



Определение количества стержней. Организация их стыков и взаимной фиксации
После выбора положения отливки в форме и поверхности ее разъема определяются контуры стержней, необходимых для выполнения всех полостей отливки и элементов ее наружной поверхности, требующих для своего оформления применения стержней. Следует стремиться к уменьшению числа стержней путем их замены болванами (рис. 2.30) или объединения (рис. 2.31). При замене стержней болванами необходимо учитывать возможность их извлечения из модели при выемке ее из формы. При отношении диаметра или наименьшей ширины болвана d к его высоте d/hб < 1 внутренние поверхности отливки следует выполнять стержнем. Величины формовочных уклонов поверхностей модели, выполняющих болван, в зависимости от высоты болвана hб и материала модели определяются по табл. 2.10. Для болванов, находящихся в верхней полуформе, величина уклонов увеличивается до двух раз по сравнению с данными табл. 2.10.
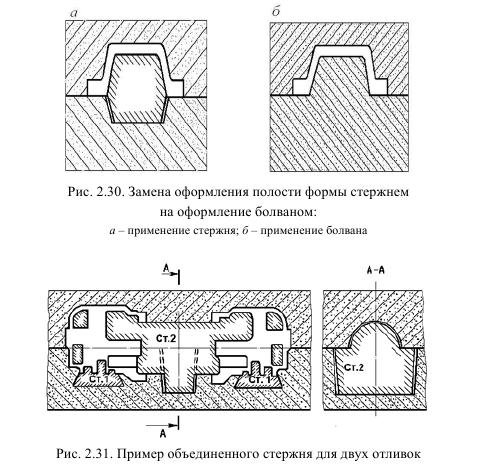
Решая вопрос об объединении двух стержней в один, следует учесть, в какой мере это усложнит конструкцию стержневого ящика и технологию изготовления стержня, как повлияет на организацию отвода газов из стержня. Иногда рациональнее разбить один стержень на несколько. На рис. 2.32 показан пример разбивки наружных стержней для отливки блока цилиндров в стержнях.

При определении числа стержней нужно учитывать следующее:
• стержень должен надежно фиксироваться в форме;
• стержень должен быть достаточно прочен в сыром состоянии;
• желательно, чтобы стержень имел ровную поверхность для установки его на сушильную плиту при сушке;
• стержень должен иметь небольшую высоту для предотвращения его осадки во время транспортировки и сушки;
• поверхность стержня должна позволять использовать несложные стержневые ящики с минимальным количеством отъемных частей и вкладышей;
• при делении стержня на несколько частей необходимо, чтобы плоскость сечения проходила в местах, определенных чертежными размерами, а каждый из стержней должен оформлять участок поверхности отливки с вполне определенной геометрической формой без образования на отливке ломаной поверхности на стыках стержней.
При определении границы стержня необходимо обеспечить надежное фиксирование его в форме. Наиболее надежно зафиксировать стержень можно непосредственно в нижней полуформе на знаках независимо от фиксирования других стержней. Этот способ применим, когда каждый стержень образует полости отливки, разделенные стенками.
В тех случаях, когда несколько стержней образуют общую полость или знаки их соприкасаются, фиксирование стержней в перпендикулярном направлении к плоскости соприкосновения является взаимным. На рис. 2.33 приведен вид формы для отливки «Блок цилиндров». Стержни 1, 2, 3,..., 12, а также стержни E и Ж фиксируются в продольном направлении взаимно.
Если стержни образуют полость, не позволяющую вывести знаки в нижнюю половину формы, то их фиксирование производят в стержнях, сопряженных с ними. Примеры такого фиксирования стержней приведены на рис. 2.34 и 2.35.
В этих случаях наиболее рациональна предварительная сборка стержней в блоки на специальных кондукторах.

