



Рабочие свойства смесей
К рабочим свойствам смесей относятся свойства, характеризующие способность литейных форм противостоять тепловому, механическому, физико-химическому и химическому воздействию сплава в процессе заливки и формирования отливки, а также энергетические затраты на выбивку отливок из форм и удаление стержней. Несмотря на то что испытанию смесей при высоких температурах уделяется все большее внимание, стандартные методы испытаний большинства рабочих свойств смесей отсутствуют.
К наиболее важным рабочим свойствам смесей относятся:
• газотворность;
• спекаемость (ГОСТ 23409.20-78);
• объемное расширение (ГОСТ 23409.19-78);
• предел прочности при сжатии при высоких температурах (ГОСТ 23409.8-78);
• термостойкость;
• пригораемость;
• склонность смесей к образованию ужимин;
• податливость;
• выбиваемость.
Газотворность формовочных и стержневых смесей определяется путем измерения объема газов, выделяющихся из смеси при ее нагревании. В соответствии с ГОСТ 23409.12-78 газотворностъ оценивается по объему, количеству выделяющихся при данной температуре газов и кинетике газовыделения. Газообразование при нагреве смесей происходит в ходе следующих процессов:
1) испарение влаги и других жидких продуктов;
2) сгорание различных органических материалов, входящих в состав смесей. Объем образующихся при этом газов составляет незначительную долю в общем объеме выделяющихся газов, так как в порах смеси практически отсутствует кислород (за исключением начального периода), поэтому основным продуктом является CO;
3) газификация и перегонка твердых и жидких материалов. При этом выделяются углеводородные соединения CnHm и пары воды;
4) выделение влаги, входящей в состав минералов (конституционной, кристаллогидратной и цеолитной). Цеолитная влага выделяется постепенно, а конституционная и кристаллогидратная - при определенных температурах. Кроме воды из некоторых минералов при нагреве выделяются газы (CO2 из карбонатов, SO3 из гипса). В жидкостекольных смесях при 300-850 °C может выделяться углекислый газ в результате реакций Na2CO3 + SiO2 = Na2SiO3 + CO2; Na2CO3 = Na2O + CO2;
5) выделение растворенных в металле газов (главным образом водорода) при понижении температуры сплава;
6) протекание реакций на границе раздела «металл - форма» (например, FeO + С = Fe + CO);
7) диссоциация продуктов газовыделения (например, диссоциация углеводородов (метана) с образованием водорода и сажистого углерода);
8) расширение воздуха, содержащегося в порах смеси и в полости формы, при нагревании. При низких температурах воздух, заключенный в порах смеси, имеет незначительный объем. Однако при нагреве объем воздуха увеличивается, и при отсутствии выпоров и прибылей он может существенно влиять на газовый режим формы;
9) выделение поглощенных сорбционных газов (например, глины и бентониты способны впитывать до 20 % влаги, жидкое стекло - до 15 %, ЛСТ - до 70 %).
Из всех перечисленных процессов в сырых формах ведущим является испарение влаги, а в сухих и оболочковых формах - перегонка и разложение органических веществ.
Для характеристики газотворности существенно определение объема образующихся газов, скорости газообразования и химического состава газов. Существующие методы исследования газотворности основаны на определении объема и кинетики выделения газов из нагреваемых формовочных смесей или объема, состава газов, кинетики их выделения и давления при работе смеси в форме в условиях контакта ее с заливаемым сплавом. Эти методы подробно описаны в литературе.
Общее количество газов со временем увеличивается, а на кривых изменения скорости газовыделения (рис. 5.28) обнаруживается несколько пиков, относящихся к различным температурным диапазонам. Первый пик скорости газовыделения для смесей с органическими связующими относится к температурам 100-150 °C (испарение воды и других растворителей), второй (280-600 °С) связан с частичной деструкцией органического вещества, а третий - с образованием кокса (при 600-1100 °С). У глин второй максимум отвечает выделению конституционной влаги, а третий - выделению кристаллогидратной влаги.

После сушки уменьшается газотворность и повышается температура деструкции материала. Газотворность карбамидоформальдегидной смолы после сушки при 160 °C снижается с 1240 до 700 см3/г, т. е. в 1,75 раза. Формовочная глина менее чувствительна к влиянию сушки на уменьшение газотворности (сушка при 450 °C снижает газотворность всего на 20 %). Прямые методы исследования газотворности после заливки металла в форму позволяют получить данные, которые можно непосредственно использовать для организации газового режима формы (гл. 6).
Способность смеси выдерживать механические нагрузки при высоких температурах называется термостойкостью. Ее оценивают по двум показателям: как время сохранения смесью прочности при заданных условиях нагружения и нагрева (тt) и как абсолютное значение прочности на сжатие стандартных цилиндрических образцов (oсжt) под нагрузкой 0,15-0,45 МПа после их нагревания при температурах до 1200 °C (ГОСТ 23409.8-78). Обе эти характеристики определяются в основном термостойкостью связующего и теплофизическими свойствами наполнителя.
Термостойкость как свойство, имеющее размерность времени (тt), удобнее применять в тех случаях, когда известно, в течение какого времени смесь должна сохранять свою прочность, чтобы при данных тепловых и механических условиях в отливках не возникали дефекты типа зазоров, ужимин, пригара, подутия и т. п. Очевидно, что в данном случае время тt будет определяться временем образования в отливке достаточно прочной корки затвердевшего металла. Процессы, происходящие в связующих при их нагреве, рассмотрены ранее.
При применении в качестве связующих синтетических смол можно рассмотреть следующий механизм проявления термостойкости. Через несколько секунд после заливки поверхностный слой формы (5-7 мм) прогреется до температуры более 1000 °C (при заливке чугуна и стали), проходя все стадии карбонизации. Между зернами песка сохраняются коксовые манжеты, обеспечивающие прочность, достаточную для сопротивления давлению жидкого металла в течение времени тt, при применении высокотермостойкой смолы. Для низкотермостойкой смолы количество и прочность кокса малы, и уже при температуре выше 700 °C начнется свободное перемещение зерен песка и проникновение металла в стенку формы. При температуре 700-1200 °C при применении низкотермостойкой смолы произойдет полное разрушение кокса в манжетах и потеря смесью прочности. Термостойкость смеси увеличивается в условиях восстановительной или слабоокислительной газовой среды, так как при этом не происходит выгорание коксовых прослоек.
Испытание образцов на горячую прочность oсжt проводят при нагревании их в печи или при опускании в тигель с расплавленным металлом. Продолжительность выдержки при нагреве устанавливают равной времени прогрева центра образца до температуры печи (в случае неорганических связующих) или до 700 °C (в случае песчано-смоляных смесей).
В табл. 5.15 приведены данные о термостойкости тt песчано-смоляных XTC при температуре 1000 °C и нагрузке 0,35 МПа, на рис. 5.29-данные о горячей прочности оt смесей на различных связующих в зависимости от температуры.

Песчано-бентонитовые смеси (5, 6 на рис. 5.29) испытывались по методу AFS (нагрев с печью до заданной температуры в центре образца диаметром 28 и высотой 50 мм) и по методу BSIRA (диэлектрический нагрев образца диаметром и высотой 50 мм). В первом случае образец в центре нагревается до 1000°C за 13 мин, а во втором - за 1 мин. Образование максимума при медленном нагреве (около 900 °С) связано со спеканием, далее начинается размягчение связующего. У каолиновых глин максимум лежит в интервале 1100-1200 °С. Горячая прочность выше у натриевого бентонита, чем у кальциевого (соответственно 5-6 МПа и 1-2 МПа).
Как показано на рис. 5.29, наибольшую прочность имеет песчано-глинистая смесь. Жидкостекольная смесь, обработанная СО2, полностью разупрочняется при температуре около 800 °С. Величины тt и ot связаны зависимостью с исходной прочностью осж. С повышением осж увеличиваются тt и ot. Термостойкость (как тt, так и оt) определяется не только свойствами связующего, но и видом наполнителя. Так, при замене кварцевого песка на дистенсиллиманит, циркон и рутил тt увеличивается из-за снижения термических напряжений при нагреве смесей. Аналогично изменяется и оt. Смеси с хромитом имеют высокие значения оt даже при полной деструкции органического связующего из-за твердофазного спекания при 1050-1300 °С. Методы определения показателей тt и ot рассмотрены в литературе.
К термомеханическим свойствам смесей относится трещиноустойчивостъ. При нагреве смесей из-за различных объемных изменений в них возникают термические напряжения. Величина напряжений зависит от вида и гранулометрического состава наполнителя, поведения связующего при нагреве, режима нагрева, степени уплотнения образца и его размеров. Объемные изменения смеси определяются объемным расширением зерен наполнителя и объемными изменениями в манжетах связующего. Результирующая деформация смеси зависит от знака и абсолютной величины этих двух составляющих. Если происходит усадка манжет связующего, то расширяющиеся зерна наполнителя получают пространство для движения, что компенсирует (уменьшает) расширение смеси. Глины при нагреве высыхают и упрочняются, создавая с зернами жесткий скелет, который сильно расширяется. Расширение зерен наполнителя наиболее сильно компенсируется за счет разупрочняющихся манжет жидкостекольного и смоляного связующего.
Термические напряжения в поверхностном слое формы развиваются при возникновении перепада температур и неравномерного расширения смеси. В поверхностных слоях возникают сжимающие напряжения, а в прилегающих, более холодных - растягивающие. Эти напряжения могут привести к образованию трещин. В качестве критерия трещиноустойчивости Rt смесей можно принять отношение прочности огор к термическим напряжениям он в области критических температур:

где u - коэффициент Пуассона смеси;
Et - модуль упругости смеси;
t - критическая температура (при стальном литье 1100 °С);
t0 - начальная температура формы;
at - термический коэффициент расширения смеси.
Повысить Rt можно, заменив кварцевый песок на наполнитель с меньшим термическим коэффициентом расширения (перлит, силлиманит, циркон). Например, замена кварцевого песка в смеси со смолой ОФ-1 на циркон увеличивает Rt с 0,77 до 8. Состав смеси влияет на трещиноустойчивость в той мере, в какой он влияет на огор, он и Rt.
Трещиноустойчивость смесей связана с их склонностью к образованию ужимин. Исходя из описанного механизма образования ужимин, В. Паттерсон предложил методику, основанную на определении прочности при разрыве смеси в зоне конденсации влаги и термомеханических напряжений. Прочность при разрыве в зоне конденсации определяется на стандартных образцах, подвергаемых одностороннему нагреву со стороны торцевой поверхности. Для ее определения существует ГОСТ 23409.16-78. Для непосредственной оценки склонности смеси к образованию ужимин В. Паттерсоном и Д. Бенишем предложена специальная технологическая проба (рис. 5.30). Она представляет собой плоскую плиту с узкими питателями, которые обеспечивают низкую скорость заливки и длительное воздействие излучения от поверхности металла на верхнюю часть формы. Сначала заливают половину сплава, делают выдержку 20 с, после чего заканчивают заливку формы. Ребра на верхней поверхности отливки предусмотрены для повышения чувствительности пробы к образованию ужимин. Склонность к образованию ужимин оценивается по времени появления трещин на верхней поверхности формы.
Податливость формовочных и стержневых смесей характеризует способность нагретой смеси деформироваться под определенным давлением. Она определяет вероятность образования трещин в отливках (при малой деформационной способности) и размерную и конфигурационную точность отливок (при чрезмерной деформационной способности).
Податливость смесей является сложным свойством, определяющимся не только их составом и свойствами, но и уплотнением, а также конфигурацией и размерами отливки, формы и стержней. Для улучшения податливости необходимо, чтобы смесь при тепловом взаимодействии с отливкой разупрочнялась в момент, когда на поверхности отливки образовалась достаточно прочная корка затвердевшего сплава. Очевидно, что степень прогрева смеси, а значит, и характер ее разупрочнения зависят от теплофизических свойств смеси и размеров стержня или формы.

При охлаждении отливки уровень напряжений, обусловленных механическим торможением усадки сплава, определяется относительной деформацией растяжения

где at - термический коэффициент линейного расширения сплава в твердом состоянии;
Tу - температура начала линейной усадки сплава;
ед - деформационная способность стержневой или формовочной смеси, характеризующая ее податливость.
Чем выше ед, тем больше податливость смеси и меньше напряжения в отливках.
При исследовании высокотемпературных деформаций к смеси прикладывают давление при одностороннем ее нагреве. Так, в работах П.Н. Аксенова отмечается, что в смесь вдавливали нагретый до 1200 °C пуансон с максимальной нагрузкой 0,2 МПа. Для исследования податливости с точки зрения ее влияния на образование трещин в отливках проводят эксперименты, в ходе которых заливают отливки, чаще всего полые цилиндры (полость в них выполняют стержнем из исследуемой смеси). В.Р. Балинский и Л.И. Иванова оценивали податливость по размерам образующихся трещин.
Разработаны также методы измерения кинетики деформации заторможенной усадки отливок различных конфигураций. В НИИПТмаше (Краматорск) предложена методика оценки податливости K0 по величине удельного давления на поверхность смеси, вызывающего линейную деформацию, равную 1 %. Величина, обратная K0, называется модулем податливости. Для испытаний используют приготовленные в цилиндрических гильзах образцы. Смесь в гильзах предварительно уплотняется до заданной плотности и подвергается сушке или твердению. В процессе испытаний образец сжимается на прессе с усилием, вызывающим деформации 0,5; 1,0; 1,5; 2,0; 2,5 %. Деформации измеряются с помощью индикатора. Величину K0 находят по формуле

где P - сила, сжимающая смесь;
F - площадь поверхности образца, на которую действует сила;
b0 и b - начальная и конечная высота образца.
Малой податливостью (деформационной способностью) обладает песчано-глинистая смесь. Способность к деформации этой смеси уменьшается с увеличением уплотнения и глиносодержания и снижением влажности. Для повышения податливости песчано-глинистых смесей в них добавляют влажные древесные опилки. Активная деформация жидкостекольной смеси начинается при ее прогреве до 575-650 °С. В целом жидкостекольные смеси характеризуются хорошей податливостью.
Песчано-смоляные смеси деформируются при нагреве под нагрузкой медленно, деформация переходит в их хрупкое разрушение. Вероятность образования трещин в отливках при изготовлении стержней из этих смесей значительно выше, чем при изготовлении стержней из жидкостекольных смесей. Чем выше в связующем содержание фурилового спирта и коксовое число, тем ниже податливость. С увеличением исходной прочности смеси податливость стержня уменьшается из-за сопротивления деформации центральных, не успевших прогреться слоев смеси в стержне.
Выбиваемость формовочных и стержневых смесей характеризует энергетические затраты на разрушение формы и удаление стержней из отливки после ее остывания. Существуют два подхода к определению выбиваемости. При первом подходе выбиваемость оценивают по работе выбивки стержня, времени его сквозного просверливания и т. п. Для исследования выбиваемости пользуются технологическими пробами, в которых образец представляет собой стержень в опытной отливке с переменным соотношением толщин стержня и отливки или уплотненный и охлажденный образец смеси в гильзе, нагретой до высоких температур. Однако в ходе этих испытаний невозможно воспроизвести условия разрушения смеси при современных методах выбивки стержней.
Для сравнительной характеристики выбиваемости смесей наиболее простым и воспроизводимым показателем является предел прочности на сжатие стандартного образца, подвергаемого испытаниям после нагрева до высокой температуры и охлаждения смеси. Определяемая при этом остаточная прочность смеси о0 является характеристикой смеси данного состава. Принято считать, что при о0 < 1,5-2 МПа смесь выбивается удовлетворительно, а при о0 > 3 МПа - плохо. Так как смесь по толщине формы или стержня прогревается до разных температур, исследование остаточной прочности следует проводить при нагреве до температур в интервале 200-1000 °С.
Выбивка стержней и форм из песчано-глинистых смесей и смесей с органическими связующими, как правило, не встречает затруднений. Повышенное внимание, которое уделяется в последние десятилетия проблеме выбиваемости, связано с плохой выбиваемостью форм и особенно стержней, изготовленных из жидкостекольных смесей.
На рис. 5.31 показаны зависимости осж0 смесей с жидким стеклом от температуры нагрева. Видно, что температурная кривая осж0 имеет два максимума и два минимума. Первый максимум (при 200 °С) соответствует формированию геля, связывающего зерна песка. При дальнейшем нагреве происходит разупрочнение и разрушение геля. При температуре около 800 °C прочность увеличивается, причем для смесей, продуваемых углекислым газом, или со сложноэфирными отвердителями характерны высокие значения в области второго максимума.

Образование второго максимума прочности связывают с расплавлением и последующим затвердеванием силиката. Однако при продувке смесей СО2 наиболее вероятным является развитие при указанных температурах процесса спекания глобул геля под влиянием карбоната Na2CO3 с возможным образованием стекловидного слоя силикатов на поверхности глобул.
Степень спекания можно оценить по удельной поверхности зерен Sуд. Она зависит от концентрации ионов Na+, размера глобул, плотности их упаковки. Эти же факторы определяют исходную прочность смесей оисх. Поэтому существует однозначная связь о0 с оисх.
Попытки улучшить выбиваемость снижением содержания в смеси жидкого стекла при сохранении исходной прочности за счет ввода малых добавок - полиэлектролитов - оказались безуспешными. Процесс спекания катализируется ионами Na+. Поэтому о0 резко возрастает при снижении модуля жидкого стекла путем введения NaOH. При нагреве спекшегося аморфного силикагеля выше 800-900 °C происходит процесс расстекловывания, т. е. кристаллизации кремнезема со значительным падением о0.
При отверждении смеси двухкальциевым силикатом (в жидкоподвижных самотвердеющих смесях) продуктами твердения являются гидросиликаты, не плавящиеся до температуры 1100-1200 °С. Поэтому о0 этих смесей мало отличаются от оисх.
В смесях, отверждаемых продувкой CO2, должно содержаться два вида добавок: увеличивающие оисх (упрочняющие) и снижающие о0. Для уменьшения о0 целесообразно применять добавки, препятствующие спеканию. Органические добавки (смолы, крахмал, патока, битум, уголь и т. п.) при нагреве в температурной области спекания выделяют сажистый углерод и другие углеродсодержащие продукты, препятствующие спеканию. Из неорганических продуктов используют глину, бентонит, алюминаты, хлориды, глинозем, перлит, тринатрийфосфат и др. Они обеспечивают снижение о0 в 3-4 раза. Органические добавки более эффективны при нагреве смеси до температур, не превышающих 500-600 °С, неорганические - при нагреве до 700-800 °C и выше. Поэтому первые используются для чугунного, а вторые - для стального литья.
Работа, затрачиваемая на выбивку стержней, определяется не только величиной о0, но и напряжением о1, возникающим в стержне из-за усадки отливки, которое может значительно превосходить о0.
Теплофизические свойства смесей определяют тепловые процессы в отливке и в форме. Форма предназначена не только для обеспечения заданной конфигурации и размеров отливки, но и для реализации режимов ее затвердевания и охлаждения, обеспечивающих получение нужной структуры отливки, отсутствие в ней усадочных и других дефектов. Изменяя теплофизические свойства материала формы, можно в десятки раз изменять скорость затвердевания отливки. К основным теплофизическим свойствам относят удельную теплоемкость, теплопроводность, плотность, коэффициент температуропроводности и коэффициент аккумуляции тепла.
Удельная теплоемкость с - свойство, определяющее количество тепла, необходимое для изменения температуры единицы массы вещества на один градус. Удельная теплоемкость смесей зависит от их состава, влажности, уплотнения и температуры. С увеличением влажности удельная теплоемкость возрастает. С повышением температуры увеличение удельной теплоемкости происходит по линейному закону. Размерность удельной теплоемкости - Дж/(кг * К).
Теплопроводность смеси X определяется удельным тепловым потоком, передаваемым смесью по нормали к изотермической поверхности при градиенте температуры (dT/dn), равном единице. Размерность теплопроводности в СИ - Вт/(м * К). На основании закона Фурье плотность теплового потока связана с теплопроводностью следующей формулой:

где q - плотность теплового потока, Вт/м2.
Закон Фурье строго справедлив при механизме теплопередачи теплопроводностью. Теплопередача в стенке песчаной формы является сложным процессом, в котором одновременно в той или иной мере принимают участие кроме теплопроводности и конвекция, и тепловое излучение. В сухом песке главная часть теплового потока передается теплопроводностью через стыковые контакты зерен песка. При повышении температуры увеличивается доля тепла, передаваемого излучением в межзеренных пространствах. Во влажной смеси усиливается теплопередача конвекцией за счет переноса по межзеренным капиллярам влаги и пара. С повышением температуры эти процессы интенсифицируются.
Теплопроводность смеси определяется как эффективная, учитывающая все указанные процессы. Она увеличивается с ростом температуры, влажности и уплотнения, а также с повышением содержания связующего. Теплопроводность смеси зависит от теплопроводности наполнителя. Так, теплопроводность магнезитовых смесей выше, чем смесей на основе кварцевого песка.
Распределение температур в стенке формы обусловливается коэффициентом температуропроводности смеси а = Л/(с*р) Размерность /а/ в СИ - м2/с.
Теплоаккумулирующая способность формы b является основной физической константой, определяющей интенсивность охлаждения отливки. Величина b связана с основными теплофизическими свойствами выражением

Плотность теплового потока от отливки к форме с некоторым приближением можно оценить по формуле

где Tкр - температура кристаллизации металла, °С;
T0 - начальная температура формы, °С.
Коэффициент аккумуляции тепла смесью зависит от состава смеси, наполнителя, уплотнения, влажности и температуры. С ростом температуры b увеличивается. Изменяя состав смеси и степень уплотнения, можно изменять b в пределах от 1000 до 4000 Вт*с/(м2*К). Как следует из вышеприведенной формулы, скорость затвердевания отливок при изменении b в указанном диапазоне может быть увеличена в 16 раз.
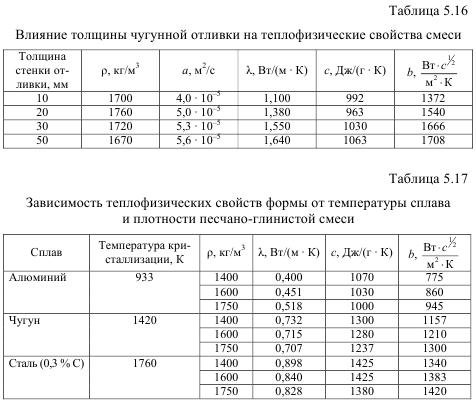
Так как теплофизические свойства смеси существенно зависят от температуры, их реальные значения в зависимости от степени прогрева в разных точках по толщине стенки формы различны. Поэтому применяемые в расчетах значения теплофизических свойств, представляющие собой некоторые усредненные, эффективные значения, являются характеристикой не только смеси, но и конкретных технологических условий (вида сплава, толщины стенки отливки, степени уплотнения и т. п.).
В табл. 5.16 и 5.17 приведены теплофизические свойства песчано-глинистых смесей в зависимости от вида сплава и толщины стенки отливки. Для определения теплофизических свойств смесей применяют различные стационарные и нестационарные методы.
Пригораемостъ смесей - технологическое свойство, характеризующее ее склонность к пригарообразованию на поверхности изготовляемой отливки. Единые количественные характеристики пригораемости не разработаны. Можно характеризовать склонность смеси к образованию пригара относительной площадью поверхности отливки, покрытой пригарным слоем. Однако эта характеристика связана не только со свойствами применяемой смеси, но и с технологическими условиями.
Можно связывать склонность смеси к образованию пригара с величиной критического давления Ркр, определяющего вероятность проникновения металла в поры смеси:

где о - поверхностное натяжение расплава;
0 - краевой угол смачивания расплавом поверхности формы;
rэф - эффективный радиус капилляров смеси, зависящий от ее пористости.
Чем больше Ркр, тем менее склонна смесь к образованию пригара. Переход на мелкозернистые пески и замена кварцевых песков на другие наполнители (магнезит, циркон, рутил) увеличивает Pкр и снижает пригораемость смеси. Например, у смеси на песке 1К020А и смоле ОФ-1 (2 %) Pкр = 0,016 МПа, а у смеси на рутиле и той же смоле Pкр = 0,1 МПа.
Большое влияние на пригораемость оказывает характер газовой атмосферы, создающейся в порах смеси при ее прогреве после заливки сплава в форму. Наиболее благоприятные условия складываются при применении песчано-смоляных смесей, в которых при термодеструкции создается восстановительная атмосфера. Однако песчано-смоляные смеси отличаются относительно низкой термостойкостью. Образование пригара при применении этих смесей более коррелирует с термостойкостью, чем с ранее рассмотренными характеристиками. Если отношение времени снятия перегрева сплава и начала его затвердевания на границе с формой т0 к времени потери прочности смеси в поверхностном слое т1000 меньше единицы, то пригораемость минимальна. Данное условие у песчано-смоляных смесей, как правило, не выполняется. Поэтому песчано-смоляные смеси имеют большую пригораемость, чем жидкостекольные и песчано-глинистые. Вследствие восстановительного характера пригар в данном случае проявляет себя как механический, без образования химических соединений.
При применении жидкостекольных смесей пригар формируется при проникновении расплава, образовании химических соединений оксидов и оплавлении зерен наполнителя.