмодельной плите и модели.
Примером этого типа машин является машина модели ПФ-4 с нижним прессованием. Размеры опоки в свету 756х676 мм, высота ее 100 мм. Часовая производительность (при полной механизации подачи формовочной смеси и транспортировании опок) 120 опок, 60 форм.
На встряхивающих машинах изготовляют формы в высоких опоках. Формовочная смесь уплотняется встряхиванием за счет инерции, возникающей при ударе (рис. 90).

На столе встряхивающей машины укреплена плита с моделью, на которую ставят опоку и наполняют формовочной смесью. Стол встряхивающей машины под действием сжатого воздуха давлением 5—7 атм поднимается на некоторую высоту и с этой высоты падает, ударяясь об опору. При ударе смесь уплотняется. Высота подъема стола в машинах 30—100 мм и число ударов 10—300 в минуту.
К такому типу машин относится формовочная машина модели 845 с поворотным столом.
Размеры опоки в свету 1200x800 мм, высота ее 450 мм.
Часовая производительность — около 15 форм.
Изготовление форм на встряхивающих машинах с подпрессовкой. Плотность набивки формы, полученной встряхиванием, неравномерна.
Поэтому более широкое применение получили встряхивающие машины с допрессовкой верхних слоев формы, например машина модели 254 М. Размеры опоки в свету 800x700, высота ее 300 мм. Часовая производительность при полной механизации формовочного участка 45 опок.
К этому же типу машин относятся автоматические формовочные четырехпозиционные машины модели 94265 для изготовления верхних полуформ и модели 94265А для изготовления нижних полуформ. На этих машинах изготовляют формы в опоках с размерами в свету 900х800, при высоте 500—600 мм.
Изготовление форм на пескометах. Пескометы применяются для изготовления средних и крупных форм. Существуют стационарные пескометы, передвижные с бункером и консольные передвижные. Пескометом формовочная смесь подается в опоку и уплотняется в ней под действием центробежных сил вращающихся лопаток, расположенных в головке пескомета.

На рис. 91 приведена схема устройства консольно-подвижного пескомета. Формовочная смесь по ленточному транспортеру 1 подается в лоток 2, снабженный ситом. Просеянная смесь поступает на транспортер 3, из него в воронку 4 и оттуда на ленточный транспортер 5. С ленточного транспортера смесь поступает в кожух пескометной головки 6, где подхватывается лопатками 8, укрепленными на вращающемся диске 7 (скорость вращения 1400—1600 об/мин) и выбрасывается в опоку 10 через отверстие 11 в головке пескомета. При набивке опоки рабочий, сидящий на сиденьи 12, поворачивает и передвигает хобот пескомета. Степень уплотнения смеси зависит от скорости вращения лопаток, перемещения головки и от высоты ее над моделью 9.
Производительность пескомета 12,5 м3/час набитой формовочной смеси. Действующие модели пескометов этого типа — 291,296 м.
На заводах крупносерийного и массового производства отливок формовочные машины расположены вдоль замкнутого конвейера (рис. 92), который представляет собой ряд тележек 1, непрерывно движущихся по рельсам 2 при помощи привода 3. Изготовленные на машинах формы 4 ставятся на тележки конвейера. Сборку форм обычно производят на рольгангах 5, установленных у формовочных машин. Формы заливают на конвейере из заливочных ковшей 6, подаваемых по разливочному монорельсу 7.
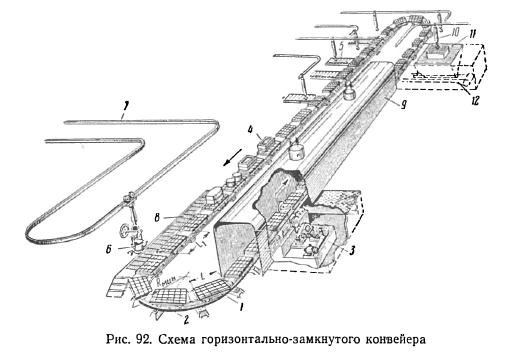
При большой скорости движения конвейера заливочная площадка 8, на которой стоит рабочий, заливающий формы, движется со скоростью конвейера. Залитые металлом формы на конвейере проходят через охладительную камеру 9 и поступают в отделение выбивки. Здесь при помощи пневматического подъемника 10 формы с конвейера снимаются и выбиваются на выбивной решетке 11. Выбитая формовочная смесь падает через решетку на пластинчатый транспортер 12 и направляется в землеприготовительное отделение.
Литниковая система. Каждая форма имеет литниковую систему, служащую для заполнения полости формы металлом. В литниковой системе также должен улавливаться шлак, попадающий с металлом. Литниковая система (рис. 93) состоит из литниковой чаши 1, стоянка 2, шлакоуловителя 3 и питателя 4. Назначение чаши в том, чтобы исключить разбрызгивание металла, уменьшить его гидродинамический удар и задержать шлак, попадающий с металлом.
Стояк 2, соединенный с чашей и шлакоуловителем, располагается вертикально.

Шлакоуловитель 3 служит для отделения шлака и соединения с питателями. Питатели 4 соединены с полостью формы. Количество питателей и их расположение зависят от формы и веса отливаемой детали. Питатели при формовке располагаются в нижней опоке на плоскости разъема формы.
Для получения качественной отливки и меньшего расхода металла литниковую систему изготовляют на основе расчетов.
Площадь сечения питателей определяют по следующей формуле:

где Q — вес отливки, кг;
t — время заливки, сек.;
Hр — расчетный напор, см.;
M — коэффициент расхода, равный для чугуна 0,27—0,55, для стали 0,3—0,41, для сплавов цветных металлов 0,6—0,7.
Расчетный напор Hр определяют по формуле

где H0 — высота стояка от уровня металла до подвода в форму, см;
С — максимальная высота отливки, см;
P — высота отливки до места подвода металла в форму, см.
Соотношение размеров литниковой системы принимают следующим:
