



Конструирование и расчет многоярусных литниковых систем
Многоярусные литниковые системы. Они используются при получении отливок массой до нескольких десятков тонн. Основной целью применения этих систем является создание условий для последовательного изменения уровня подвода стали к телу отливки по мере заполнения полости литейной формы. Идеальной была бы система, позволяющая в каждый момент заполнения формы подводить металл под верхний уровень затопленной части формы, исключая в это время подачу металла в нижние горизонты полости формы. Однако в действительности неизбежно одновременное длительное заполнение формы через нижние и верхние питатели многоярусной системы, объединенной общим стояком. При этом замедляется процесс затвердевания нижележащих частей отливки, уменьшается эффективность действия холодильников и т. д. Для обеспечения более равномерной скорости заливки формы через каждый питатель многоярусной системы, объединенной общим стояком, наиболее предпочтительна система с наличием обратного стояка (рис. 3.46).

Последний представляет собой соединенный с прямым стояком вертикальный распределительный канал, через который жидкий металл поступает в верхние ярусы системы снизу вверх. На рис. 3.46 показана литниковая система, объединяющая обратным стояком три яруса литниковой системы. Имеется и четвертый ярус на стояке 6.
Для предупреждения преждевременной заливки формы через верхние питатели второй и третий ярусы необходимо располагать на расстоянии друг от друга, зависящем от емкости ковша. Определенным должно быть и расстояние между каналом, соединяющим прямой и обратный стояки, и нижним ярусом питателей. Так, при заливке стали из ковша емкостью 20 т уровень металла в обратном стояке через 10 с после начала заливки достигал примерно 300 мм и лишь через 50 с - 600 мм. При заливке стали из ковшей емкостью 35 и 80 т через 10 c уровень достигал соответственно 400 и 500 мм, а через 50 с - примерно 750 и 950 мм. Это свидетельствует о том, что в первоначальный момент заполнения обратного стояка скорость подъема уровня сплава в нем гораздо выше, чем при последующем заполнении. Литниковый канал, соединяющий прямой стояк с обратным, следует располагать выше питателей первого яруса на расстоянии, равном 150...200 мм от верхней границы выходного сечения питателей, а расстояние между уровнями расположения смежных ярусов литниковой системы необходимо принимать не менее 550 мм при емкости ковша до 35 т жидкой стали и не менее 800 мм при емкости ковша более 35 т.
Многоярусная литниковая система должна обеспечить последовательное (снизу вверх) заполнение формы для достижения направленности затвердевания в сторону прибыли. Это накладывает отпечаток на методику расчета таких литниковых систем.
Расчет многоярусных литниковых систем. При получении стальных отливок массой до 10 т расчет литниковой системы обычно осуществляется по методике заливки стали из стопорного ковша с торможением струи или без него. Здесь мы рассмотрим расчет литниковых систем при заливке очень крупных форм с применением многоярусных литниковых систем. Заливка крупных форм производится из стопорного ковша, имеющего два стопорных отверстия. Если заливка осуществляется через два стопорных отверстия одновременно, то предусматривается и два стояка, диаметр каждого из которых выбирается в зависимости от диаметра стаканчика. При изготовлении многотонных стальных отливок, как правило, используется ручная формовка. Все элементы литниковой системы при ручной формовке выкладываются шамотными трубками. В зависимости от диаметра стопорного стаканчика выбирается диаметр трубок стояка. В табл. 3.26 приведены соотношения между диаметрами стаканчика и стояка.

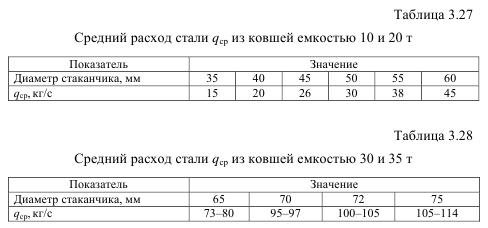
Средние скорости расхода стали через один стопорный стаканчик, по данным ПАО «Уралмашзавод», определяемые его диаметром и емкостью ковша, приведены в табл. 3.27 и 3.28.
Скорость заливки формы назначается в зависимости от условий обеспечения скорости подъема уровня металла в форме. Средняя скорость подъема уровня металла в форме V, мм/с, может быть определена из выражения

где H - общая высота отливки, мм;
qср - средний расход массы жидкой стали из одного стопорного отверстия ковша, кг/с;
n - количество стопорных отверстий, через которые металл из ковша заливается в форму;
G - масса жидкого металла, заливаемого в форму до основания прибыли, кг.
Среднюю скорость подъема уровня металла в форме сравнивают с рекомендуемой в табл. 3.29. Она зависит от толщины стенки отливки, высоты отливки над питателем первого яруса и материала формы. Расчетное значение средней скорости подъема уровня V не должно быть меньше приведенного в табл. 3.29. Высота свободного падения струи из первого яруса не должна превышать 300-600 мм. При наборе литниковой системы из керамических трубок отношение площадей сечения стояка, литникового хода, обратного стояка или соединительного канала принимается как 1 : 1 : 1, т. е. эти элементы набираются из трубок того же диаметра, что и стояк.

Суммарная площадь сечения питателей в каждом ярусе должна быть в 1,25-1,5 раза больше суммарной площади сечения стояка (в 1,25 раза при двух - четырех ярусах; в 1,5 раза при пяти ярусах и более). Расстояние между осями первого и второго ярусов следует выбирать по табл. 3.30. Расстояние между вторым и третьим ярусами рекомендуется принимать не менее 1/3 расстояния между первым и вторым ярусами, а расстояние между третьим, четвертым и последующими ярусами не ограничивается.

Данная методика расчета используется только при установке верхних открытых прибылей, жидкий металл которых в расчет не входит. Она успешно применялась при получении стальных отливок массой в несколько десятков тонн на ПАО «Уралмашзавод».