



Влагоперенос при сушке форм и стержней
Формы и стержни являются капиллярно-пористыми телами. Если вдоль капилляра имеет место градиент общего давления dp/dx, то гидродинамическое движение газа будет носить ламинарный или турбулентный характер.
Величина потока газа в пористом теле в случае ламинарного движения определяется уравнением Лейбензона

где Qг - расход газа;
К/u - газопроницаемость среды в направлении потока;
К - проницаемость среды, зависящая только от ее строения;
u - динамическая вязкость газа;
P1, P2 - давление на концах столба смеси;
М, р - молекулярный вес и плотность газа;
F, L- сечение и высота столба смеси в направлении фильтрации.
В случае турбулентного движения газа в цилиндрическом капилляре зависимость между плотностью потока и градиентом давления описывается той же формулой, но коэффициент турбулентного молярного переноса определяется следующим образом:

где Re - число Рейнольдса.
Экспериментально установлено, что в формовочных смесях при сушке различными способами, даже в фильтрующихся потоках, движение газа описывается уравнением Лейбензона.
Из анализа приведенных уравнений видно, что коэффициент турбулентного молярного переноса будет меньше молярного переноса при ламинарном течении: Kт/Кл<1. Если линейный размер L принять за половину толщины слоя материала и считать, что Р1 - давление на поверхности материала, а P2 - давление паров воды в материале по центру или по оси, то искусственное создание пониженного давления в окружающей среде всегда будет способствовать повышению плотности потока массы водяных паров в пористом теле. Размер L, характеризующий толщину слоя материала или изделия, определяет и градиент давления в теле.
Рассмотрим физическую модель односторонней сушки изделия (формы, стержня) из формовочной смеси (рис. 7.92), которое высушивается на заданную глубину h. Смесь имеет начальную влажность W0. К высушиваемой поверхности подводится тепло Q.
Достижение температурой смеси в точке 3 значения 100°C свидетельствует о завершении процесса сушки на заданной глубине. Сушка пористых сред сопровождается передвижением (переносом) влаги внутри смеси. Экспериментально установлено, что у формовочных смесей, влажность которых изменяется в пределах 3-8 %, перенос влаги при сушке осуществляется в виде пара, а перенос влаги в виде жидкости практически отсутствует. В результате перемещения и конденсации водяных паров в слоях, прилегающих к сухому, влажность смеси в них увеличивается на 1-2 %. Конденсация водяных паров сопровождается повышением температуры смеси, что, в свою очередь, сдерживает дальнейшую конденсацию водяных паров в этих слоях. Расчеты показывают, что при отсутствии стока тепла в нижележащие слои смеси конденсация водяных паров и увеличение влажности на 2 % сопровождаются повышением температуры смеси на основе кварцевого песка на 60 %.

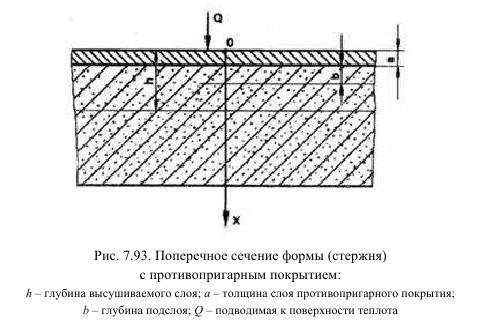
Рассмотрим одномерную сушку форм и стержней, окрашенных противопригарной краской толщиной а (рис. 7.93). Окрашенная поверхность в подслое b, прилегающем к краске, имеет влажность 10-15 %, а влажность покрытия составляет 16-25 %. В процессе сушки, в отличие от сушки неокрашенных поверхностей, в слое покрытия в первые моменты преобладает перенос воды в виде жидкости навстречу тепловому потоку.
Экспериментально установлено, что вследствие этого в 3-5 раз уменьшается концентрация водорастворимых связующих в слоях краски, прилегающих к смеси, что сопровождается значительным снижением прочности ее сцепления со смесью и приводит к образованию дефектов в отливках типа плен и засоров.
После достижения температурой в точке 2 значения 100°C (см. рис. 7.92) дальнейший процесс сушки и перенос влаги в основном осуществляются по схеме, приведенной на рис. 7.93.
При применении теплоизоляционных покрытий разных составов представляет интерес механизм сушки покрытий, так как при неправильно подобранных составах и особенно режимах сушки на окрашенных поверхностях образуются трещины. Образование трещин или отслоение покрытия от поверхности формы либо стержня связано с миграцией связующего в слое покрытия вместе с влагой. Поэтому весьма важен выбор режима сушки и предварительный расчет процесса сушки. Наилучшим режимом является прохождение влаги через слой покрытия в виде пара. При этом значительно снижается миграция связующего и обеспечивается прочность его сцепления с формой или стержнем.