



Расчет продолжительности охлаждения отливок. Методы интенсификации охлаждения отливок
Продолжительность охлаждения отливок в форме определяется толщиной их стенок, свойствами залитого сплава и литейной формы, температурой выбивки. В зависимости от природы сплава и конструкции отливки время выдержки в песчаной форме составляет от нескольких минут до нескольких суток и даже недель. Продолжительность охлаждения может быть определена экспериментально и рассчитана по формуле. На основе анализа температурного поля в форме, определяемого количеством теплоты, аккумулированным ею при охлаждении отливки, Г.Ф. Баландин предложил уравнение для расчета времени охлаждения тохл отливки в форме до любой температуры:
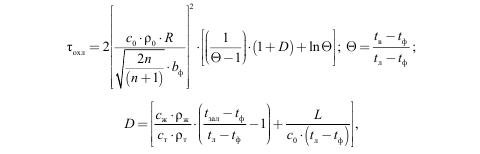
где n — показатель степенной функции, аппроксимирующей распределение температуры по толщине формы в период охлаждения отвердевшей отливки (п - 1,5-КЗ);
tв - температура сплава при выбивке отливки.
Для сокращения продолжительности охлаждения отливок иногда используют методы принудительного охлаждения. Например, формы, залитые на конвейере, охлаждают обдувкой воздухом в охладительных галереях. Остывание крупных отливок интенсифицируют установкой в форму змеевиков или труб, по которым пропускают воздух или воду. В некоторых случаях воздух (газ) пропускают через зазор между отливкой и формой.
Средняя скорость охлаждения отливок в формах колеблется от 2 до 150 °С/мин. Скорость охлаждения выбирают с учетом толщины стенок отливки и прочностных свойств сплава. При значительной разнице скоростей охлаждения отдельных частей отливки возникают большие термические напряжения, которые могут привести к короблению отливки или появлению в ней трещин. При принудительном охлаждении отливок возможно не только сокращение продолжительности выдержки их в форме, но и выравнивание скоростей охлаждения тонких и массивных узлов, а также снижение термических напряжений.
Во многих случаях применяют высокотемпературную выбивку с последующим более медленным, чем на воздухе, охлаждением отливок (например, в колодцах, коробах, вместе с комом смеси и т. д.).
Для уменьшения напряжений в отливках, а также для стабилизации структуры выбирают определенное время их охлаждения, что указывается в цеховой карте технологического процесса изготовления отливок.
При отсутствии проверенных режимов охлаждения рекомендуется пользоваться укрупненными данными. В таблице указаны нормы выдержки отливок из углеродистой стали в формах после заливки.
