



Специализированные линии для производства керамзитобетонных стеновых панелей
Конвейерная линия для производства керамзитобетонных панелей с немедленной распалубкой успешно работает на Московском комбинате железобетонных конструкций № 2. Она спроектирована конструкторско-технологическим бюро Главмоспромстройматериалов и ВНИИЖелезобетоном (рис. 7.3), На конвейерной линии, рассчитанной на выпуск 50 тыс. м2 изделий в год, изготовляют несущие стеновые панели на две комнаты для 9-этажных жилых домов серии 1-515/9. Панели толщиной 40 см изготовляют из керамзитобетона марки 100 с объемной массой 1200 кг/м3. В качестве мелкого пористого заполнителя применяют золу ТЭС.
Применение жестких керамзитобетонных смесей, пространственных арматурных каркасов, интенсивного уплотнения с использованием вибропригруза, обеспечивающего давление 50 гс/см2 (вибропригрузочный щит подается на пост формования самоходной тележкой, установленной на эстакаде), позволяет приступить к распалубке панелей сразу же после формования. Бортовая оснастка приводится в движение гидравлическими цилиндрами. Вначале открывают торцовые, а затем продольные борта. Для открывания каждой пары бортов требуется 8—10 сек. Применение пневматического привода позволяет сократить продолжительность этой операции до 4—5 сек. Состав бетонной смеси на 1 м3: 200 кг портландцемента марки 400; 0,9—0,95 м3 керамзитового гравия фракции 5—20 мм марок 500—600; 0,37—0,42 м3 золы Новомосковской или Каширской ТЭЦ с объемной насыпной массой 950 кг/м2; 240—260 л воды.
Конвейерная линия оборудована 32 унифицированными поддонами-вагонетками, имеющими съемные проемо- и фаскообразователи. На поддоне можно формовать панели разных размеров, но не более 6200х3600 мм в плане. Поддоны-вагонетки возвращаются по обгонному пути, который используется также для ряда подготовительных операций: очистки и смазки поддонов, раскладки ковровой керамики на поддоны, установки оконных блоков и проемообразователей.
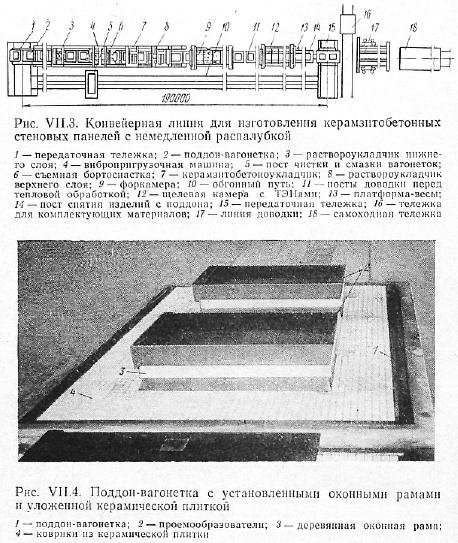
После чистки и смазки на поддон устанавливают раму оконного проема. Раму закрепляют между двумя металлическими проемообразователями, которые не только образуют откосы оконного проема, но и фиксируют положение рамы, а также предохраняют ее от загрязнения и увлажнения при формовании. Затем укладывают коврики размером 40х50 см из керамической плитки, наклеенной на бумажную основу (рис. 7.4). Дальнейшие операции (формование, уплотнение, твердение) проводятся на основной линии конвейера.
Раствороукладчик верхнего и нижнего слоя укладывает раствор подвижностью 5—6 см (по конусу СтройЦИИЛа) на поверхность керамической плитки. Затем устанавливают объемный арматурный каркас, собираемый на кондукторе. Вагонетки передвигаются на пост укладки керамзитобетонной смеси, который оборудован машиной для формования изделий с немедленной распалубкой. Выдвижные продольные и поперечные борта машины, сдвигающиеся с помощью гидравлического привода, дают возможность изменять размеры формуемых изделий.
Керамзитобетонную смесь уплотняют на виброплощадке с применением вибропригруза так, чтобы до верха бортовых элементов оставалось около 2 см. В это пространство укладывают слой раствора, который заглаживают затирочным валиком. Немедленно после укладки верхнего растворного слоя изделие распалубливают и вагонетку передвигают в камеру предварительной тепловой обработки, где панели выдерживают при температуре 40—50°C в течение 1—1,5 ч. За это время достигается критическая прочность керамзитобетона, при которой возможно проводить последующий более интенсивный прогрев; растворный же слой приобретает прочность, достаточную для его окончательной обработки, отделки оконных откосов.
Дальнейшая тепловая обработка стеновых панелей проходит в щелевой камере с трубчатыми электронагревателями (ТЭН), которые расположены со всех сторон изделия (над верхней их поверхностью, сбоку и под вагонетками). Температура в камере поддерживается 120—130°С. За 7 ч прогрева керамзитобетон достигает необходимую отпускную прочность.
На этой конвейерной линии универсальный бетоноукладчик, раствороукладчик и вибропригрузочный щит перемещаются по специальной эстакаде, а не по направляющим на уровне пола цеха. Такая компоновка оборудования удобна тем, что не затемняется рабочее место и хорошо просматриваются все механизмы с пульта управления, к постам формовки можно подходить со всех сторон.
Конвейерную линию обслуживает бригада из восьми формовщиков. Проектная производительность конвейерной линии 150 тыс. м2 стеновых панелей в год.
Рассмотренная технология изготовления изделий с немедленной распалубкой позволяет сократить численность рабочих на 30%, металлоемкость форм на 40%. Стоимость 1 м3 панелей из керамзитобетона на золе ТЭС примерно на 1,5—2 руб, меньше, чем из керамзитобетона на кварцевом песке.
Двухъярусный конвейер для производства стеновых панелей из поризованного керамзитобетона. На Бескудниковском комбинате строительных материалов и конструкций № 1 панели изготовляют па двухъярусном конвейере конструкции Mocпроектстройиндустрии. Он состоит из 34 рабочих и резервных постов (по 17 постов на каждый ярус), Высокие показатели здесь достигнуты при производстве двух модульных панелей наружных стен из керамзитобетона с воздухововлекающими добавками.
Конвейер состоит из механизма, опускающего формы-вагонетки, подъемника, устройства для перемещения форм-вагонеток, бетоноукладчика, вибронасадка, комплекса механизмов для отделки открытой поверхности панели и щелевой камеры для термообработки. Ритм работы конвейера принят равным 25,5 мин. На выполнение технологических операций отводится 23,5 мин; в течение этого времени формы-вагонетки стоят па месте, остальные 2 мин затрачиваются для перемещения форм-вагонеток с поста на пост.
Применение разработанного ВHИИЖелезобетоном способа поризации керамзитобетонной смеси воздухововлекающей добавкой дает возможность изготовлять керамзитобетонные панели для домов серий 11-49, МГ-600Д и УК с использованием обычного строительного песка вместо керамзитового. Марка бетона 75, объемная масса 1000—1050 кг/м3, отпускная влажность изделий 10—12%. Состав 1 м3 бетонной смеси: 230 кг портландцемента марки 400; 0,75 м3 керамзитового гравия фракции 10—20 мм марок 450—550 и 0,35 м3 фракции 2,5—10 мм марки 600; 200—250 кг строительного песка; 160—170 л воды; 0,4—0,5 кг добавки ЦМИПС-1.
Повышенная удобоукладываемость поризованной легкобетонной: смеси позволяет упростить процесс формования, так как отпадает необходимость в укладке нижнего подстилающего слоя раствора по керамической плитке и можно применять вибронасадок вместо подъемно-опускной виброплощадки.
Двухъярусная линия работает по принципу вертикально-замкнутого конвейера тележечного типа с формами-вагонетками, перемещаемыми по рельсовым путям верхнего и нижнего ярусов.
Технология изготовления изделий на стане состоит из следующих основных операций: чистки и смазки форм, укладки арматурных каркасов и закладных деталей, подачи в тележках по эстакаде бетонной смеси, укладки и уплотнения ее в формах-вагонетках. После 1—2 ч выдержки отформованных изделий укладывают и заглаживают верхний фактурный слой. Через 3—4 ч после виброуплотнения смеси отформованную панель направляют для тепловой обработки в щелевую камеру сухого прогрева при максимальной температуре 120° С. При ритме конвейера 25,5 мин общая длительность тепловой обработки керамзитобетонных панелей толщиной в среднем 34 см составляет примерно 10 ч. Основные показатели рассмотренных конвейерных линий приведены в табл. 7.1.

Поточно-агрегатная линия для производства керамзитопенобетонных панелей. На этой линии изготовляют стеновые панели для зданий каркасно-панельной конструкции серии ИИ-04,
По данной технологической схеме осуществляется автоклавный способ твердения изделий, что позволяет получить керамзитобетон требуемой объемной массы и прочности без мелкого пористого заполнителя. Используют бетон марки 50 с объемной массой 900—950 кг/м3; отпускная влажность изделий 10—12% по массе. Для уменьшения расхода клинкерного вяжущего и снижения усадки 40% цемента заменяется молотым песком. Для приготовления 1 м3 керамзитопенобетона требуется: 1000 л керамзита крупностью до 40 мм, 165 кг портландцемента марки 400, 105 кг молотого кварцевого песка, 2,7 л пенообразователя ПО-6 и 108 л воды.
Технологическая схема производства керамзитопенобетонных панелей приведена на рис. 7.5.

В барабанном пеновзбивателе Л-315 приготовляют пену из пенообразователя ПО-6 и воды в соотношении 1:5. Одновременно в растворомешалку емкостью 750 л подают отдозированные цемент, молотый песок и воду. В приготовленный раствор добавляют пену и составляющие перемешивают в течение 1,5—2 мин. Далее в поризованный раствор вводят дозированный по объему керамзит и смесь дополнительно перемешивают 1 мин. Общая продолжительность приготовления бетонной смеси в растворомешалке составляет 6 мин.
Панели формуют на виброплощадке из малоподвижных смесей с осадкой конуса 1—3 см. При такой подвижности бетонная смесь имеет достаточную начальную прочность, что позволяет сразу же после ее уплотнения приступить к укладке отделочного слоя бетона без предварительной выдержки изделий. Декоративный бетон приготовляют из цемента, песка и щебня крупностью 10—20 мм. Уплотняют и заглаживают отделочный слой вибронасадком. Панель в форме снимают мостовым краном и переносят на пост отмывки, где ее ставят в наклонном положении и зерна щебня «обнажают» путем удаления незатвердевшего раствора распыленной струей воды.
Панели твердеют в автоклаве диаметром 3,6 м по режиму 4+2+5 ч. Производительность линии 25—30 м3 стеновых панелей толщиной 32 см в смену.
Применение рассмотренной технологии производства с поризацией пеной позволяет сэкономить до 11 руб. на 1 м3 изделий за счет снижения, расхода цемента и керамзита.
Конвейерная линия производства керамзитобетонных панелей с вертикальной камерой твердения. На Ленинградском домостроительном комбинате ДСК-7 ряд пролетов 24х56 м отведен для производства наружных керамзитобетонных панелей (рис. 7.6). На комбинате впервые осуществлены сдвоенные конвейерные линии. Как видно из рис. 7.6, в первом 24-м пролете размещены две линии формования, а в другом — две линии термообработки изделий. Дублирование однотипного оборудования на двух рядом расположенных конвейерных линиях позволяет продолжать выпуск изделий в случае выхода одного конвейера из строя или во время его ремонта. В то же время улучшается транспортирование комплектующих материалов и бетонной смеси.

Ритм конвейерной линии принят 20 мин. Термообработке изделия подвергаются в непрерывно действующей вертикальной камере. Опыт эксплуатации таких камер на ленинградских предприятиях показал, что они наиболее экономичны по расходу пара на 1 м3 бетона (100—150 кг). Из пропарочной камеры изделия по конвейеру отделки транспортируются на склад готовой продукции.
Предусмотрено применение форм с унифицированным поддоном, что позволяет изготовлять изделия различных типоразмеров. Переналадка форм проводится на специализированных постах, которые расположены на особом участке цеха панелей таким образом, что любая из форм может быть быстро (без применения крана) выключена из потока и возвращена на конвейер после окончания цикла переналадки.
Вибропрокатная технология. Способ непрерывною вибропроката тонкостенных железобетонных изделий, предложенный Н.Я. Козловым, получил применение в производстве керамзитобетонных наружных стеновых панелей на некоторых предприятиях Москвы и Харькова. На стане модели БПС-6 на Востряковском комбинате в Москве изготовляют плоские керамзитобетонные панели наружных стен толщиной 32 см, Марка керамзитобетона 50 кгс/см2, объемная масса 1000 кг/м3.
Фасадная поверхность этих изделий при прокате офактуривается декоративно-защитным слоем плотного раствора на белом цементе. Все соединения керамзитобетонных прокатных панелей выполняют без сварки с применением оцинкованных металлических планок, которые скрепляют болтами. Стыки заделывают раствором, что в сочетании с цинковым покрытием закладных деталей надежно защищает их от коррозии.
Высокая точность размеров панелей и указанная конструкция стыка позволяют возводить здания высотой 17 и 25 этажей.
В производстве вибропрокатных панелей применяют цемент БТЦ марки 500 и керамзит со следующими характеристиками:

Поточная линия отделки и комплектации стеновых панелей. Комплектация — завершающий этап производства. Она выполняется одновременно с отделкой панелей на конвейерной или поточной линии.
В качестве примера рассмотрим отделочный конвейер для керамзитозол о бетонных панелей домов серии I-464A (Новосибирский ДСК-1). Он состоит из двух технологических линий, на каждой из которых размещено девять рабочих постов.
В каждой линии проложены рельсовые пути, по которым перемещаются тележки с вертикально установленными панелями (по одной панели на двух тележках). Через определенный промежуток времени толкатель передвигает все тележки по 3—4 мм и возвращается в исходное положение. Панель удерживается специальными роликовыми фиксаторами на верхней обвязке конвейерной линии.
Последовательность технологических операции, затраты времени и количество обслуживающего персонала для работы конвейерной линии по опыту Новосибирского ДСК-1 приведены в табл. 7.2. Управление конвейерной линией осуществляется автоматически с центрального пульта.
