



Формовка в почве
Формовку в почве применяют в единичном или мелкосерийном производстве преимущественно при изготовлении крупных отливок. Ее осуществляют в ямах, которые делают в земляном полу цеха, или в кессонах - глубоких ямах в полу цеха, выложенных кирпичом, с применением газоотводных формовочных постелей. В зависимости от массы и высоты отливки используют мягкие и твердые постели. Мягкие постели применяют для формовки плоских отливок небольшой высоты, твердые постели - для формовки крупных отливок большой высоты.
Формовка в почве проста, не требует специального оборудования, однако она имеет следующие недостатки:
• высокая трудоемкость операций вследствие необходимости рытья ям и изготовления газоотводной постели;
• значительный объем ручных работ;
• необходимость формовщиков высокой квалификации;
• тяжелые санитарно-гигиенические условия работы (пыль, высокая температура и т. д.);
• малый съем годных отливок с 1 м2 формовочной площади.
Формовка по мягкой постели. На рис. 7.2 приведена схема изготовления в почве формы для отливки «Диск» по мягкой постели. В полу литейного цеха роют яму глубиной 200 мм (см. рис. 7.2, а) и заполняют ее наполнительной смесью 4. Ширина и длина ямы несколько больше ширины и длины модели. На два массивных металлических бруса 1, выверенных ватерпасом по длине и относительно друг друга, устанавливают деревянные рейки 2, между которыми засыпают слой облицовочной смеси 5 толщиной 20-30 мм. Разравнивают смесь линейкой 3, а затем, сняв рейки 2, этой же линейкой уплотняют ее вровень с плоскостью, образованной металлическими брусьями (см. рис. 7.2, б).
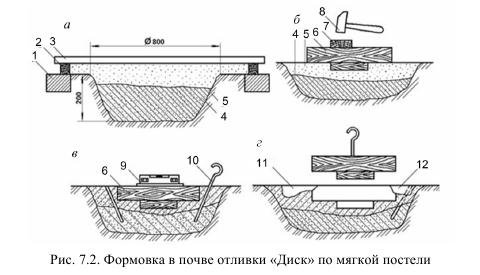
Модель 6 отливки осторожно осаживают легкими ударами молотка 8 по деревянному брусу 7. Горизонтальное положение верхней плоскости модели проверяют ватерпасом 9 (см. рис. 7.2, в). После этого формовочную смесь уплотняют вокруг модели и излишек ее линейкой сгребают вровень с верхней плоскостью модели. Для отвода газов вентиляционной иглой 10 в форме делают наколы, а затем вынимают модель 6. Для предохранения формы от размыва струей расплава литниковую чашу 11 делают так, как показано на рис. 7.2, г. От литниковой чаши к модели прорезают литник для подвода расплава. С противоположной литнику стороны предусматривают сливной канал 12.
Формовка по твердой постели. Яму 5 выкапывают глубиной на 300-500 мм больше высоты модели (рис. 7.3, а). На уплотненное дно ямы насыпают слой кокса или коксовой гари 4 толщиной 100-250 мм (размер кусков - 50-70 мм). Слой кокса уплотняют и сверху насыпают более мелкий кокс 2, который слегка утрамбовывают и покрывают сверху асбестовым полотном. Для вывода газов устанавливают трубы 7, верхний конец которых расположен несколько выше уровня пола цеха. В слое 3 формовочной смеси делают вентиляционные наколы.
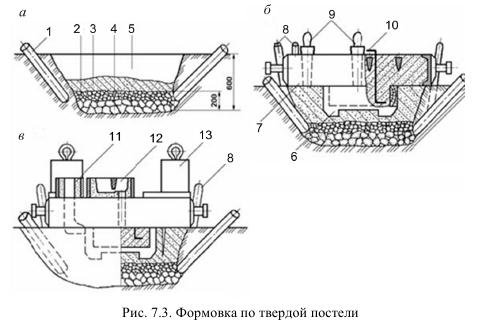
На твердую постель насыпают формовочную смесь, которую после установки модели 6 уплотняют (рис. 7.3, б). Поверхность формы выравнивают и накрывают опокой 7. В опоке устанавливают модели 9 элементов литниковой системы (питателей, стояка, шлаковика, выпора) и крючки 10. В опоку засыпают формовочную смесь и трамбуют ее.
Затем опоку поднимают краном и извлекают из формы модель. После отделки форму собирают по центрирующим колышкам 8 и устанавливают груз 13, литниковую чашу 12 и выпорную чашу 11 (рис. 7.3, б). Если в верхней опоке имеются болваны, то для их лучшего удержания в верхнюю опоку устанавливают проволочные крючки 10. Их концы, обращенные к модели, смачивают жидкой глиной или сульфитной бардой, чтобы обеспечить прилипание к ним формовочной смеси. Крючки навешиваются на крестовины или ребра опоки. Расстояние между крючками и моделью должно быть 70-100 мм.
Формовка в кессонах. Формы особо крупных отливок изготовляют в кессонах с использованием твердой постели. Основное назначение кессона -создать безопасные условия при заливке формы крупной отливки без выброса и ухода металла из формы. Кессоны - это глубокие ямы в полу цеха с прочными железобетонными стенами и дном. Изнутри стены кессона облицовывают огнеупорным кирпичом. Стены кессона должны иметь хорошую гидроизоляцию, чтобы грунтовые воды не просочились в форму и не привели к ее взрыву при заливке металлом. Для формовки в кессонах используют песчано-глинистые, жидкие самотвердеющие, а также быстротвердеющие смеси.