



Построение чертежа литой заготовки
После определения положения отливки в форме и выбора поверхности разъема формы с учетом анализа технологичности детали необходимо разработать чертеж отливки.
Чертеж литой заготовки вычерчивают по чертежу детали. Допускается выполнять чертеж отливки непосредственно на чертеже детали. Прежде всего по допускам размеров детали или по приведенным на чертеже техническим условиям определяют класс точности отливки и допуски ее размеров.
С учетом класса точности отливки, требований к ней, серийности производства и технических возможностей цеха выбирают способ литья. В этой главе рассматриваются вопросы построения чертежа отливки применительно к традиционным способам литья в разовые формы. С учетом возможностей литья в разовые песчаные формы с точки зрения обеспечения чистоты поверхности определяют поверхности отливки, подвергаемые механической обработке. К ним относят все поверхности детали, шероховатость которых Rz меньше значений, достигаемых при принятом способе изготовления отливок. Шероховатость необрабатываемых поверхностей, соответствующая шероховатости литой поверхности при принятом способе литья, обозначается в правом верхнем углу чертежа, если она нормируется по техническим условиям. Если шероховатость необрабатываемых поверхностей не нормируется, то она не указывается.
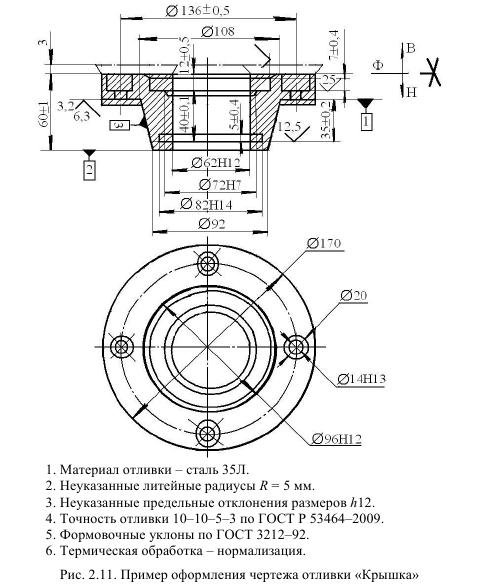
Перед построением чертежа отливки необходимо определить ее положение в форме при заливке и выбрать плоскость разъема. С учетом положения отливки в форме и выбранной плоскости разъема назначают припуски на механическую обработку для всех обрабатываемых поверхностей. Методика определения припусков на механическую обработку рассмотрена выше. Контур отливки с учетом припусков на механическую обработку изображают сплошной тонкой линией. Величину припуска указывают цифрой под или перед знаком шероховатости поверхности детали. Припуск штрихуют в плоскости разреза отливки. Пример изображения припусков показан на рис. 2.11.
Если в направлениях, перпендикулярных плоскости разъема, не предусмотрены конструктивные уклоны, то необходимо определить формовочные уклоны для лучшего съема полуформ с модели в соответствии с ГОСТ 3212-92. Уклоны задаются в градусах или миллиметрах.
В зависимости от требований, предъявляемых к поверхности отливки, формовочные уклоны следует выполнять:
• на обрабатываемых поверхностях отливки сверх припуска на механическую обработку за счет увеличения размеров отливки (рис. 2.12, а);
• на необрабатываемых поверхностях отливки, не сопрягаемых по контуру с другими деталями, за счет одновременного увеличения и уменьшения размеров отливки (рис. 2.12, б);
• на необрабатываемых поверхностях отливки, сопрягаемых по контуру с другими деталями, за счет уменьшения (рис. 2.12, в) или увеличения (рис. 2.12, г) размеров отливки в зависимости от поверхности сопряжения.

Если вертикальные стенки отливки обрабатываются, то уклоны всегда дают «в плюс». Также «в плюс» указывают уклоны, если стенка не обрабатывается, но толщина ее меньше 3 мм. При толщине стенки 3-6 мм уклоны дают «в плюс-минус», а при толщине больше 6 мм - «в минус».
Данные по формовочным уклонам (ГОСТ 3212-92) приведены в табл. 2.1. Уклоны на чертеже отливки, как правило, не показывают. В технических требованиях к отливке на чертеже указывают: «Формовочные уклоны по ГОСТ 3212-92». При необходимости отдельные поверхности на чертеже обозначают буквами (например, А) и в технических условиях записывают, как по этим поверхностям выполняются уклоны («в минус», «в плюс» или «в плюс-минус»). Например, по поверхности А уклоны выполняются «в плюс», а по остальным поверхностям - «в плюс-минус».

Для обеспечения направленного затвердевания отливки конфигурацию детали подвергают анализу с применением метода вписанных окружностей. Если направленное затвердевание не обеспечивается (окружность нельзя выкатить через стенку детали в прибыль), то назначают технологические напуски. Очевидно, что напуски увеличивают массу отливки, снижают КИМ и повышают трудоемкость механической обработки. Поэтому целесообразно в подобных случаях по согласованию с конструктором подвергнуть корректировке конструкцию детали. Примеры построения технологического напуска и корректировки чертежа детали показаны на рис. 2.13.

В конструкциях деталей часто предусмотрены сквозные и несквозные отверстия, пазы, уступы и выемки, которые не всегда технически целесообразно оформлять при литье, так как затраты при этом очень часто не компенсируются экономией при последующей механической обработке. При малых размерах этих элементов ухудшается качество литой поверхности и увеличивается брак. Поэтому отверстия, имеющие диаметр меньше некоторых минимальных значений, не отливаются. В табл. 2.2 и 2.3 указаны наименьшие размеры отливаемых круглых и прямоугольных отверстий для стальных и чугунных отливок. Схема к табл. 2.2 и 2.3 приведена на рис. 2.14.

В случае выполнения глухих отверстий наименьший диаметр необходимо увеличить на 20 % от значений, указанных в табл. 2.2 и 2.3. При выполнении квадратных отверстий размер стороны квадрата условно принимают равным значениям диаметра, указанным в табл. 2.2 и 2.3. Прямоугольные отверстия при соотношении размеров сторон L/B > 3 отливают в случае, если В > d (d — наименьший допустимый диаметр для круглого отверстия). Если отверстия не отливаются, то на чертеже отливки в разрезе они заштриховываются, а не в разрезе - зачеркиваются (рис. 2.15).

Сквозные и несквозные обрабатываемые пазы на чугунных отливках не отливаются, если ширина паза а < 50 мм (длина паза значения не имеет). При а > 50 мм пазы отливаются (рис. 2.16). Если паз не отливается, то на чертеже отливки в разрезе он заштриховывается, а в плане перечеркивается двумя линиями крест-накрест.
Уступы и выемки на чугунных отливках не отливаются в том случае, если a + b < 60 мм (рис. 2.17).

Если в конструкции детали предусмотрены необходимые радиусы сопряжений стенок, то на чертеже отливки следует указать радиусы сопряжений всех стенок. Методика расчета радиусов сопряжений и скруглений приведена выше. Целесообразно, чтобы в одной отливке было минимальное число значений радиусов, лучше всего одно. В этом случае его можно записать в технических условиях к чертежу: «Литейные радиусы R = ...».
При построении чертежа отливки нужно определить места установки прибылей. На чертеже отливки необходимо указать положение линий обрезки прибылей (см. рис. 2.11). При обрезке с поверхности, не подвергаемой механической обработке, остаток от прибыли не должен превышать:
• 3 мм при диаметре D или длине наименьшей стороны S сечения прибыли до 200 мм;
• 5 мм при D или S от 200 до 500 мм;
• 8 мм при D или S более 500 мм.
Значение наибольшей величины h остатка от прибыли после газовой резки сверх припуска на механическую обработку поверхности можно определить по табл. 2.4.

Перед нанесением размеров на чертеже литой детали следует выбрать основные литейные базы. Базой называется конструктивный элемент детали или заготовки, относительно которого ведется отсчет размеров. Это могут быть поверхности, их оси или плоскости симметрии. В зависимости от назначения различают следующие базы:
• конструкторские, используемые для определения положения элементов детали в детали, детали в сборочной единице (узел изделия). Сопряженные размеры определяют формы сопряженных поверхностей данной детали и других деталей узла. Поверхности детали, не соприкасающиеся с другими деталями узла, относят к свободным поверхностям. Свободные размеры характеризуют форму и положение свободных поверхностей. Сопряженные размеры наносят от конструкторских баз;
• технологические, используемые для определения положения заготовки в процессе изготовления (технологическая база для механической обработки заготовки и литейная технологическая база). Свободные размеры наносят от технологических баз. Правильный выбор литейных баз во многом упрощает технологический процесс изготовления отливки и модели, а также последующие операции механической обработки. Неправильный выбор литейной базы и базы для механической обработки отливки часто приводит к браку по размерной и геометрической точности деталей.
В качестве литейных баз рекомендуется принимать возможно меньшие по размеру необрабатываемые поверхности (по одной для каждого из трех координатных направлений). Желательно, чтобы эти поверхности образовывались одной половиной литейной формы (для исключения влияния перекоса полуформ) или одним стержнем. Базу целесообразно располагать в центре литой детали. При этом размеры от базы до самых удаленных поверхностей, а следовательно, и их допуски будут наименьшими.
Если допуски размеров какой-либо части литой детали по конструктивным или технологическим соображениям минимальны, то базу следует расположить в этой части детали. Наиболее полно удовлетворяет требованиям производства простановка размеров от технологических баз. Поэтому на чертежах деталей чаще всего размеры проставлены от технологических баз для механической обработки. Обычно стремятся, чтобы конструкторские базы были использованы в качестве технологических для механической обработки.
После выбора литейных баз наносят размеры, определяющие форму и положение необрабатываемых поверхностей относительно этих баз. Отдельно наносят размеры, определяющие положение обрабатываемых поверхностей относительно конструкторских баз или баз для механической обработки. Обычно эти размеры уже нанесены на исходном чертеже детали. Таким образом, на чертеже отливки должны быть нанесены две группы размеров, которые связывают между собой тремя (по одному в каждом из трех координатных направлений) размерами, проставляемыми между выбранными литейными и конструкторскими базами или базами для механической обработки. Желательно, чтобы эти базы совпадали.
Лучше всего иметь базой для механической обработки такие поверхности, которые и у готовой детали останутся необработанными. Они должны обеспечить надежный зажим детали в приспособлении или патроне металлорежущего станка. Базовые поверхности и поверхности, обрабатываемые от этих баз, должны быть расположены в одной полуформе. Целесообразно выбор положения отливки в форме и поверхности разъема согласовывать с технологами, специализирующимися в области механической обработки отливок.
Если невозможно иметь общую базу для получения отливки и ее механической обработки, то расстояние между базами принимают минимальным. В этом случае допуск базового размера будет минимальным. Размеры на чертежах литых заготовок не допускается наносить в виде замкнутой цепи (рис. 2.18, а).
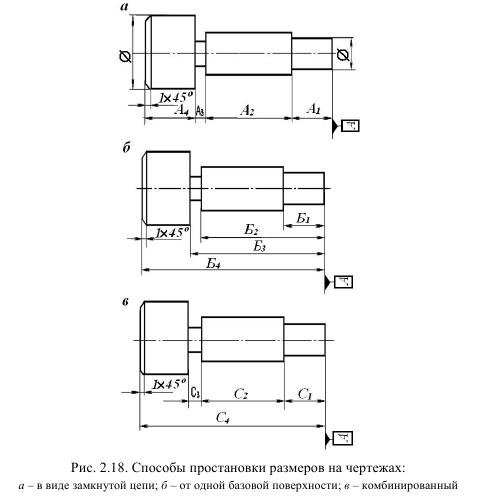
Наибольшей точности изготовления детали отвечает простановка всех размеров от одной базовой поверхности (рис. 2.18, б). Однако часто применяют комбинированный метод простановки размеров, при котором часть размеров, не отличающихся большой точностью, устанавливается цепью (рис. 2.18, в).
Базы на чертежах обозначаются равносторонним черным треугольником, высота которого равна размеру шрифта. Основание треугольника располагают на контурной линии поверхности или ее продолжении. Если базой является ось или плоскость симметрии, то треугольник помещают в конце размерной линии (для обозначения диаметра или ширины элемента). От вершины треугольника отводится прямая линия с квадратом, в котором буквой или цифрой обозначают базу. На рис. 2.19-2.21 приведены примеры выбора литейных баз и простановки размеров на чертежах литых деталей.
В качестве литейных баз для отливки «Фланец» (см. рис. 2.19) приняты левый необрабатываемый торец фланца (база 1) и ось поверхности диаметром 70 мм (база 2). Обе базы формируются одной полуформой, что обеспечивает точность выполнения размеров отливки. В качестве конструкторских баз приняты опорный торец фланца (база 4) и ось поверхности диаметром 72 мм (база 3). Литейная база 2 и база 3 для механической обработки совпадают друг с другом. В принятом варианте выбора баз и нанесения размеров габаритный размер 38 является размером между литейной и конструкторской базами.


Для отливки «Рычаг» (см. рис. 2.20) в качестве литейных баз приняты нижняя необрабатываемая поверхность плеча (база 1) и оси бобышек (база 4). В качестве конструкторских баз приняты нижняя опорная поверхность бобышек (база 2) и оси расточек-отверстий диаметрами 22 и 18 мм (база 3). Расстояние между базами 1 и 2 - 5 мм.
При нанесении размеров отливки «Корпус червячного редуктора» (см. рис. 2.21) за литейные и конструкторские базы в продольном и поперечном направлениях приняты вертикальная ось (базы 3 и 4) и плоскость симметрии отливки (базы 1 и 2). В вертикальном направлении литейной базой является верхняя необрабатываемая поверхность детали (база 5), а конструкторской базой - верхняя обрабатываемая поверхность (база 6). Расстояние между этими базами - 10 мм.
На рис. 2.21 показан пример неправильно выбранной литейной базы - нижней необрабатываемой поверхности (база 7). Эта поверхность выполняется стержнем и может изменить свое положение в зависимости от точности установки стержня. При таком положении базы велико расстояние между литейной и конструкторской (база 6) базами. Базы 7 и 3 также выполняются разными элементами формы (стержнем, оформляющим поверхность базы 7, и круглым стержнем, положение которого фиксируется знаковой частью в той полуформе, которая оформляет базу 5).

На рабочих чертежах литых заготовок помещают технические требования, обычно включающие в себя следующие данные:
1) класс точности размеров, класс точности массы. В отдельных случаях указывают степень коробления отливки и ряд припусков на механическую обработку (ГОСТ P 53646). Предусмотрено условное обозначение совокупности этих данных в виде последовательности цифр, обозначающих классы точности размеров и массы, степень коробления отливки и ряд припусков на механическую обработку. Например, обозначение 7-6-4-4 говорит о том, что отливка должна иметь 7-й класс точности размеров, 6-й класс точности массы, 4-ю степень коробления и 4-й ряд припусков на механическую обработку;
2) величины неуказанных на чертеже литейных радиусов;
3) формовочные уклоны;
4) данные, регламентирующие наличие литейных дефектов (раковин, пор, трещин и т. п.), допускаемых на отливке без устранения, а также данные о дефектах, допускаемых к устранению, и способах их устранения.
В зависимости от назначения детали могут быть приведены дополнительные требования:
• указания о проверке герметичности;
• вид термической обработки и требуемая твердость на отдельных поверхностях;
• место и характер маркировки отливки (текст и шрифт);
• вид покрытий отдельных поверхностей;
• специальные требования по физическим и химическим свойствам отливок, по методам механических испытаний и контроля структуры;
• указания о совпадении контура детали с соответствующим контуром сопряженной детали, на чертеже которой записывают аналогичное техническое требование (для согласования направления и размеров формовочных уклонов при изготовлении моделей сопрягаемых деталей).
Для иллюстрации применения приведенных выше рекомендаций рассмотрим пример построения чертежа отливки «Крышка». Класс точности детали по необрабатываемым размерам находится в интервале 12-14-го квалитетов (IT12—IT14). По табл. 1.3 определяем, что отливка должна соответствовать 9-16-му классам точности. Примем 10-й класс точности. Для изготовления отливки выбираем способ литья в сырые песчаные формы. Как следует из табл. 1.11, при литье в песчаные формы обеспечивается шероховатость литых поверхностей, отвечающая Rz = 125-63 мкм, что удовлетворяет требованиям к шероховатости необрабатываемых поверхностей рассматриваемой отливки.
С точки зрения простоты формовки, обеспечения точности отливки и организации питания размещаем отливку в нижней полуформе и выбираем плоскость разъема полуформ, как указано на рис. 2.11 (подробное обоснование дано в п. 2.4).
Определим припуски на механическую обработку. Для внутренней цилиндрической вертикально расположенной в форме поверхности отливки 10-го класса точности находим по табл. 1.1 для номинального размера 72 мм допуск - 2,8 мм. По табл. 1.5 для изготовления отливки в песчаной форме выбираем 3-й ряд припусков на механическую обработку, а по табл. 1.7 по допуску 2,8 мм для 3-го ряда припусков находим основной припуск на механическую обработку - 4 мм. Так как отливка располагается в одной полуформе, то отклонений размеров из-за смещения полуформ не будет. Дополнительный припуск для компенсации коробления назначать не будем, так как при степени коробления 2-8 предельное отклонение коробления элементов данной отливки 0,6 мм не превышает половину допуска на размер 1,2 мм.
Для упрощения профиля стержня, который выполняет необрабатываемую поверхность по диаметру 62 мм, примем припуск 5 мм на сторону по поверхности диаметром 72 мм. В этом случае центральное отверстие выполняется цилиндрическим стержнем диаметром 62 мм. Аналогично определяем припуск по нижней горизонтальной поверхности. Он составит 3,2 мм.
Для организации направленного затвердевания внутренний контур отливки выполняем так, как показано на рис. 2.11, т. е. с расположением на верхней поверхности двух прибылей. Остатки прибылей после их отрезки показаны на рис. 2.11.
В соответствии с табл. 2.2 минимальный диаметр отливаемого отверстия составляет 90 мм. Поэтому отверстия диаметрами 20 и 13 мм не отливают.
Формовочный уклон необходим по боковой поверхности фланца диаметром 170 мм. Его принимаем по ГОСТ 3212-92 «в плюс-минус».
Конструкторская база отмечена на чертеже детали (база 1). В качестве литейных баз выбираем нижнюю необрабатываемую поверхность (база 2) и ось центрального отверстия отливки (база 3). Эти же элементы являются базами для механической обработки. На чертеже отливки записываем технические требования к ней.