



Способы крепления и фиксации стержней в форме
Стержни устанавливают в форму при ее сборке в определенной последовательности согласно номеру стержня. При изготовлении тонкостенных сложных отливок (например, блока цилиндров автомобиля) для обеспечения точной сборки, а также для ее ускорения стержни предварительно собирают в блоки с помощью шаблонов и кондукторов и в собранном виде устанавливают в форму.
Устойчивое положение стержней в форме обеспечивается их знаками. Однако в ряде случаев используют специальные металлические подставки - жеребейки. В большинстве случаев стержни, которые устанавливаются в нижнюю полуформу и имеют два знака или более, достаточно устойчиво крепятся в форме. При необходимости установки стержня в верхней полуформе используют крепежные металлические шпильки, металлические пластины, болты или мягкие привязочные средства, удерживающие стержень в верхней полуформе за его знаковую часть.
Для предотвращения всплывания стержня в форме при заполнении ее жидким металлом (при отсутствии верхнего знака) нижний знак стержня имеет специальную конструкцию и закрепляется металлическими шпильками, а при необходимости между верхней частью стержня и верхней полуформой устанавливается жеребейка. Правильность установки стержней проверяют контрольными шаблонами до сборки нижней и верхней полуформ.
Фиксация стержней в форме осуществляется с помощью их знаков. В зависимости от положения стержня в форме стержневые знаки подразделяют на горизонтальные и вертикальные. Основное назначение знаков -обеспечить надежность и точность фиксирования стержня в форме. Точность и надежность фиксирования стержня зависят от двух конструктивных параметров знака: формы и размеров. От формы нижнего знака зависит возможность установки стержня в полуформу в определенном положении, а от величины знака и соответствия его размеров размерам знакового гнезда формы - точность и надежность фиксирования стержня в определенном положении.
Размеры и конфигурацию знаковых частей стержней назначают по ГОСТ 3212-92 с учетом размеров стержня, способа формовки и положения стержня в форме (рис. 2.24). На рисунке цифры I и II обозначают различное исполнение знаков стержней. Высоту нижних стержневых вертикальных знаков hн (см. рис. 2.24, а, б) выбирают по табл. 2.6 в зависимости от длины стержня L и его диаметра D или от величины (а+b)/2 для стержней прямоугольного сечения. Высоту верхних знаков hв принимают равной не более 0,5 hн.
При серийном и массовом производстве можно принять hв = hн. При L/D > 5 или 2L/(а+b) > 5 рекомендуется принимать нижние знаки увеличенных размеров (см. рис. 2.24, б).


Длину l горизонтальных знаков выбирают по табл. 2.7 в зависимости от L, D или величины (а+b)/2 и способа твердения стержня. Формовочные уклоны знаковых частей стержня определяют по табл. 2.8. Зазоры между знаками формы и стержня в соответствии с ГОСТ 3212-92 следует принимать по табл. 2.9.



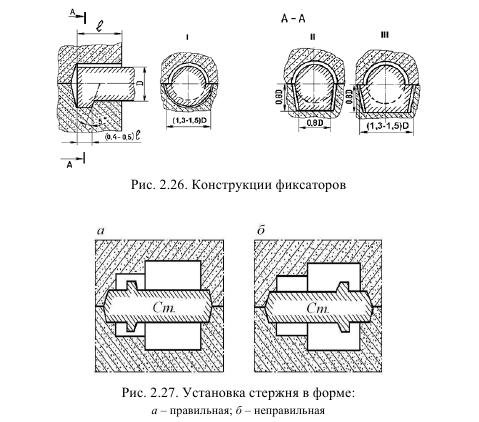
Для того чтобы после установки в форму стержни надежно удерживались в заданном положении (не поворачивались и не смещались вдоль оси), на знаковых частях стержней предусматривают фиксаторы. Различные типы фиксаторов приведены на рис. 2.25. Фиксатор 1 надежно предохраняет стержень от поворота и продольного смещения. Фиксатор 2 предотвращает только поворот, но не продольное смещение, так как площадь сегментов В, образующихся в результате среза стержня, очень мала и установка стержня по ним затруднительна, поскольку кромки фиксаторов не видны при установке стержня сверху. Фиксатор 3 в виде одностороннего среза плохо предохраняет от поворота вокруг продольной оси. Фиксатор 4 неудобен в работе, так как фиксирующие сегменты Г не видны при опускании стержня в гнездо. Различные исполнения фиксатора типа 1 (см. рис. 2.25) приведены на рис. 2.26 (цифрами I, II, III обозначены варианты исполнения фиксаторов).

Для исключения неправильной установки в форму несимметричного стержня размеры, а иногда и форму знаков на его концах следует принимать разными. Если принять их одинаковыми, то, как показано на рис. 2.27, возможны два варианта установки стержня, один из которых приведет к браку из-за нарушения конфигурации отливки.
При опускании стержня в гнездо нижней полуформы возможно трение знака стержня о стенки знаковой части формы. В результате этого осыпавшаяся на дно гнезда смесь будет мешать точной установке стержня в форму. При установке вертикального стержня с одним знаком возможно отклонение его от вертикали. Для предотвращения этого необходимо по периметру знаковой части полуформы выполнить углубления - зумпфы -для сбора осыпавшейся формовочной смеси (рис. 2.28).
Для исключения обжима кромок знаковой части формы при установке стержня и попадания осыпавшейся смеси в полость формы в местах подхода знаковых частей формы к телу отливки выполняют галтели (закругления) (см. рис. 2.28, б, в) или пояски (см. рис. 2.28, а, г). Для предотвращения попадания жидкого сплава в вентиляционные каналы в знаковых частях стержней верхней полуформы выполняют обжимное полукольцо (см. рис. 2.28, б) или обжимное кольцо в знаковой части верхней полуформы для вертикальных стержней (см. рис. 2.28 ,а).
Размеры канавок, радиусов скругления кромок, обжимных колец и полуколец, а также фиксаторов определяют по ГОСТ 3212-92.
