



Выбор оптимального положения отливки в форме при заливке и рациональной поверхности разъема формы и модели
При выборе положения отливки в форме при заливке необходимо обеспечить соблюдение ряда условий, позволяющих получить качественную отливку при минимальных расходах на ее изготовление. Так как одновременное соблюдение всех условий не всегда возможно, ниже они приведены в порядке убывания значимости:
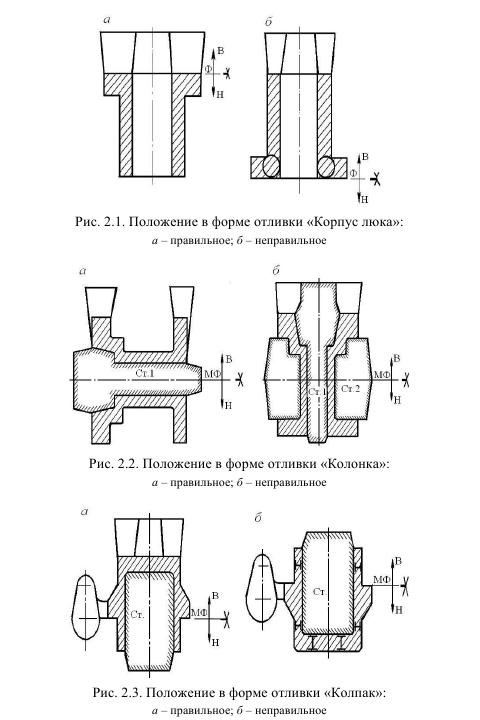
1. Положение отливки в форме должно обеспечивать направленное затвердевание и питание всех нижележащих элементов отливки через вышележащие из прибылей. Для этого необходимо определить схему питания отливки и разместить наиболее массивные ее узлы в верхних или боковых частях формы. На этих узлах должны быть площадки или поверхности для размещения верхних или боковых прибылей (рис. 2.1-2.3). На рис. 2.1, б-2.3, б показаны схемы неправильного расположения отливки в форме. Принцип направленного затвердевания при этом не соблюдается. Прибыли, установленные вверху, не обеспечат питания изолированных узлов в нижних фланцах (см. рис. 2.1, б и 2.2, б). Боковые прибыли, установленные по разъему формы, не смогут пропитать нижнюю толстую стенку отливки (см. рис. 2.3, б).
2. Положение отливки в форме должно обеспечивать наиболее простое оформление литниковой системы. Она должна подводить сплав к полости формы по кратчайшему пути, при этом нежелательно применение стержней, а также необходимо, чтобы сплав поступал в форму спокойно, не фонтанировал и не размывал стержни и выступающие части полости формы.
Вопросы конструирования литниковых систем и выбора мест их подвода к отливке рассмотрены далее. С этой точки зрения длинные (высокие) отливки лучше располагать в форме горизонтально. Это уменьшит скорость движения сплава в литниковой системе и обеспечит плавное заполнение формы. С точки зрения простоты оформления литниковых систем при формовке выбранное положение отливки в форме должно обеспечивать размещение литникового хода (шлакоуловителя) и питателей в плоскости разъема формы.
3. Для предотвращения образования газовых раковин положение отливки в форме должно обеспечивать преимущественно верхний отвод газов из стержней (через верхние знаковые части). С этой точки зрения показанное на рис. 2.3, а положение отливки в форме нерационально, так как в верхней части отливки нет возможности для выхода газов из стержня (знаковая часть стержня отсутствует). Для устранения этого недостатка следует либо изменить конструкцию отливки, предусмотрев в ее верхней части отверстие для выхода знаковой части стержня, либо наметить специальные меры по вентиляции стержня. Вариант, показанный на рис. 2.3, б, лишен этого недостатка, но он неприемлем, так как не обеспечивает питания отливки.
4. Положение отливки в форме должно обеспечивать получение формы с минимальным количеством стержней. Сравнение вариантов, показанных на рис. 2.2, а и б, свидетельствует о том, что вариант, изображенный на рис. 2.2, а, рациональнее не только с точки зрения обеспечения направленности затвердевания отливки, но и с точки зрения меньшей трудоемкости изготовления формы. Получение формы по варианту, данному на рис. 2.2, б, связано с применением либо двух плоскостей разъема и трех опок, либо двух стержней вместо одного по варианту, показанному на рис. 2.2, а.
5. Ответственные и подвергаемые обработке поверхности, особенно поверхности трения, следует располагать внизу или в крайнем случае вертикально либо наклонно. Это уменьшает число пороков, связанных с неметаллическими включениями и образованием газовых раковин (рис. 2.4).

6. Для предотвращения недоливов и спаев при подводе металла по разъему формы тонкие стенки отливки целесообразно располагать внизу вертикально или наклонно (рис. 2.5).

7. Формы для отливок, имеющих конфигурацию тел вращения с обрабатываемыми наружными и внутренними поверхностями, лучше заливать в вертикальном положении.
8. Большие плоские поверхности не следует располагать вверху. Если это неизбежно, то рекомендуется делить их ребрами на меньшие участки, что уменьшает возможность образования ужимин и разрушения верхней поверхности формы лучистой теплотой сплава, заполняющего форму.
9. Для отливок, имеющих полости, оформляемые стержнями, необходимо обеспечение надежной установки и фиксации стержней на знаках в нижней полуформе. Крепление стержней в верхней полуформе трудоемко и менее надежно. Целесообразно исключить применение жеребеек. Положение в форме отливки «Колпак», показанное на рис. 2.3, б, нерационально исходя из данных соображений.
10. Вариант выбора положения отливки в форме должен быть согласован с условиями выбора поверхности разъема формы. При разработке технологического процесса изготовления отливки технолог сталкивается с необходимостью рассмотреть несколько альтернативных вариантов положения отливки в форме при заливке. Оптимальным является то положение, которое обеспечивает получение качественной, отвечающей техническим требованиям отливки и удовлетворяет наибольшему числу рассмотренных выше условий.
Иногда для улучшения условий заполнения формы и обеспечения направленности затвердевания стенок отливки после заливки изменяют положение формы в пространстве (метод частичного и полного поворота). Так, протяженные отливки (например, столы металлорежущих станков) формуют горизонтально, а собранные формы под заливку ставят вертикально.
На чертеже элементов литейной формы независимо от ее положения при заливке построение всех составных частей формы выполняется в том виде, в каком отливка находится в ней при затвердевании.
При определении поверхности разъема формы необходимо учитывать следующие рекомендации:
1. Число разъемов формы должно быть минимальным. Целесообразно иметь одну плоскость разъема и изготовлять отливку в двух полуформах. Для обеспечения этого иногда необходимо совместно с конструктором откорректировать конфигурацию отливки.
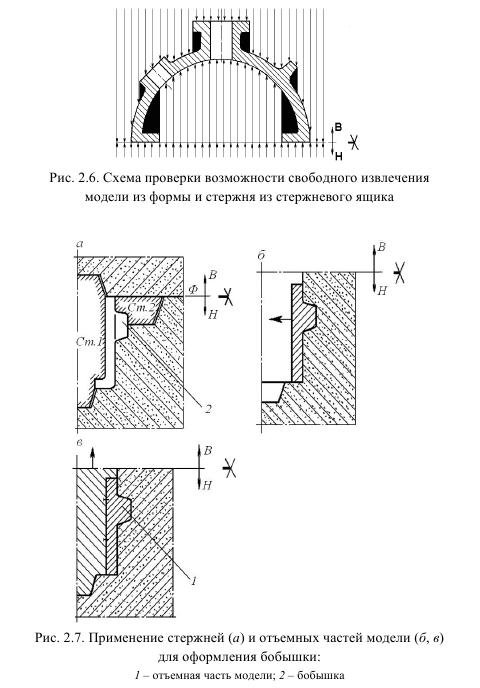
2. При выбранной поверхности разъема модели и формы модель должна свободно извлекаться из формы после формовки. Для определения участков отливки, препятствующих свободному извлечению из формы оформляющей их модели, мысленно проверяют, образуются ли теневые участки при освещении отливки параллельными лучами, перпендикулярными выбранной плоскости разъема модели (рис. 2.6). Затененные участки указывают на элементы в конструкции модели, которые не могут быть извлечены из формы после формовки без ее разрушения. Эти элементы (например, бобышка 2) должны быть оформлены или стержнями (рис. 2.7, а), или с применением отъемных частей 1 модели (рис. 2.7, в), которые при съеме модели остаются в форме и затем извлекаются из нее (рис. 2.7, б).
3. В целях повышения точности отливки следует располагать ее в одной (лучше нижней) полуформе. Базовые поверхности должны располагаться в одной полуформе с обрабатываемыми и ответственными соосными поверхностями, а также фланцами и приливами, связанными с базовыми поверхностями жесткими размерами (рис. 2.8, а). Если такое расположение невозможно, то ответственные поверхности должны занимать в форме строго определенное положение по отношению к базовым поверхностям, что достигается с помощью специальной оснастки и средств контроля. На рис. 2.8, б показано неправильное положение плоскости разъема, так как из-за смещения полуформ затруднено фиксирование наружной поверхности фланца относительно базы. Базовые поверхности не должны пересекаться линией разъема формы и стержнями. Литейные швы и заусенцы на базовых поверхностях недопустимы.

4. Необходимо использовать все возможности сокращения количества стержней путем замены их болванами и такого расположения отливки в форме, при котором возможно объединение нескольких стержней в один, если это не повышает трудоемкости изготовления стержня.
5. Болваны желательно располагать в нижней полуформе, так как при этом уменьшаются усилия, стремящиеся их разрушить при извлечении модели из формы (рис. 2.9).

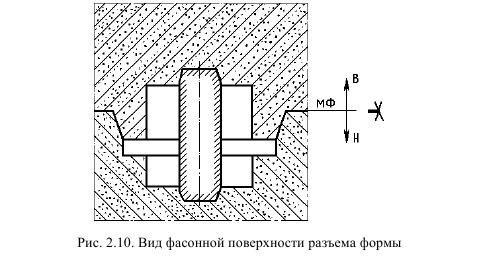
6. Поверхность разъема должна быть по возможности плоской. При фасонной поверхности разъема профилю желательно придать простую геометрическую форму. Это упрощает форму модельных плит и их изготовление (рис. 2.10).
7. Положение отливки в форме и поверхность разъема должны способствовать тому, чтобы общая высота формы была наименьшей, а обе полуформы были примерно одинаковы по высоте.
8. Фиксирование стержней целесообразно осуществлять в нижней полуформе.
9. У тонкостенных отливок и отливок с малыми отверстиями поверхность разъема должна проходить так, чтобы эти элементы находились в одной части формы.
10. Плоскость разъема должна обеспечивать наименьшее количество заливов и снижение брака по перекосам. Поэтому надо стремиться к минимальной протяженности литейных швов на поверхности отливок.
Выбор поверхности разъема непосредственно связан с принятым положением отливки в форме. Поэтому технолог решает вопросы выбора положения отливки в форме и поверхности ее разъема совместно. При этом осуществляется и анализ технологичности литой детали. В случае необходимости по согласованию с конструктором вносятся коррективы в конструкцию отливки.