



Конструирование и расчет литниковых систем
Заполнение форм сплавом является первым этапом формирования отливки. Несмотря на свою относительную кратковременность (единицы-десятки секунд), заполнение формы в значительной мере определяет качество отливки. Подавляющее большинство случаев технологического брака в литейном производстве связано с неправильной организацией заливки.
Управление заполнением форм осуществляется путем конструирования и расчета литниковых систем. Литниковая система представляет собой совокупность каналов в форме, через которые сплав поступает из ковша в полость формы.
Конструкция типичной литниковой системы показана на рис. 3.1.
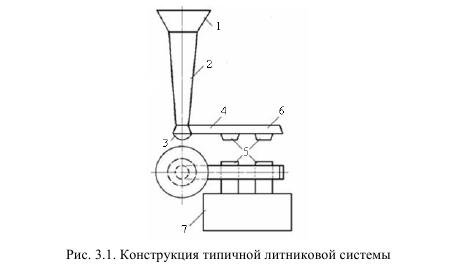
Расплав из ковша заливают в литниковую чашу или воронку 1, из которых он через вертикальный канал - стояк 2 поступает в горизонтальный канал - шлакоуловитель 4, расположенный на уровне подвода сплава к полости формы. При литье стали этот канал чаще всего называют литниковым ходом, а при цветном литье - коллектором. Из шлакоуловителя (литникового хода, коллектора) жидкий сплав через систему питателей 5 поступает в полость формы 7. Для смягчения удара струи сплава нижняя часть стояка выполняется в виде полусферы - зумпфа 3, а в конце шлакоуловителя предусматривают тупик 6.
Движение сплава по литниковым каналам и в полости формы сопровождается явлениями охлаждения и кристаллизации сплава, прогрева формы и стержней, окислением и вспениванием сплава, силовым и ударным воздействием его на стенки формы, выделением и эвакуацией газа из формы, стержней и т. п. В конечном итоге эти явления могут приводить к возникновению тех или иных дефектов отливок.
Расчет и конструирование литниковых систем осуществляются на основе соответствующих положений теории литейных процессов и законов фундаментальных наук. Основные положения теории литниковых систем рассматриваются в курсах «Теоретические основы литейных процессов» и «Основы литейной гидравлики и теплофизики».
Для качественного заполнения формы сплавом литниковая система должна обеспечивать:
• заполнение формы за оптимальное время;
• надежное улавливание шлака, неметаллических и газовых включений;
• плавное поступление сплава в полость формы без разбрызгивания и размывания поверхностей формы и стержней;
• создание тепловых условий, благоприятствующих направленному затвердеванию отливки и уменьшению развивающихся в ней литейных напряжений.
С точки зрения увеличения выхода годного (ВГ), под которым понимают выраженное в процентах отношение массы отливки к приходящейся на одну отливку массе залитого в форму сплава, расход металла на литники должен быть минимальным.