



Формовочные материалы и смеси и требования, предъявляемые к ним в литейном производстве
Формовочные материалы. Для изготовления форм и стержней применяют формовочные и стержневые смеси, состоящие из различных формовочных материалов (пески, глины, связующие и противопригарные добавки, древесные опилки, асбестовая крошка, торф и др.).
Формовочный песок состоит из зерен кварца (SiО2) различной величины, глинистой составляющей и небольшого количества примесей. В зависимости от содержания этих компонентов формовочные пески по ГОСТ 2138—56 подразделяются на классы.
Зерна песка имеют различную форму и величину. По форме зерен пески подразделяются на округлые, полуокруглые, остроугольные и осколочные.
Крупность песка определяется величиной зерен в основной фракции. Основной фракцией песка считается наибольшая сумма остатков на трех смежных ситах. В зависимости от величины зерен основной фракции формовочные пески подразделяются на группы (табл. 12).
В зависимости от величины остатка на крайних ситах основной фракции формовочные пески разделяются на две категории: А (когда остаток на крайнем верхнем сите основной фракции больше, чем на крайнем нижнем сите) и Б (когда остаток на крайнем нижнем сите больше, чем на крайнем верхнем сите).

Согласно ГОСТ 2138—56, формовочные пески по характеру распределения зерен делятся на следующие группы:
1) пески с концентрированной зерновой структурой, у которых преобладающая масса зерен сосредоточена на трех смежных ситах;
2) пески с рассредоточенной зерновой структурой, у которых главная масса зерен распределена более, чем на трех ситах. К ним относятся пески:
а) крупные KPK — сумма остатков на ситах 04, 0315 и 025 не менее 60%;
б) средние KPC — сумма остатков на ситах 0315, 025 и 016 не менее 60%;
в) мелкие KPM — сумма остатков на ситах 025, 016 и 01 не менее 60%;
г) с общей рассредоточенностью KPO — в основной фракции на трех любых смежных ситах не менее 60%.
При маркировке формовочного песка на первом месте ставится обозначение класса, на втором — обозначение группы и на последнем — обозначение категории (например, песок марки КО2А). Марку песка устанавливают после определения содержания глинистой составляющей, зернового состава и содержания примесей в песке.
Глинистой составляющей условно считают зерна величиной менее 22 мк независимо от их химического состава. Испытания проводят в лабораторных условиях. Этим путем устанавливают вес исходной навески и высушенного песка. Разность в весе дает содержание в песке глинистой составляющей, которое должно быть выражено в процентах.
Безглинистый песок исследуют дальше, определяя его зерновой состав при помощи ситового анализа. С этой целью навеску песка просеивают на ситах, характеристика которых следующая:

Сита в наборе располагаются в порядке уменьшения размеров. Навеску песка помещают на верхнее крупное сито (№ 2,5), которое сверху закрывают крышкой. Снизу под сито № 005 подставляют металлический тазик. Набор сит устанавливают на специальный прибор, который совершает около 33 колебаний в минуту. Во время работы прибора по крышке верхнего сита ударяет колотушка со скоростью 180 ударов в минуту. Навеска песка просеивается на приборе в течение 15 мин., после чего набор сит снимают с прибора и взвешивают песок, оставшийся на каждом сите. Результаты взвешивания выражают в процентах от веса первоначальной навески (50 г) с учетом количества глины, определенного отмучиванием.
Для определения содержания примесей проводится химический анализ песка по специальным методикам.
Формовочные глины состоят главным образом из одного или нескольких глинистых минералов и примеси других минералов.
Согласно ГОСТ 3226—57, формовочные глины в зависимости от минералогического состава разделяются на два вида: формовочную обыкновенную (Ф), содержащую каолинит, гидрослюдистые минералы, и формовочную бентонитовую, содержащую монтмориллонит, бейделлит и ферримонтмориллонит.
Формовочные обыкновенные глины в зависимости от их связующих свойств, определяемых пределом прочности на сжатие технологической пробы глины, делятся на следующие группы:

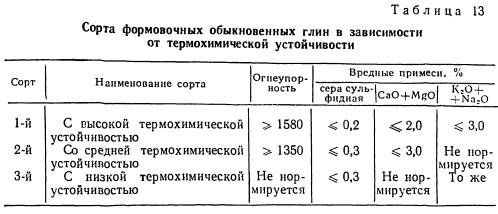
В зависимости от термохимической устойчивости формовочные обыкновенные глины делятся на три сорта (табл. 13).
Обозначение марки обыкновенной глины составлено из букв и цифр, указывающих вид, группу и сорт глины, например глина марки ФС-1 (обыкновенная среднесвязующая первого сорта).
Для бентонитовых глин различают три марки: Б1, Б2 и Б3 отличающиеся друг от друга величинами коллоидальности и прочности образца на сжатие во влажном состоянии.
Технологическая проба для определения связующих свойств глины изготовляется по ГОСТ 3594—62 «Глины формовочные. Методы лабораторных испытаний».
Для определения связующей способности глины во влажном состоянии приготовляют смесь следующего состава (технологическая проба): 1900 а сухого кварцевого песка 1КО2А (или Б) по ГОСТ 2138—56; 200 г испытуемой глины, высушенной, измельченной и просеянной; 70 г воды.
Песок и глину перемешивают в лабораторных бегунах в течение 2 мин., после чего добавляют воду и перемешивание продолжают еще 8 мин. Из полученной смеси изготовляют стандартные цилиндрические образцы и определяют их прочность на сжатие.
Для определения прочности на сжатие в сухом состоянии приготовляют следующую смесь: 1900 г сухого кварцевого песка 1КО2А (или Б), 100 г испытуемой глины в порошке, 130 г воды. Порядок перемешивания такой же, как для предыдущей смеси. Стандартные образцы (цилиндры) высушивают при 180—200° С в течение 1,5 часа и определяют их прочность на сжатие на универсальном приборе.
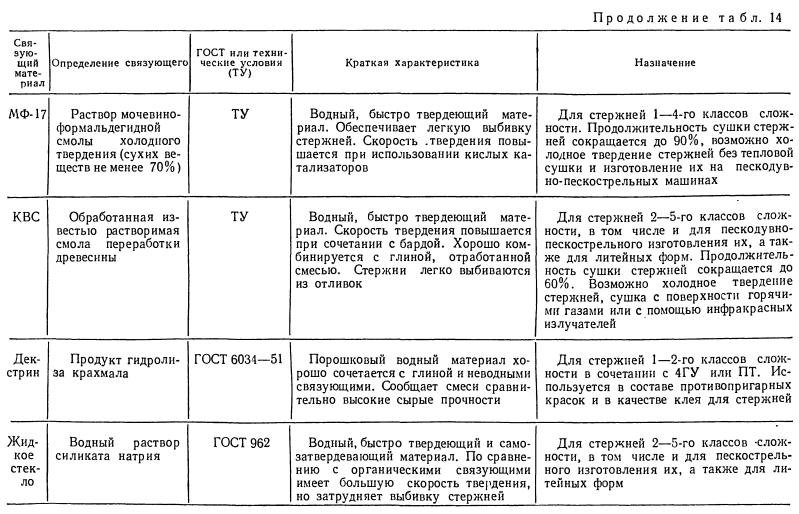
Связующие материалы. Основным назначением их является сообщение стержням и литейным формам необходимой прочности после сушки, а также других не менее важных свойств.
В отечественном литейном производстве используют различные связующие материалы (табл. 14). По происхождению исходного сырья различают органические и неорганические связующие В свою очередь внутри этих подразделений различают водные и неводные связующие материалы.


По характеру и скорости твердения различают замедленно твердеющие, нормально твердеющие, быстро твердеющие и самозатвердевающие связующие материалы.
Большинство органических связующих материалов изготовлено на основе доступных и дешевых продуктов переработки нефти, сланцев и древесины. Значительно менее разнообразно представлены связующие на основе синтетических смол. В ограниченном количестве применяются масляные связующие и декстрин. Из неорганических связующих материалов большое распространение получило жидкое стекло.

При выборе связующих материалов обычно учитывают класс сложности изготовляемого стержня. В табл. 15 приведена классификация стержней, разработанная в НИИЛИТМАШ.
Противопригарные добавки, используемые в литейном производстве, по принципу их действия могут быть разделены на три основных класса: 1) добавки с высокой огнеупорностью (пылевидный кварц графит, хромистый железняк); 2) добавки, выделяющие при нагревании газы восстановительного характера (большинство связующих материалов органического происхождения, каменный уголь, мазут и др.) и 3) добавки, обеспечивающие получение стекловидного легкоотделимого пригара (жидкое стекло, поваренная соль, полевые шпаты и др.).
Противопригарные добавки выбирают главным образом в зависимости от вида заливаемого металла и толщины стенки отливки. Их можно вводить в состав смеси или наносить на поверхность сырого и высушенного стержня или формы.
Смеси для изготовления литейных форм и стержней. Смеси, предназначенные для изготовления форм, называются формовочными, а для изготовления стержней — стержневыми. Они подразделяются на смеси для чугунного, стального и цветного литья.
Количественное соотношение составляющих в формовочных и стержневых смесях зависит от веса отливаемых деталей, их сложности и от металла, из которого отливают детали (чугуна, стали или цветных металлов).
Для получения качественных отливок смеси должны обладать следующими основными свойствами:
1) пластичностью, т. е. способностью легко давать точные отпечатки модели при формовке. Пластичность смеси улучшается при увеличении глинистых составляющих и влажности;
2) прочностью в сыром и высушенном состоянии, т. е. способностью не разрушаться при сборке и транспортировке форм и стержней и под воздействием струи металла, стремящегося размыть форму и стержень;
3) противопригарными свойствами для получения чистой поверхности отливок;
4) газопроницаемостью, т. е. способностью пропускать газы, выделяющиеся из формы и стержня при нагреве их расплавленным металлом и из остывающего металла. Если газопроницаемость смеси недостаточна, в отливках могут образоваться газовые раковины. Газопроницаемость смеси повышается при использовании крупнозернистых и однородных по зерну формовочных песков; с увеличением глины газопроницаемость уменьшается;
5) податливостью, т. е. способностью сжиматься при усадке металла во время его кристаллизации и охлаждения отливки. Это качество необходимо для предотвращения образования трещин в отливке. Лучшей податливостью обладает смесь из крупного песка и с содержанием каменного угля, древесных опилок или. торфа, различного рода органических связующих материалов. Глина ухудшает податливость смеси;
6) практическим отсутствием гигроскопичности высушенных стержней и форм.
Перечисленные требования особенно строго должны выдерживаться для стержневых смесей, так как стержни находятся в более тяжелых условиях при заливке металлом, чем форма. Кроме этого, они должны обладать легкой выбиваемосгью, т. е. легко удаляться из отливки после ее охлаждения. С уменьшением глинистой составляющей в стержневых смесях выбиваемость их улучшается.

Формовочные смеси подразделяются на облицовочные, наполнительные и единые.
При изготовлении формы облицовочной смесью засыпают модель слоем толщиной 20—30 мм. В процессе заливки облицовочная смесь находится в непосредственном соприкосновении с металлом и должна обладать всеми вышеперечисленными свойствами.
Наполнительной смесью заполняют остальную часть формы. Наполнительные смеси могут быть менее высококачественными и более дешевыми. Такие смеси должны быть прочными и газопроницаемыми.
Единые формовочные смеси применяют главным образом при массовом механизированном производстве отливок и изготовлении форм на машинах. К ним предъявляют те лее требования, что и к облицовочным смесям.
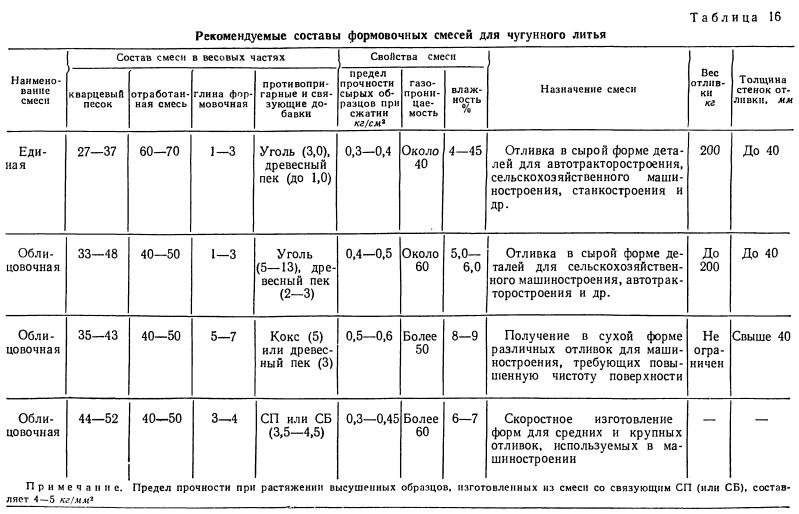
В зависимости от способа использования форм различают следующие смеси: для заливки по-сырому, по-сухому, быстро твердеющие и самозатвердевающие. Составы рекомендуемых формовочных и стержневых смесей представлены в табл. 16—20.


