



Показатели технологичности отливок и экономного использования металла
К группе этих показателей качества относятся припуски на механическую обработку, КИМ, технологические напуски.
С целью достижения заданных чертежом размеров и необходимого качества поверхности на обрабатываемых поверхностях назначают припуски на механическую обработку. Величину припусков определяют в зависимости от класса точности отливки, ее номинальных и габаритного размеров, положения при заливке, способа литья и вида сплава.
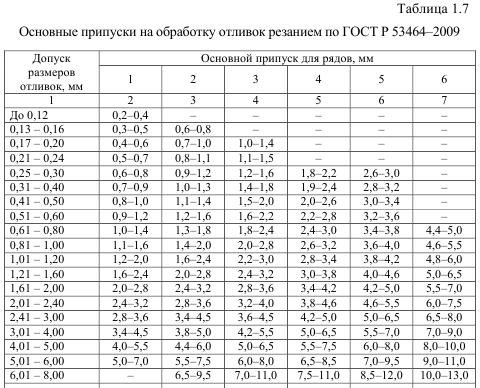
Основные припуски на механическую обработку назначают в зависимости от допусков размеров дифференцированно для каждого элемента отливки в соответствии с ГОСТ P 53464-2009. Для назначения основных припусков на механическую обработку используют данные, указанные в табл. 1.7 (ГОСТ P 53464-2009), в которой величины припусков даны в зависимости от величины допуска размеров и номера ряда припуска.

Об определении допусков размеров было сказано выше. Ряд припуска зависит от сложности отливки и способа ее получения. Для определения ряда припуска можно использовать данные табл. 1.5.
В табл. 1.7 для каждого интервала значений допусков размеров отливки в каждом ряду припусков предусмотрены два значения основного припуска. Меньшее значение устанавливается для более грубых квалитетов точности обработки деталей, большее значение - для более точных квалитетов.
При более высокой точности размеров допускается увеличение основного припуска до ближайшего большего значения из того же ряда. На обрабатываемых поверхностях, расположенных при заливке сверху, допускается увеличивать припуск до значения, соответствующего следующему ряду припусков.
Из-за смещения полуформ, коробления отливок предельное отклонение расположения частей отливки может превзойти половину допуска на соответствующий размер отливки. В этом случае на смещенные поверхности кроме основного назначают дополнительный припуск на механическую обработку. Предельное отклонение расположения определяют как сумму предельных отклонений смещения и коробления (табл. 1.8).
Степень коробления определяют по табл. 1.9 в зависимости от отношения наибольшего и наименьшего габаритных размеров отливки.
Дополнительный припуск на обработку резанием определяют в зависимости от допуска на размер и наибольшей погрешности (предельного отклонения) расположения по табл. 1.10.
Для иллюстрации рассмотрим пример определения припусков на механическую обработку вертикально расположенной поверхности (номинальный размер 120+0,14) и горизонтально расположенной верхней поверхности (номинальный размер 200+0,30) для сложной отливки из алюминиевого сплава.

По табл. 1.2 находим, что размеру 120+0,14 отвечает квалитет IT10, а размеру 200+0,20 - ITl I. Детали соответствует квалитет IT10. С помощью табл. 1.3 выясняем, что для получения детали с точностью, отвечающей квалитету IT10, необходимо иметь литую заготовку, изготовленную с 7-м классом точности. По табл. 1.1 для 7-го класса точности находим допуски указанных размеров отливки: для размера 120 мм допуск составит 1,2 мм, а для размера 200 мм - 1,4 мм. По табл. 1.5 для изготовления отливки в песчаной форме с 7-м классом точности определяем 3-й ряд припусков на механическую обработку. Основной припуск устанавливаем с помощью табл. 1.7 по найденным значениям допусков и ряда припусков. Для вертикальной поверхности с размером 120 мм основной припуск принимаем равным 2,2 мм. Для верхней горизонтальной поверхности с размером 200 мм принимаем припуск, отвечающий 4-му ряду припусков, - 3 мм.

Дополнительный припуск на вертикальной поверхности должен компенсировать отклонение, вызванное короблением отливки и смещением полуформ. По табл. 1.4 находим, что предельное отклонение смещения при расстоянии между центрирующими штырями 500 мм равно 0,5 мм для 7-го класса точности отливки. При отношении минимального и максимального габаритных размеров, равном 0,5, степень коробления сложной отливки примем равной 6 (см. табл. 1.9). Предельное отклонение за счет коробления составит 0,24 мм (см. табл. 1.8). Суммарная наибольшая погрешность расположения равна 0,74 мм. При допуске размера 1,2 мм по табл. 1.10 находим дополнительный припуск - 0,2 мм.
Горизонтальная поверхность выполняется в одной (верхней) полу-форме, поэтому отклонения размеров из-за смещения полуформ не будет. Величина же отклонения из-за возможного коробления будет меньше половины допуска на размер, значит, для этой поверхности нет необходимости в дополнительном допуске.
Таким образом, принимаем следующие значения припусков на механическую обработку для рассматриваемых поверхностей: 3,0 мм для горизонтальной поверхности (размер 200 мм) и 2,2+0,2 = 2,4 мм для вертикальной поверхности (размер 120 мм).
Контроль размерной точности отливок осуществляют путем измерения действительных размеров, проверки соответствия действительных размеров допустимым предельным значениям и контроля отливок разметкой. При любом способе основой для контроля размерной точности является чертеж отливки. Часто чертежи отливок разрабатывает конструктор. Однако во многих случаях разработка чертежа отливки по чертежу детали входит в обязанности технолога-литейщика, поэтому вопросы конструирования и построения чертежа литой заготовки специально рассмотрены далее.
При построении чертежа отливки кроме определения припусков необходимо предусматривать технологические напуски для обеспечения направленности затвердевания, скругления углов - галтели. Отверстия, диаметр которых меньше некоторых предельных значений, при литье не выполняют, а обеспечивают их при последующей механической обработке. Эти отклонения чертежа отливки от чертежа детали увеличивают металлоемкость отливки. Показателем экономичности использования металла в отливке является КИМ, равный отношению массы детали к массе литой заготовки, выраженному в процентах.