Классификационные показатели качества отливок
К квалификационным показателям качества относят марку сплава, массу отливки, класс точности и группу сложности.
Контроль марки сплава осуществляется на основе определения его химического состава, а для чугунов определяют еще и механические свойства, так как значение временного сопротивления разрыву ов включено в обозначение марки серого и высокопрочного чугуна (например, СЧ20, для которого ов > 20 кгс/мм ), а значения ов и относительного удлинения b5 - в обозначение марки ковкого чугуна (например, КЧ30-6, для которого ов > 30 кгс/мм2 и b5 > 6 %).
Химические составы сплавов, а также данные об уровне их механических свойств и методах механических испытаний приведены в соответствующих стандартах и рассматриваются в специальных курсах: «Чугунное литье», «Стальное литье», «Литье сплавов цветных металлов».
Размерная точность литых заготовок и получаемых из них деталей является одним из основных показателей качества. Она определяется степенью приближения действительных размеров отливки к номинальным размерам, указанным на чертеже. В понятие размерной точности включаются следующие показатели: класс точности размеров и массы отливки, допуски размеров отливки, допуски по толщине необрабатываемых стенок и ребер и т. п.
Допуском называется разность наибольшего и наименьшего предельных размеров, между которыми находится действительное значение размера отливки, измеренное с заданной точностью.
Разность действительного и соответствующего номинального размеров называется отклонением. Если действительный размер больше номинального, то отклонение будет положительным, в противном случае - отрицательным. Алгебраическая разность предельного и номинального размеров называется предельным отклонением. Оно может быть верхним и нижним. Пространство, ограниченное верхним и нижним предельными отклонениями, образует поле допуска.
Допустимая взаимосвязь между номинальным размером до необрабатываемой поверхности детали LD, номинальным Lo, предельными LoA и LoB размерами (LoA - наименьший, LoB - наибольший размер отливки) и допуском размера отливки To показана на рис. 1.5.
Взаимосвязь между номинальным размером до обрабатываемой поверхности детали LD, номинальным Lo, предельными LoA и LoB размерами отливки, припуском на механическую обработку Z на сторону и допуском размера отливки To при обработке каждой поверхности отливки от своей базы представлена на рис. 1.6.

На рис. 1.7 показана взаимосвязь между указанными параметрами при обработке отливок типа тел вращения или противоположных поверхностей симметричных отливок от общей базы.
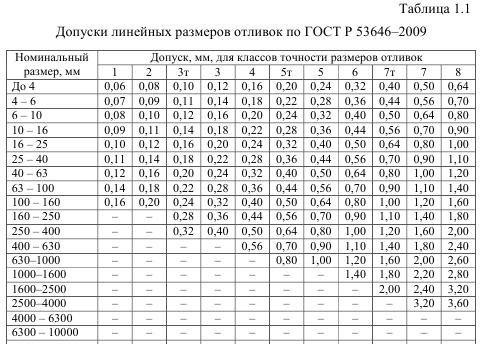
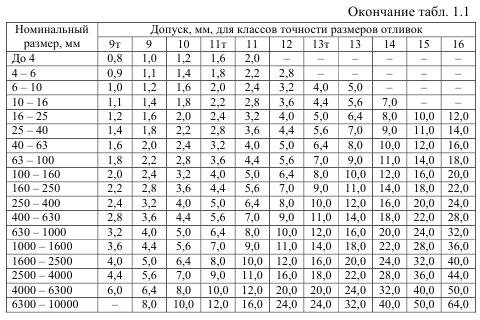
Величина допусков размеров отливок зависит от технологии последующей обработки и тесно связана с комплексом требований к готовому изделию. Допуски размеров и массы отливок в интервале изменения номинальных размеров, составляющем от 4 до 10000 мм, регламентированы ГОСТ P 53646-2009, который устанавливает 16 классов точности (с 1-го по 16-й) и шесть промежуточных классов с индексом т (3т, 5т, 7т, 9т, 11т и 13т). Для механически обработанных деталей установлено 19 квалитетов точности, обозначаемых буквами IT с индексом 01; 0; 1; 2;...; 17 (например, IT11).

Точность повышается по мере снижения номера класса или квалитета. Конкретный допуск для каждого класса точности размеров отливок определяется по ГОСТ P 53646-2009 в зависимости от номинальных размеров (табл. 1.1).
Под номинальным размером следует понимать номинальное расстояние между обработанной поверхностью и базой ее механической обработки, а при обработке поверхностей вращения - их номинальный диаметр. У наклонных конических и фасонных поверхностей, заданных координатами одной базы, за номинальный размер принимают наибольший из размеров.
Стандартом предусмотрено устанавливать симметричные и несимметричные предельные отклонения размеров:
• несимметричное одностороннее расположение поля допуска применяется для размеров элементов отливок (кроме толщин стенок), находящихся в одной части формы и не подвергаемых механической обработке. При этом для охватывающих элементов (отверстие) поле допуска располагают «в плюс», а для охватываемых (вал) - «в минус»;
• симметричное расположение поля допуска применяется для размеров всех остальных элементов отливок, не подвергаемых и подвергаемых механической обработке.
Допуски масс устанавливаются по тем же классам точности по номинальным значениям массы отливки, определяемой по номинальным размерам.
Класс точности отливки определяется по указанным на чертеже детали предельным отклонениям размеров. Эти отклонения даются или непосредственно после номинальных размеров (например, 20+0,18), или в технических условиях с указанием номера квалитета (например, +(IТ14)/2, где IT14 - обозначение 14-го квалитета точности).
Если на чертеже по некоторым размерам предельные отклонения не указаны и нет соответствующих указаний в технических условиях, то эти размеры отвечают квалитетам IT12-IT16. Значения допусков размеров механически обрабатываемых деталей для квалитетов от IT5 до IT15 приведены в табл. 1.2.

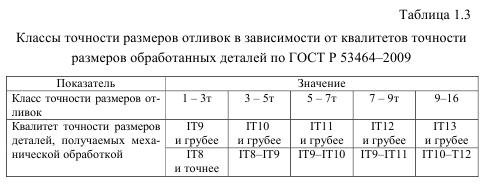
Номер квалитета по значению предельного отклонения можно найти по табл. 1.2. Например, для размера детали 20+0,18 по значению предельного отклонения 0,18 находим номер квалитета IT12. Класс точности литой заготовки связан с квалитетом детали. Эта зависимость отражена в табл. 1.3.
Для определения класса точности отливки необходимо найти квалитеты всех размеров детали. Класс точности отливки определяется по наименьшему квалитету для всех размеров обработанной детали по табл. 1.3. Например, если наименьший квалитет размеров детали IT12 отвечает размеру 20+0,18, то по табл. 1.3 определяем класс точности отливки - 9т.
В соответствии с классом точности можно по табл. 1.1 определить допуски всех размеров отливки. Например, для обрабатываемого размера 20 в соответствии с классом точности 9т находим допуск 1,2 мм. Класс точности изготовленной отливки зависит от ее сложности и применяемого способа литья. Для каждого способа литья характерен ряд факторов, определяющих размерную точность отливок. При литье в песчаные формы на точность получаемых отливок влияет главным образом точность изготовления модельной и стержневой оснастки, а также способ изготовления формы и применяемые формовочные материалы.
Допуски размеров перпендикулярных к плоскости разъема элементов отливки, оформляемых двумя полуформами, устанавливают в соответствии с классом точности отливки. Допуски размеров элементов, оформляемых одной частью формы или одним стержнем, принимают на 1-2 класса точнее. Для элементов, образуемых тремя и более частями формы, а также толщин стенок, ребер и фланцев допуски устанавливают на 1-2 класса грубее. Допуски размеров от предварительно обработанной поверхности до литой поверхности принимают на 2 класса точнее.
В процессе производства имеет место смещение полуформ относительно друг друга, что приводит к смещению элементов отливки, выполняемых в разных полуформах. Предельные отклонения смещений от номинального положения элементов отливок по плоскости разъема формы по ГОСТ P 53464-2009 приведены в табл. 1.4.

При выборе способа литья можно использовать данные, приведенные в табл. 1.5.

Класс точности отливки и допуски на размеры зависят от ее сложности. Для отливок из алюминиевых и магниевых сплавов предусмотрены 6 групп сложности, каждая из которых характеризуется совокупностью значений семи параметров, приведенных в табл. 1.6.
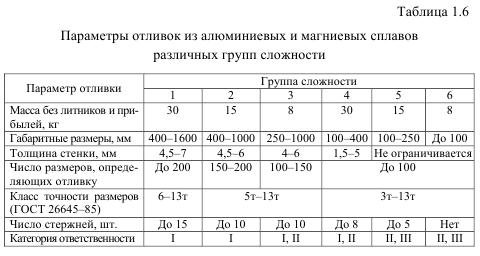
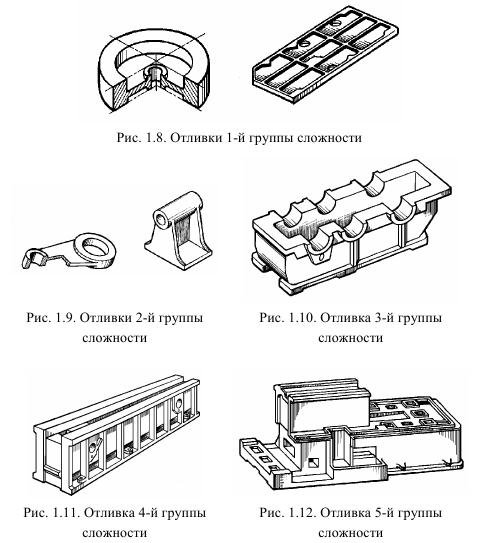
Отливки относят к той или иной группе сложности по наибольшему (не менее четырех) числу указанных в табл. 1.6 параметров. Чугунные и стальные отливки разделяются на 5 групп сложности (рис. 1.8-1.12).
К 1-й группе относятся отливки простой формы (плоские, круглые или полусферические). Их наружные и внутренние поверхности должны быть гладкими. На наружных поверхностях возможно наличие невысоких ребер, бобышек, выступов и углублений. Отливки выполняются без стержней или с применением простых стержней.
Ко 2-й группе относятся отливки в виде сочленения простых тел. Наружные поверхности этих отливок плоские и криволинейные с наличием ребер, буртов, бобышек, кронштейнов и фланцев с отверстиями и углублениями простой формы. Отдельные части отливок выполняются стержнями. Их внутренние полости имеют простую конфигурацию.
К 3-й группе относятся отливки открытой коробчатой, полусферической, цилиндрической и другой формы. Наружные поверхности отливок криволинейные и плоские с наличием нависающих частей, ребер, кронштейнов, бобышек, фланцев с отверстиями и углублениями сложной конфигурации. Их внутренние полости большой протяженности расположены в одном или двух ярусах со свободными широкими выходами полостей.
К 4-й группе относятся отливки закрытой или частично открытой формы. Наружные поверхности этих отливок криволинейные и плоские с кронштейнами, фланцами, патрубками. Многие части поверхности выполняются стержнями. Внутренние части имеют сложную конфигурацию.
К 5-й группе относятся отливки закрытой коробчатой формы. Значительная часть их поверхностей выполняется стержнями.