



Типы разливочных ковшей и технология заливки форм
Характер гидравлических процессов в литниковых системах разных видов, а также методика расчета литниковых систем зависят от типа применяемых разливочных ковшей. Рассмотрим классификацию разливочных ковшей с точки зрения их роли в обеспечении качественного заполнения форм.
Для заливки литейных форм применяют различные конструкции разливочных ковшей, которые с гидродинамической точки зрения можно разделить на два типа, отличающихся способом регулирования расхода жидкого сплава, подаваемого из ковша в литниковую систему: поворотные и стопорные.
При литье из поворотных ковшей (рис. 3.10) обеспечивается плавное регулирование расхода сплава за счет изменения угла наклона ковша. При этом качественное заполнение формы без разбрызгивания струи и размывания ею поверхности литниковых каналов обеспечивается лишь в некотором диапазоне массовой скорости заливки, определяемом емкостью ковша и его конструкцией.
Для заливки каждой формы нужно выбирать такой ковш, который может подавать требуемое количество металла в единицу времени, т. е. массовая скорость заливки не должна выходить за допустимые пределы, характерные для данного ковша. Допустимые пределы изменения массовой скорости заливки форм из поворотных ковшей приведены в табл. 3.4.

Возможность плавного изменения расхода сплава из поворотного ковша в процессе заливки формы является его существенным преимуществом. При правильном выборе емкости ковша заливщик может легко поддерживать постоянный уровень сплава в литниковой чаше или воронке, плавно изменяя при необходимости угол наклона ковша.
Однако при использовании поворотных ковшей велика вероятность попадания шлака с поверхности металла в ковше в литниковую систему. Для задержания шлака при заливке применяют деревянные или металлические счищалки или ковши специальной конструкции - чайниковые (см. рис. 3.10, б). При использовании конических ковшей (см. рис. 3.10, а) часто около носка ковша устанавливают перегородки.
К недостаткам поворотных ковшей можно отнести значительные потери тепла сплавом с открытой верхней поверхности и с истекающей из ковша струи металла. Для снижения потерь тепла необходимо:
• нагревать ковш перед наполнением сплавом до 500-750 °С;
• на поверхность чугуна в ковше насыпать песок (древесный уголь);
• при заливке носок ковша подводить возможно ближе к литниковой чаше или воронке на высоту 50-100 мм.
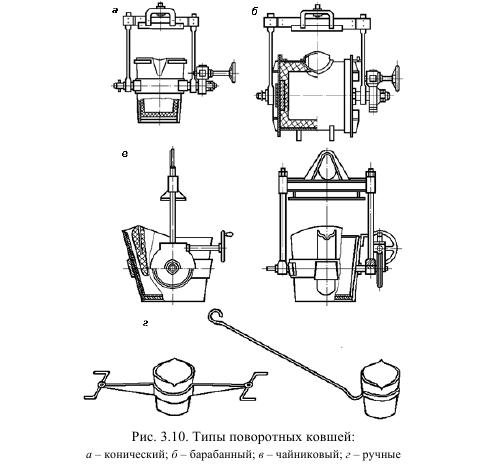
При использовании ручных ковшей (см. рис. 3.10, г) они разогреваются переливом металла в раздаточный ковш и обратно. Для уменьшения потерь тепла применяют барабанные ковши (см. рис. 3.10, б), которые часто используются в качестве раздаточных.
В процессе заливки форм температура чугуна в ковше снижается на 5-40 град/мин в зависимости от его емкости и конструкции. Поэтому в первую очередь из поворотных ковшей заливают формы для наиболее тонкостенных отливок. Поворотные ковши применяются при разливке чугуна и цветных сплавов, а также кислой электростали при массе отливок не более 3-5 т. Шлак кислой электроплавки вязкий, что затрудняет его попадание с поверхности стали в ковше в литниковую систему.
При заливке из стопорных ковшей (рис. 3.11) расход сплава из ковша Qк определяется высотой уровня сплава в ковше H и площадью сечения отверстия в стопорном стаканчике wo, устанавливаемом в днище ковша:

где uк - коэффициент расхода в сечении стаканчика;
bр - коэффициент, учитывающий увеличение проходного сечения отверстия стаканчика из-за его размывания струей металла.

При разливке углеродистой и низколегированной стали из ковшей емкостью до 30 т величина bp изменяется от 1 (вначале заливки) до 1,15 (при опускании уровня стали в ковше на 130 см); из ковшей емкостью более 30 т - от 1 до 1,25 (при опускании уровня на 130 см). При разливке высокомарганцовистой стали из ковшей емкостью до 15 т bp изменяется от 1 до 1,35 (при опускании уровня стали на 110 см).
Так как в процессе заливки формы из стопорного ковша величина wo задана и определяется площадью отверстия в установленном в ковше стаканчике, а высота уровня сплава в ковше не может изменяться произвольно, возможности регулирования расхода сплава ограничены. Это является существенным недостатком стопорного ковша по сравнению с поворотным ковшом.
Однако при разливке из стопорного ковша струя сплава вытекает из его донной части, что исключает попадание шлака в литниковую систему. Так как расстояние от низа ковша до литниковой воронки мало (не более 250 мм), потери тепла при разливке меньше, чем при использовании поворотных ковшей. Эти обстоятельства обусловили преимущественное применение стопорных ковшей при заливке форм сталью.
К недостаткам стопорных ковшей следует отнести сложность их конструкции и недостаточную надежность. При большом числе открываний и закрываний стопорного отверстия очень часто стопор перестает плотно перекрывать отверстие или происходит его приваривание к стаканчику, вследствие чего возникает аварийная ситуация. Поэтому при подготовке ковшей к работе большое внимание уделяется сборке и прокалке стопора, притирке пробки стопора к отверстию в стаканчике и сборке стопорного узла и механизма управления стопором.
Перед заполнением сталью ковши должны быть прокалены и нагреты до температуры 700-800 °С. В ковшах емкостью более 5 т часто устанавливают 2 стопора и 2 стопорных стаканчика. Это позволяет осуществлять разливку через одно или два отверстия, изменять массовую скорость заливки. В сталелитейном производстве в основном используются стопорные ковши емкостью от 1 до 30 т.
В начале разливки стали из стопорного ковша часть тепла вытекающей из ковша струи затрачивается на разогрев стаканчика. Поэтому в первую очередь необходимо залить несколько массивных отливок, а затем, когда стаканчик прогреется, следует соблюдать тот же порядок заливки, что и при литье из поворотных ковшей.
Важным технологическим параметром, определяющим качество отливки, является температура заливки, т. е. температура сплава в ковше в начале заливки формы. Рекомендуемые значения Tзал при заливке форм чугуном, сталью и некоторыми цветными сплавами приведены в табл. 3.5-3.7.


Количество одновременно работающих ковшей при обслуживании формовочных линий можно рассчитать по формуле

где q - производительность печи, т/ч;
Nп - количество одновременно работающих печей;
tо - время оборота ковша, мин;
M - емкость ковша, т.
Основные параметры ковшей приведены в табл. 3.8, 3.9. Для выбора количества ковшей необходимо знать время ремонта и время работы ковша, которые зависят прежде всего от емкости ковша (табл. 3.10). Она обычно подбирается в зависимости от емкости плавильной печи, но для обеспечения необходимого времени заливки расплава в форму емкость ковша должна соответствовать емкости формы и количеству заливаемых форм. Для стопорных ковшей важен правильный выбор размера стопорного стаканчика в зависимости от емкости формы (табл. 3.11).


Ремонт ковшей, притирку и сборку стаканчика со стопором осуществляют на специальных участках в литейных цехах, сушку и подогрев перед разливкой производят на специальных стендах мазутными факельными или газовыми горелками.