



Текучие смеси для уплотнения прессованием
Для расширения области применения прессования необходимо использовать специальные текучие смеси. Под текучестью смеси понимают ее способность перетекать при уплотнении в форме из одного участка в другой, менее уплотненный.
Текучестью не следует считать способность неуплотненной смеси хорошо заполнять опоку или стержневой ящик при их засыпке, не зависать в бункере, не образовывать колодцев в пескодувной головке. Это свойство целесообразно называть сыпучестью, которая зависит прежде всего от прочности неуплотненной или слабо уплотненной смеси. Прочность обычных формовочных смесей как в рыхлом, так и в уплотненном состоянии одинаково зависит от количества и качества связующего, поэтому прочные смеси имеют большую прочность в рыхлом состоянии и соответственно обладают малой сыпучестью.
Под понятием текучести смеси (при изготовлении форм прессованием) следует понимать ее способность обеспечивать получение форм постоянной (по сечению) плотности, так как главным недостатком форм, полученных прессованием, является неравномерное уплотнение.
Равномерность уплотнения определяется коэффициентами внешнего и внутреннего трения, коэффициентом уплотняемости, начальной и предельной плотностью смеси. Первый параметр определяется составом смеси и свойствами материала оснастки, остальные четыре - составом смеси. Таким образом, текучесть смеси - это комплексное технологическое свойство, которое учитывает влияние всех перечисленных физических параметров смеси.
Наиболее надежным и в то же время простым методом определения текучести формовочной смеси является метод, разработанный Г.М. Орловым (рис. 7.28), который состоит в следующем.
Навеску смеси 100-120 г просеивают через сито в ступенчатую гильзу и прессуют (в приборе используется гильза от прибора для стандартного определения свойств формовочной или стержневой смеси). Ступенька гильзы имитирует модель отливки. При уплотнении смеси в пробе происходят те же процессы, что и в реальной форме, они определяются в обоих случаях одними и теми же физическими свойствами смеси. Внутренний диаметр гильзы и полная высота образца составляют 50±1 мм, высота ступеньки - 30 мм, давление прессования - 2 МПа. На рис. 7.28 приведены результаты замера текучести песчано-глинистой 1 и бентонито-битумной 2 смесей.

При испытании текучих формовочных смесей разница в плотности образца в кармане и над ступенькой будет меньше, чем при использовании малотекучих смесей. Таким образом, мерой текучести является разница в плотности смеси в этих двух областях.
ГОСТ 23409.17-78 регламентирует один из трех способов оценки этой разницы: замеряются параметры, характеризующие плотность, а именно твердость TA и TB в точках А и В, тогда текучесть будет равна

У высокотекучих смесей текучесть равна 90-95 %, у среднетекучих -70-75 %, а к низкотекучим следует отнести смеси с текучестью ниже 50 %. Текучесть смеси зависит от коэффициента внешнего трения и практически не зависит от коэффициента внутреннего трения и прочности смеси на сжатие. Коэффициент внешнего трения определяется не только составом смеси, но и материалом модели (ее поверхностного слоя). Наиболее сильно от коэффициента внешнего трения зависит плотность смеси в промежутках между моделями, между моделями и стенками опоки. При любом способе прессования плотность смеси в этих частях формы тем больше, чем меньше коэффициент трения.
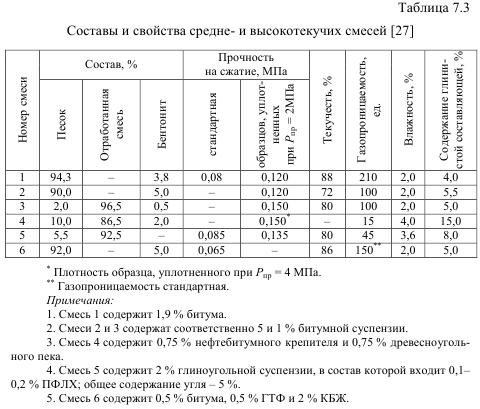
Коэффициент трения можно уменьшить тремя способами: изменить состав смеси, материал рабочей части модели или применить антифрикционные смазочные материалы. Первый способ можно реализовать при поиске текучих смесей (табл. 7.3).
Возможности второго способа ограничены, так как из-за сильного абразивного изнашивания на современных прессовых машинах можно применять только модели из стали или чугуна. Коэффициент внешнего трения уменьшают, применяя поверхностную обработку (шлифование) модели или специальные покрытия. Перспективным является третий способ - использование антифрикционных смазочных материалов.