



Очистка поверхности отливок
В настоящее время наиболее распространены универсальные методы очистки отливок: в галтовочных барабанах, струей металлических абразивов (дробеметная и дробеструйная) и вибрационная очистка. В отдельных случаях применяют химическую и электрохимическую очистку отливок.
Используются галтовочные барабаны периодического и непрерывного действия. Галтовочный барабан периодического действия обеспечивает высокое качество поверхности отливок (рис. 8.7).

Очистка отливок в галтовочном барабане происходит вследствие их взаимных ударений и трения отливок о стенки барабана и литые звездочки из белого чугуна, которые загружаются в барабан для повышения интенсификации процесса в количестве 20-35 % от массы отливок.
Одновременно с очисткой поверхности отливок в галтовочном барабане происходит выбивка стержней и отбивка литников.
Скорость вращения барабана обусловливает интенсивность относительного перемещения отливок и звездочек в нем, а следовательно, эффективность очистки. При оптимальной частоте вращения центробежная сила, действующая на отливку у поверхности барабана, составляет 50-60 % веса отливок. Меньшую скорость применяют для барабанов диаметром более 0,7 м, большую - для барабанов диаметром менее 0,7 м. Формулы для вычисления частоты вращения барабанов соответственно имеют вид:

где D - внутренний диаметр обечайки барабана, мм.
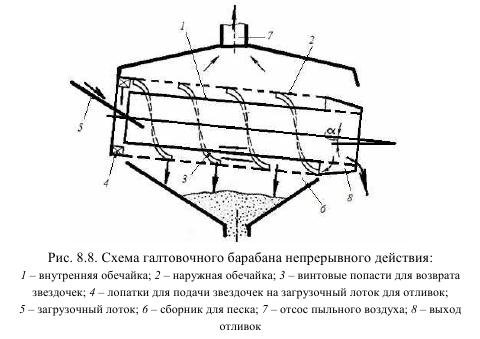
В галтовочных барабанах непрерывного действия очищаются мелкие отливки массового производства. Очистка отливок, отбивка литников и заусенцев происходят в результате трения отливок друг о друга и о ребра, находящиеся внутри барабана. Частота вращения барабана составляет 20 мин-11. Барабан установлен под углом 1,5-2° к горизонту, что обеспечивает движение отливок вдоль оси барабана при его вращении. Галтовочный барабан непрерывного действия имеет два кожуха (рис. 8.8). Отливки по лотку 5 и звездочки с помощью лопаток 4 непрерывно поступают во внутренний кожух 1. Перемещаясь к другому концу барабана, отливки очищаются. Звездочки, не доходя до конца барабана, проваливаются во внешний кожух 2 и спиральными направляющими 3 вновь подаются к загрузочному окну. Отработанная смесь проваливается через отверстия во внешнем кожухе и удаляется из барабана.
В литейных цехах широко применяют оборудование, в котором используется струйная очистка. По характеру получения абразивной струи его делят на дробеструйное, в котором очистной материал подается струей воздуха, и дробеметное, в котором он выбрасывается под действием центробежной силы. Имеются установки, в которых абразивный материал направляется струей воды под низким или высоким давлением.
Для струйной очистки применяют разнообразные очистные материалы. ГОСТ 11964-81E предусматривает следующие виды технической дроби из чугуна и стали для дробеметной и дробеструйной очистки отливок: дробь чугунная литая (ДЧЛ), чугунная колотая (ДЧК), стальная литая (ДСЛ), стальная колотая (ДСК) и стальная рубленая из проволоки (ДСР).
В зависимости от вида и назначения выделяют 16 номеров дроби, отличающейся размерами. Самый малый № 01 предусматривает размер дробины до 0,1 мм, самый большой № 6 - от 5,5 до 8 мм. Для очистки отливок в зависимости от их размера рекомендуются следующие номера дроби: № 08 для мелких отливок; № 1; 1,2 и 1,5 для средних отливок; № 2; 2,5; 3; 3,5 и 4 для средних, тяжелых и особо тяжелых отливок.
Выбор дроби зависит также от необходимой шероховатости необрабатываемых поверхностей. Помимо дроби из чугуна и стали применяют дробь из цветных сплавов (алюминиевых и медных), а также абразивные средства из неметаллов как минерального, так и органического состава.
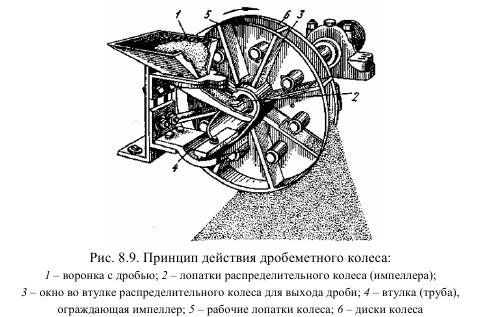
Из струйных методов очистки наибольшее распространение имеет дробеметный. Дробеметная очистка отливок происходит за счет кинетической энергии струи чугунной дроби, выбрасываемой на отливки дробеметным колесом, имеющим два диска 6, между которыми радиально расположены лопатки 5 из износостойкого чугуна (рис. 8.9). Частота вращения колеса составляет 2250 мин-1. Через окно 3 во втулке-распределителе 4 (импеллере) дробь подается на лопатки колеса, приобретает дополнительную энергию и вылетает со скоростью до 80 м/с. Ударяясь о поверхность отливок, она очищает их от пригара и окалины.
С учетом массы и размеров очищаемых отливок дробеметное очистное оборудование выпускают трех видов:
• барабаны для отливок массой 25 - 400 кг (рис. 8.10, а);
• столы для отливок массой 100 - 530 кг с развитыми поверхностями размерами 450x400x300 - 900x900x600 мм (рис. 8.10, б);
• камеры для более крупных отливок массой от 315 кг до 10 т (рис. 8.10, в, г).
По сравнению с другими способами дробеметная очистка имеет следующие преимущества: высокую производительность, малый расход энергии, лучшие условия труда. Недостатки способа: быстрый износ лопаток дробеметного колеса, трудность очистки отливок со сложными полостями. Дробеметную очистку нельзя применять для отливок из мягких сплавов, так как это ухудшает качество их поверхности. Для очистки отливок из алюминиевых сплавов вместо чугунной дроби используют кусочки алюминиевой проволоки.
Для очистки мелких и средних отливок применяют барабаны периодического действия (см. рис. 8.10, а). Отливки перемещаются внутри барабана, образованного движущимся пластинчатым конвейером, благодаря чему под факел дроби попадают различные места отливок Масса очищаемых отливок должна быть до 40 кг, производительность составляет 3-7 т/ч отливок.
Для очистки мелких и средних отливок в массовом производстве используют дробеметные барабаны непрерывного действия (масса очищаемых отливок до 40 кг). Равномерная очистка всех поверхностей отливок достигается в процессе их перекатывания внутри вращающегося барабана или на движущемся пластинчатом конвейере внутри неподвижного барабана. В массовом производстве применяют очистные барабаны с пластинчатым конвейером непрерывного действия, в которых отливки в процессе очистки перемещаются еще вдоль оси барабана.
Для очистки средних отливок (массой до 500 кг) применяют дробеметные очистные столы с периодическим и непрерывным вращением (см. рис. 8.10, б). Отливки помещают на поворотом столе внутри камеры (каждую на своем столике) и очищают потоком дроби из дробеметных аппаратов.
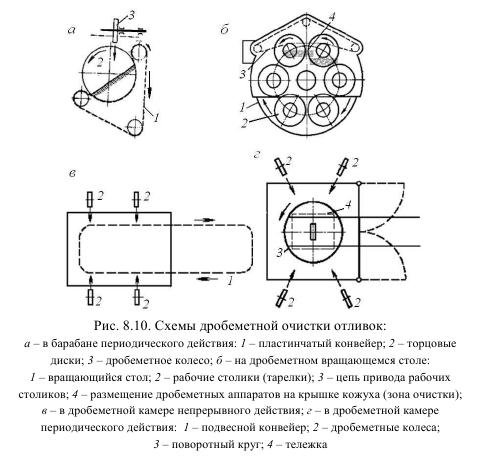
Для очистки отливок массой от 50 кг до 1,3 т в массовом производстве используют проходные дробеметные камеры (см. рис. 8.10, в). Для очистки крупных отливок (массой до 70 т) применяют дробеметные камеры периодического действия (см. рис. 8.10, г).
При дробеструйной очистке отливки очищаются струей чугунной дроби диаметром 0,8-2,5 мм, выбрасываемой со скоростью 20-30 м/с сжатым воздухом из дробеструйного аппарата (рис. 8.11).
Производительность процесса зависит от давления воздуха, диаметра сопла, расстояния до очищаемой поверхности. Этот способ очистки позволяет эффективно очищать глубокие и сложные внутренние полости отливок.
Водоструйная очистка заключается в использовании кинетической энергии водяной струи высокого давления (10-20 МПа) для отделения пригоревшей к поверхности отливки формовочной смеси, разрезания на куски и вымывания стержней из полости отливки. Отливку помещают на вращающийся или неподвижный стол (либо тележку), который устанавливают в камеру. Из монитора на очищаемую поверхность отливки направляют струю воды, разрушающую пригоревшую корку, стержни. Образующаяся пульпа удаляется из камеры в установку для регенерации песка, а вода фильтруется, осветляется в отстойниках и вновь используется для очистки.
Преимущества этого способа очистки: отсутствие пылевыделения, высокая эффективность очистки полостей крупных и средних отливок от стержней, возможность последующей регенерации песка. Недостатки: значительный расход воды (4-25 м на 1 т отливок), громоздкость установок, сравнительно небольшая производительность.
Для очистки отливок применяют водоструйные установки периодического и непрерывного действия. Первые используют в основном для очистки крупных и средних отливок в условиях единичного и мелкосерийного производства, вторые - для очистки отливок в условиях серийного производства. Производительность установок для водоструйной очистки - 1-20 т/ч, масса отливок - от 10 кг до 200 т, габаритные размеры - 0,2-10 м.
При гидроабразивной очистке отливок приготовляют суспензию, состоящую из зерен кварцевого песка, электрокорунда, металлического песка, воды и поверхностно-активного вещества (до 1 %). Суспензию подают в эжекционный аппарат, образующий гидроабразивную струю, которую направляют на очищаемую поверхность отливки. Частицы абразива истирают очищаемую поверхность, срезая с нее выступы и шероховатости, уничтожая микротрещины. Для лучшего действия струи ее направляют под углом 30-60° к обрабатываемой поверхности. Поверхностно-активное вещество (мылонафт, сульфатный щелок и др.) проникает в микротрещины на поверхности отливки и способствует лучшему отделению от нее посторонних частиц. Этот способ применяют для очистки поверхности отливок из алюминиевых и магниевых сплавов (в качестве абразива используют кварцевый или алюминиевый песок). После гидроабразивной очистки отливки промывают и обрабатывают антикоррозионным раствором, предохраняющим их от окисления.
Струйная очистка не обеспечивает необходимое качество очищения поверхности отливок, предназначенных для изготовления деталей, работающих, например, в гидравлических и пневматических системах, отливок с экранированными внутренними полостями, отливок, не позволяющих применять очистку дробью, и некоторых других. Для этих случаев эффективна электрохимическая очистка.
Сущность электрохимической очистки состоит в следующем (рис. 8.12). Отливку 2 погружают в ванну 7, заполненную расплавленным техническим каустиком при температуре 500 °С с наложением постоянного тока низкого напряжения (5-10 В), вследствие чего образующие пригар оксиды железа (Fe2O3, Fe3O4) и силикаты (SiO2, Fe2SiO4) вступают в химическое взаимодействие с основной средой ванны (NaKOH, NaOH, КОН). Сочетание химического воздействия с электрохимическим обеспечивает высокую степень очистки поверхности. Отливка соединена с положительным полюсом генератора Г посредством специальной контактирующей подвески 3, а стенки ванны - с отрицательным полюсом. Плотность тока регулируется бесконтактным регулятором Б.
Пригар на стальных и чугунных отливках является многофазной системой, наружный слой которой состоит из кварца, частично перешедшего в тридимит, а внутренний слой, непосредственно прилегающий к металлу отливки, - из силикатов железа переменного состава. Окалина представляет собой трехфазное соединение из оксидов железа и имеет наружный слой в виде фазы CxFe2O3, средний слой из Fe3O4 и внутренний, прилегающий к металлу отливки слой из FeO. При погружении отливок в электролит наружный слой пригара (SiO2) взаимодействует с едким натром по реакции

Далее происходит растворение внутреннего слоя пригара, причем вначале растворяется FeSiO3, а затем прилегающий непосредственно к металлу отливки фаялит FeSiO4:

По мере образования в электролите феррата натрия Na2FeO2 происходит его окисление выделяющимся в процессе электролиза на аноде кислородом в феррит натрия Na2Fe2O4:

Одновременно осуществляется растворение слоев окалины:

Таким образом, в результате растворения пригара и окалины на поверхности отливок образуется рыхлый слой феррита и феррата натрия. Этот слой легко отстает от отливок вследствие резкого охлаждения их в холодной воде, куда отливки погружают непосредственно после катодной обработки, и поверхность отливок получается очень чистой. После промывки в холодной воде отливки подвергаются дополнительной промывке в горячей воде для окончательного удаления следов щелочи.
Для очистки мелких отливок от пригара и окалины, а также одновременного удаления тонких заливов, притупления острых кромок и заусенцев, особенно у отливок из цветных сплавов, полученных в кокилях и литьем под давлением, все более широко применяют вибрационную обработку свободным абразивом.
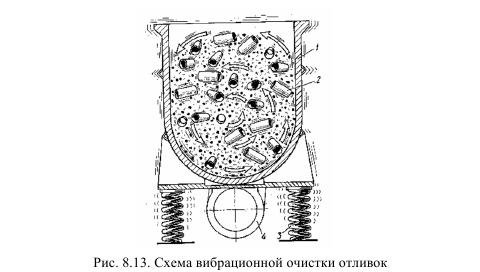
На рис. 8.13 показана схема вибрационной очистной машины. В контейнер 1 загружаются очищаемые отливки 2 вместе с абразивным материалом (звездочки из белого чугуна или керамики, бой шлифовальных кругов, крупная дробь и т. п.). Контейнер, установленный на амортизаторах 3, приводится в вибрационное движение с помощью инерционного вибратора 4, вращаемого электродвигателем. Отливки и абразивный материал имеют различную массу, получают разные ускорения и перемещаются относительно друг друга. В процессе взаимного трения абразивного материала и отливок происходит очистка последних.
Электротермомеханическая очистка (зачистка неровностей) отливок производится быстро вращающимися стальными дисками при пропускании электрического тока между диском и отливкой. Выступы неровностей отливки от действия тока мгновенно разогреваются и оплавляются, а металл их уносится диском. При значительном напряжении тока оплавление неровностей может происходить еще до соприкосновения отливки с диском вследствие возникновения электрической дуги. Зачистка неровностей может производиться и без пропускания электрического тока через место контакта отливки и диска. В этом случае оплавление выступов неровностей происходит лишь за счет действия теплоты, выделяющейся при трении диска об отливку.
Газопламенная очистка от пригара, а также удаление неровностей стальных отливок производятся кислородно-ацетиленовым пламенем с помощью горелок или резаков для поверхностной резки. Удаление пригара основано на разности коэффициентов термического расширения пригара и металла отливки. При нагреве корка пригара разрушается и отслаивается от отливки. Пламя горелки должно быть нейтральным или восстановительным.
Химический пригар на стальных отливках кислородно-ацетиленовым пламенем не удаляется. Чтобы удалить химический пригар, его нужно расплавить. Для этой цели используют более горячее железо-кислородное пламя, получаемое с помощью резаков, имеющих устройство для ввода в струю железного порошка.
Отливки из высоколегированных сталей, имеющие малую теплопроводность и потому склонные к трещинообразованию при местных перегревах, таким способом не очищают.